1.本发明涉及电子信息技术的技术领域,具体涉及一种印制电路板生产设备的控制方法及印制电路板生产设备。
背景技术:
2.pcb,又称为印制电路板,也称为印刷线路板,是电子元器件的支撑体,是电子元器件电气相互连接的载体。pcb板包括由单层、双层或多层板组成的内层板,以及内层板的两个平面设置的外层板,其中当内层板由多层组成时,其每一内层通常称为l1层、l2层、
……
、ln层,而外层板通常由pp板、铜箔板、钢板、牛皮纸或缓冲垫通过压合形成。
3.内层板由双层或多层组成时,每一l层板都是按照一定顺序进行叠堆放置,然后经过压合后,通过相关的化学处理后通过曝光显影成型,其中,多层板的pcb板中的内层板的相邻l层板中均会存在相同的连接节点,通过化学电镀等处理方式处理后使得连接节点相互连通。在实际生产中,多层板的pcb板的内层板的每一层板的电路布线通常是通过雕刻的方式成型,并且处于大小一致的面板上,然后通过机械手或人工方式按照一定顺序进行叠堆后压合,但是由于内层板中每一层板雕刻的电路通常较为复杂,人工和机械手均尚无法对每一相邻l层板的相同连接节点进行比对对应重合,而是仅仅通过人工或机械手在叠堆过程中对相邻层板的外形进行对齐,等到加工成型后,再对pcb板的连接电路进行检测后才能判断连接形成的pcb板是否存在连接节点不对应,而造成叠堆错误的情况。
4.而以上在内层板每一l层板进行叠堆过程通过外形对齐,在形成完整pcb板后再进行检测的方式,往往会造成叠堆错误率提高,并且导致加工效率降低的问题。
技术实现要素:
5.为了克服现有技术的不足,本发明的目的在于提供一种印制电路板生产设备的控制方法、印制电路板生产设备,能够实现在生产pcb板过程中,对多层内层板的每一l层板按照顺序叠堆,并且使得相邻l层板中的连接节点进行一一对应,以降低叠堆错误率,且提高生产效率。
6.本发明的目的通过以下技术方案实现:
7.一种印制电路板生产设备,包括设置有工作平台的压合机,所述压合机的一侧设置有移动轨道,所述移动轨道上设置有机械手,所述移动轨道远离压合机的一侧排列设置有若干分别用于放置内层板每一l层板的专用托板和分别用于放置内层板和外层板的内层板存储区和外层板存储区,所述工作平台的压合机的出料口设置有输送带,所述输送带沿输送方向的末端分别设置有切割机和化学处理设备。
8.进一步得,所述机械手的夹持端设置有若干阵列排布的夹持吸盘,所述机械手的夹持端设置有用于识别的识别装置,所述识别装置与控制系统相连。
9.进一步得,所述压合机的工作平台的四周均设置有推动定位装置,所述推动定位装置包括与所述工作平台连接的推动缸,所述推动缸的推动缸方向水平朝向所述工作平台
放置面中心设置,所述推动缸的推动端设置有推动板,所述推动板远离所述推动缸的侧面设置有缓冲层。
10.依照以上印制电路板生产设备的机械结构,形成以下关于该印制电路板生产设备的控制方法,其具体方法如下:
11.一种印制电路板生产设备的控制方法,包括内层板压合步骤、外层板压合步骤、内层板和外层板合并压合步骤;
12.a内层板压合步骤包括:
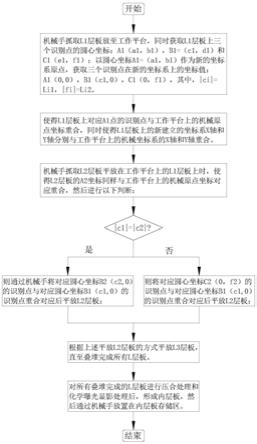
13.s10:控制系统接收到控制系统发送的内层板压合加工信息后,获取内层板中每一l层板的堆叠顺序,将每一l层板按照叠堆顺序分别定义为l1层、l2层板、
…
、ln层板,生产设备的机械手抓取l1层板平放在加工平台上,然后识别l1层板上的多个识别点,并且获取l1层板上的多个识别点的位置信息后,将获取的位置信息存储至存储器;
14.s20:生产设备的机械手抓取l2层板,识别l2层板上的多个识别点,并且获取l2层板上的多个识别点的位置信息,然后将获取的位置信息存储至存储器,同时将获取的l2层板上的多个识别点的位置信息与l1层板上的多个识别点的位置信息进行比对,使得l2层板上的多个识别点位置与l1层板的多个识别点位置一一对应后,将l2层板平放在l1层板上;
