1.本技术涉及比例节流阀的领域,尤其是涉及一种二通插装式比例节流阀。
背景技术:
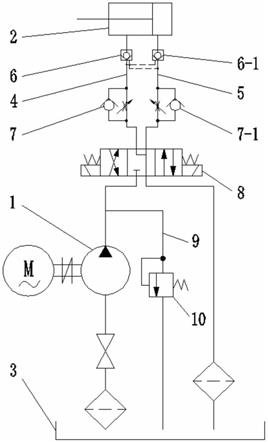
2.目前节流阀是通过改变节流截面或节流长度以控制流体流量的阀门,比例节流阀就是按照比例控制的节流阀,是非无级节流阀,在节流阀的基础上增加比例阀控制。
3.公开号为cn204312432u,公告日为20150506的中国实用新型公开了一种二通插装式比例节流阀,包括先导阀和主阀两级结构,主阀包括主阀体、 主阀芯、阀套、端盖、主阀芯端盖和直线位移传感器,所述主阀体上设置有主阀孔、进油口p、工作油口a、工作油口b、回油口t、控制油口x和控制油口y,所述进油口p与控制油口x连通,所述回油口t与控制油口y连通,所述所述端盖安装于主阀孔的一端,另一端安装所述阀套,在所述主阀孔和所述阀套内部安装所述主阀芯,所述主阀芯上设置的台阶突起在所述主阀芯与所述主