15.s30:根据步骤s20平放l2层板的方式,利用机械手抓取下一l3层板平放在上一l2层板上,直至叠堆完成所有l层板,然后进行压合处理和化学曝光显影处理后形成内层板,机械手将压合形成的内层板放置在内层板存储区;
16.b外层板压合步骤:
17.s40:控制系统接收到控制系统发送的外层板压合加工信息后,获取每一层板的叠堆顺序,生产设备的机械手根据外层板每一层板的叠堆顺序依次将pp板、铜箔板、钢板、缓冲垫叠堆平放在加工平台上,同时使得每一层板的外形相互对齐,然后进行压合处理形成外层板,机械手将形成的外层板放置在外层板存储区;
18.c内层板和外层板合并压合步骤:
19.s50:控制系统接收到控制系统发送的内层板和外层板压合加工信息后,机械手抓取外层板存储区上的外层板平放在加工平台上,并且使得外层板的pp板朝上设置,机械手接着抓取内层板存储区上的内层板平放在加工平台的外层板上,并且使得内层板的外形与外层板的外形对齐,机械手接着抓取外层板存储区上的外层板平放在加工平台的内层板上,使该外层板的pp板朝下设置,并且使得该外层板与内层板的外形对齐,然后分别进行压合处理和切割处理后形成pcb板。
20.进一步得,在内层板压合步骤中,内层板的每一l层板的外形大小一致,且l层板设置的多个识别点的结构如下:所述l层板的所述识别点呈圆形,所述识别点的圆形内喷涂有序号,同一所述l层板的多个所述识别点的序号一致,所述内层板的多个l层板的识别点的序号按照所述内层板的多个所述l层板的叠堆顺序依次排列。
21.进一步得,所述l层板呈矩形,所述l层板上的识别点的数量为三个,且所述l层板的三个识别点分别位于其平面正面的其中三个顶角位置,其中一个所述识别点分别与另外两个所述识别点的连线相垂直。
22.进一步得,内层板压合步骤中,按照内层板中多个l层板的叠堆顺序对每一l层板进行编号,设定编号为i=n,其中n为整数,在抓取的第n层的l层板的平面上建立坐标系,对
机械手抓取的每一l层板中三个识别点的圆心坐标进行下列定义:
23.ai(ai,bi):为与另外两个识别点连线相垂直的识别点的圆心坐标值;
24.bi(ci,di)和ci(ei,fi):分别为其余两个识别点的圆心坐标值;
25.由上述定义,获取向量aibi=(ci
‑
ai,di
‑
bi),向量aici=(ei
‑
ai,fi
‑
bi),进而获取向量aibi的模长|aibi|=li1,以及获取向量aici的模长|aici|=li2,以坐标ai(ai,bi)作为新的坐标原点,以向量aibi长度方向作为新的x轴,以向量aici长度方向作为新的y轴,则获取三个识别点的圆心坐标值为:ai(0,0),bi(ci,0),ci(0,fi),其中|ci|=li1,|fi|=li2;
26.故而,在步骤s10时,机械手抓取l1层板放置在工作平台上时,使得l1层板的a1坐标与工作平台上的机械原点坐标重合,并且使得l1层板上新建立的坐标系的x轴和y轴分别与工作平台上的机械坐标系的x轴和y轴重合;
27.进一步在步骤s20过程中,机械手抓取l2层板平放在工作平台上的l1层板上时,使得l2层板的a2坐标同样与工作平台上的机械原点坐标对应;当l2层板上坐标b2(c2,0)和l1层板上坐标b1(c1,0)满足:|c1|=|c2|时,则通过机械手将对应圆心坐标b2(c2,0)的识别点与对应圆心坐标b1(c1,0)的识别点重合对应后平放l2层板;如否,则将对应圆心坐标c2(0,f2)的识别点与对应圆心坐标b1(c1,0)的识别点重合对应后平放l2层板;
28.进一步在步骤s30中,根据上述平放l2层板的方式平放l3层板,直至叠堆完成所有l层板。
29.进一步得,在步骤外层板压合过程中,当压合处理形成外层板后,且在机械手将形成的外层板放置在外层板存储区之前,通过输送带将外层板运送至切割设备中,利用切割设备对外层板的外形进行切割,使得外层板的外形与内层板的外形大小一致。
30.进一步得,在步骤内层板和外层板合并压合过程中,当利用机械手抓取外层板、内层板、外层板放置在工作平台后,利用生产设备中位于工作平台上四周的推动定位装置推动并挤压叠堆的外层板和内层板的边沿,使得三者的外形边沿对齐。
31.本发明具有如下有益效果:
32.一种印制电路板生产设备的控制方法,通过设定内层板压合步骤、外层板压合步骤、内层板和外层板合并压合步骤这三个步骤,通过叠堆压合形成内层板、外层板和pcb板。其中在内层板压合步骤中,在控制系统的控制作用下,按照内层板每一l层板的叠堆顺序进排序命名:l1层板、l2层板、
…
、ln层板,且由于每一l层板的外形一致,每一l层板中多个识别点的位置也相同。因此在叠堆l1层板时,同时识别该l1层板上多个识别点的位置信息,并存储在存储器中,以便于后续处理;然后在叠堆l2层板的时候,同样需要识别l2层板的上多个识别点的位置信息,并且存储在存储器中,同时将获取的l2层板上多个识别点的位置信息与l1层板上多个识别点的位置信息进行比对后,使得两个l层板上的多个识别点一一对应后,并将l2层板放置在l1层板上,从而使得l2层板与l1层板上相同的连接节点重合,进而便于后续进行相应化学处理后使得相同连接节点相连。进一步得,在利用机械手抓取l3及之后的ln层板进行方式时,可以参照放置l2层板的方式,使得该l层板上的多个识别点与上一放置的l层板上的多个识别点对应后进行叠堆,从而使上下两个相邻的l层板的识别点相互对应重合,进而使得相邻l层板中的连接节点进行一一对应,以降低叠堆错误率,且提高生产效率。
33.一种印制电路板生产设备,通过在压合机一侧的移动轨道上设置机械手,以便于在控制系统的控制作用,使得机械手移动相应的专用托板、内层板存储区或外层板存储区的位置,以抓取ln层板、外层板的每一层板、内层板或外层板放置在工作平台上,利用压合机的压合作用,从而形成内层板、外层板或pcb板,从而实现智能机械化操作的作用。与此同时,通过设置切割机和化学处理设备,以便于通过输送带将工作平台上加工形成的外层板或pcb板传输至切割机上进行切割,同时还可以将pcb板传输至化学处理设备进行相应的化学处理,如曝光显影处理等,从而形成完整的。通过在机械手的夹持端设置夹持吸盘,以便于通过真空吸取的方式抓持相应的ln层板、外层板的每一层板(可以是pp板、铜箔板、钢板、牛皮纸或缓冲垫)、内层板或外层板至工作平台上,同时在叠堆形成内层板的过程中,可以利用机械手上的识别装置对l层板上的识别点进行识别,从而使得抓持的ln层板上的识别点位置与上一放置在工作平台上的ln
‑
1层板上的识别点位置进行对用,从而使上下两个相邻的l层板的识别点相互对应重合,进而使得相邻l层板中的连接节点进行一一对应,以降低叠堆错误率,且提高生产效率。
附图说明
34.图1为本发明的印制电路板生产设备的控制方法的方法流程图。
35.图2为本发明的内层板压合步骤的方法流程图。
36.图3为本发明的内层板压合过程的结构示意图。
37.图4为本发明的整体结构布局图。
38.图5为本发明的pcb板的结构图。
39.图中:1、压合机;11、工作平台;12、推动定位装置;13、传输带;2、移动轨道;21、机械手;211、吸盘;212、识别装置;3、专用托板;4、内层板存储区;5、外层板存储区;6、切割机;7、化学处理设备;8、pcb板;81、内层板;811、l层板;812、识别点;82、外层板;821、pp板;822、铜箔板;823、钢板;824、缓冲垫。
具体实施方式
40.下面结合附图和具体实施例对本发明作进一步的详细说明。本说明书中所引用的如“上”、“内”、“中”、“左”、“右”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
41.参照图1至图5所示,一种印制电路板生产设备,包括设置有工作平台11的压合机1,压合机1的一侧设置有移动轨道2,移动轨道2上设置有机械手21,移动轨道2远离压合机1的一侧排列设置有若干分别用于放置内层板81每一l层板811的专用托板3和分别用于放置内层板81和外层板82的内层板81存储区4和外层板82存储区5,工作平台11的压合机1的出料口安装有输送带,输送带沿输送方向的末端分别设置有切割机6和化学处理设备7。
42.具体的,通过在压合机1一侧的移动轨道2上设置机械手21,以便于在控制系统的控制作用,使得机械手21移动相应的专用托板3、内层板81存储区4或外层板82存储区5的位置,以抓取ln层板、外层板82的每一层板、内层板81或外层板82放置在工作平台11上,利用压合机1的压合作用,从而形成内层板81、外层板82或pcb板8,从而实现智能机械化操作的
作用。与此同时,通过设置切割机6和化学处理设备7,以便于通过输送带将工作平台11上加工形成的外层板82或pcb板8传输至切割机6上进行切割,同时还可以将pcb板8传输至化学处理设备7进行相应的化学处理,如曝光显影处理等,从而形成完整的。
43.机械手21的夹持端安装有若干阵列排布的夹持吸盘211,机械手21的夹持端安装有用于识别的识别装置212,识别装置212与控制系统相连。具体的,通过在机械手21的夹持端设置夹持吸盘211,以便于通过真空吸取的方式抓持相应的ln层板、外层板82的每一层板(可以是pp板821、铜箔板822、钢板823、牛皮纸或缓冲垫824)、内层板81或外层板82至工作平台11上,同时在叠堆形成内层板81的过程中,可以利用机械手21上的识别装置212对l层板811上的识别点812进行识别,从而使得抓持的ln层板上的识别点812位置与上一放置在工作平台11上的ln
‑
1层板上的识别点812位置进行对用,从而使上下两个相邻的l层板811的识别点812相互对应重合,进而使得相邻l层板811中的连接节点进行一一对应,以降低叠堆错误率,且提高生产效率。
44.压合机1的工作平台11呈长方体状,工作平台11的四周均设置有推动定位装置12,推动定位装置12包括与工作平台11连接的推动缸(图中未示出),推动缸的推动缸方向水平朝向工作平台11放置面中心设置,推动缸的推动端设置有推动板(图中未示出),推动板远离推动缸的侧面设置有缓冲层(图中未示出)。具体的,通过设置推动定位装置,在利用机械手21依次将外层板82、内层板81和外层板82叠堆在工作平台11上后,可以通过推动缸的推动作用,推动伸出推动板,从而使得推动板的缓冲层与叠堆形成的pcb板8的四周相互抵紧,以致相近内层板81和外层板82的边沿相互对齐。
45.依照以上印制电路板生产设备的机械结构,形成以下关于该印制电路板生产设备的控制方法,其具体方法如下:
46.参照图1至图5所示,一种印制电路板生产设备的控制方法,包括内层板压合步骤、外层板压合步骤、内层板和外层板合并压合步骤;
47.a内层板压合步骤包括:
48.s10:控制系统接收到控制系统发送的内层板压合加工信息后,获取内层板中每一l层板的堆叠顺序,将每一l层板按照叠堆顺序分别定义为l1层、l2层板、
…
、ln层板,生产设备的机械手抓取l1层板平放在加工平台上,然后识别l1层板上的多个识别点,并且获取l1层板上的多个识别点的位置信息后,将获取的位置信息存储至存储器;
49.s20:生产设备的机械手抓取l2层板,识别l2层板上的多个识别点,并且获取l2层板上的多个识别点的位置信息,然后将获取的位置信息存储至存储器,同时将获取的l2层板上的多个识别点的位置信息与l1层板上的多个识别点的位置信息进行比对,使得l2层板上的多个识别点位置与l1层板的多个识别点位置一一对应后,将l2层板平放在l1层板上;
50.s30:根据步骤s20平放l2层板的方式,利用机械手抓取下一l3层板平放在上一l2层板上,直至叠堆完成所有l层板,然后进行压合处理和化学曝光显影处理后形成内层板,机械手将压合形成的内层板放置在内层板存储区;
51.b外层板压合步骤:
52.s40:控制系统接收到控制系统发送的外层板压合加工信息后,获取每一层板的叠堆顺序,生产设备的机械手根据外层板每一层板的叠堆顺序依次将pp板、铜箔板、钢板、缓冲垫叠堆平放在加工平台上,同时使得每一层板的外形相互对齐,然后进行压合处理形成
外层板,机械手将形成的外层板放置在外层板存储区;
53.c内层板和外层板合并压合步骤:
54.s50:控制系统接收到控制系统发送的内层板和外层板压合加工信息后,机械手抓取外层板存储区上的外层板平放在加工平台上,并且使得外层板的pp板朝上设置,机械手接着抓取内层板存储区上的内层板平放在加工平台的外层板上,并且使得内层板的外形与外层板的外形对齐,机械手接着抓取外层板存储区上的外层板平放在加工平台的内层板上,使该外层板的pp板朝下设置,并且使得该外层板与内层板的外形对齐,然后分别进行压合处理和切割处理后形成pcb板。
55.具体的,通过设定内层板压合步骤、外层板压合步骤、内层板和外层板合并压合步骤这三个步骤,通过叠堆压合形成内层板、外层板和pcb板。其中在内层板压合步骤中,在控制系统的控制作用下,按照内层板每一l层板的叠堆顺序进排序命名:l1层板、l2层板、
…
、ln层板,且由于每一l层板的外形一致,每一l层板中多个识别点的位置也相同。因此在叠堆l1层板时,同时识别该l1层板上多个识别点的位置信息,并存储在存储器中,以便于后续处理;然后在叠堆l2层板的时候,同样需要识别l2层板的上多个识别点的位置信息,并且存储在存储器中,同时将获取的l2层板上多个识别点的位置信息与l1层板上多个识别点的位置信息进行比对后,使得两个l层板上的多个识别点一一对应后,并将l2层板放置在l1层板上,从而使得l2层板与l1层板上相同的连接节点重合,进而便于后续进行相应化学处理后使得相同连接节点相连。进一步得,在利用机械手抓取l3及之后的ln层板进行方式时,可以参照放置l2层板的方式,使得该l层板上的多个识别点与上一放置的l层板上的多个识别点对应后进行叠堆,从而使上下两个相邻的l层板的识别点相互对应重合,进而使得相邻l层板中的连接节点进行一一对应,以降低叠堆错误率,且提高生产效率。
56.参照图1至图5所示,在内层板压合步骤中,内层板的每一l层板的外形大小一致,且l层板设置的多个识别点的结构如下:所述l层板的所述识别点呈圆形,所述识别点的圆形内喷涂有序号,同一所述l层板的多个所述识别点的序号一致,所述内层板的多个l层板的识别点的序号按照所述内层板的多个所述l层板的叠堆顺序依次排列排序。
57.具体的,在该步骤中,对l层板上的识别点的结构进行限定,通过在识别点的圆形内喷涂序号,且内层板的多个l层板的识别点的序号是按照内层板的多个l层板的叠堆顺序进行排序的,因此在识别的过程中,可以首先识别相应l层板的识别点的同时,还可以识别该识别点中序号是否与当前l层板堆叠顺序的序号相对应,以便于在叠堆过程中进行识别判断,从而达到减少叠堆顺序出错的情况,进而达到提高叠堆正确率的有益效果。
58.所述l层板呈矩形,所述l层板上的识别点的数量为三个,且所述l层板的三个识别点分别位于其平面正面的其中三个顶角位置,其中一个所述识别点分别与另外两个所述识别点的连线相垂直。
59.具体的,通过对l层板上三个识别点的位置关系进行限定,使得其中一个识别点与另外两个识别点的连线向垂直,因此在识别装置识别到这三个识别点的圆心坐标位置后,能够通过相应的向量计算,获取其中与另外两个识别点连接向垂直的对应识别点的位置,由于每一l层板均存在该具有识别性和特征性的识别点,因此在将该l层板上识别点与上一已平放的l层板上识别点进行一一对应时,可以首先将该具有识别性和特征性的识别点进行对应重合后,再将两位两个识别点进行对应重合,故而达到提高相邻l层板对应重合效率
的有益效果。
60.参照图1至图5所示,内层板压合步骤中,按照内层板中多个l层板的叠堆顺序对每一l层板进行编号,设定编号为i=n,其中n为整数,在抓取的第n层的l层板的平面上建立坐标系,对机械手抓取的每一l层板中三个识别点的圆心坐标进行下列定义:
61.ai(ai,bi):为与另外两个识别点连线相垂直的识别点的圆心坐标值;
62.bi(ci,di)和ci(ei,fi):分别为其余两个识别点的圆心坐标值;
63.由上述定义,获取向量aibi=(ci
‑
ai,di
‑
bi),向量aici=(ei
‑
ai,fi
‑
bi),进而获取向量aibi的模长|aibi|=li1,以及获取向量aici的模长|aici|=li2,以坐标ai(ai,bi)作为新的坐标原点,以向量aibi长度方向作为新的x轴,以向量aici长度方向作为新的y轴,则获取三个识别点的圆心坐标值为:ai(0,0),bi(ci,0),ci(0,fi),其中|ci|=li1,|fi|=li2;
64.故而,在步骤s10时,机械手抓取l1层板放置在工作平台上时,使得l1层板的a1坐标与工作平台上的机械原点坐标重合,并且使得l1层板上新建立的坐标系的x轴和y轴分别与工作平台上的机械坐标系的x轴和y轴重合;
65.进一步在步骤s20过程中,机械手抓取l2层板平放在工作平台上的l1层板上时,使得l2层板的a2坐标同样与工作平台上的机械原点坐标对应;当l2层板上坐标b2(c2,0)和l1层板上坐标b1(c1,0)满足:|c1|=|c2|时,则通过机械手将对应圆心坐标b2(c2,0)的识别点与对应圆心坐标b1(c1,0)的识别点重合对应后平放l2层板;如否,则将对应圆心坐标c2(0,f2)的识别点与对应圆心坐标b1(c1,0)的识别点重合对应后平放l2层板;
66.进一步在步骤s30中,根据上述平放l2层板的方式平放l3层板,直至叠堆完成所有l层板。
67.具体的,在内层板每一l层板进行叠堆的过程中,通过以抓取的l层板的平面作为基准面,获取其中三个识别点的圆心坐标,进而以具有识别性和特征性的a点作为原点,以向量aibi作为新的x轴,以向量aici作为新的y轴,建立新的坐标系,从而获取三个识别点对应的圆心坐标值,并且将抓取的l1层板中的新的坐标系的原点坐标a点与工作平台上的机械坐标原点重合,并且使得l1层板上新建立的坐标系的x轴和y轴分别与工作平台上的机械坐标系的x轴和y轴重合;因此在后续叠堆过程中,仅需要将抓取的l层坐标上建立新的坐标系,同时获取相应的an点、bn点,cn点的坐标,然后将an点坐标同样与工作平台上的机械原点坐标重合后,将bn坐标的x坐标绝对值与上一已放置的bn
‑
1坐标的x坐标绝对值进行比较,如若二者绝对值相等,则通过机械手将对应圆心坐标bn(cn,0)的识别点与对应圆心坐标bn
‑
1(cn
‑
1,0)的识别点重合对应后平放ln
‑
1层板;如否,则将对应圆心坐标cn(0,fn)的识别点与对应圆心坐标bn
‑
1(cn
‑
1,0)的识别点重合对应后平放ln
‑
1层板,由此使得将相邻层中识别点的获取及对应方式具体化,进而使得计算机运算速度增加,进而使上下两个相邻的l层板的识别点相互对应重合,进而使得相邻l层板中的连接节点进行一一对应,以降低叠堆错误率,且提高生产效率。
68.参照图1至图5所示,在步骤外层板压合过程中,当压合处理形成外层板后,且在机械手将形成的外层板放置在外层板存储区之前,通过输送带将外层板运送至切割设备中,利用切割设备对外层板的外形进行切割,使得外层板的外形与内层板的外形大小一致。具体的,通过设置切割机对加工好的外层板边沿进行且,至外层板的外形与内层板的外形边
沿对齐,该操作便于后续在对内层板和外层板进行合并压合操作步骤中,使得上下相邻层板的边沿对齐,进而利用压合机对整体进行受热压合时,可以使得上下相邻内层板和外层板表面受热均匀,进而达到压合稳固的作用,以便于减少相邻内层板和外层板出现分离的情况。
69.在步骤内层板和外层板合并压合过程中,当利用机械手抓取外层板、内层板、外层板放置在工作平台后,利用生产设备中位于工作平台上四周的推动定位装置推动并挤压叠堆的外层板和内层板的边沿,使得三者的外形边沿对齐。具体的,依次叠堆外层板、内层板和外层板进行合并压合时,利用推动定位装置对外层板和内层板的边沿进行推动定位,以减少相邻内层板和外层板出现错位分离的情况。
70.本发明的实施方式不限于此,按照本发明的上述内容,利用本领域的普通技术知识和惯用手段,在不脱离本发明上述基本技术思想前提下,本发明还可以做出其它多种形式的修改、替换或组合,均落在本发明权利保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

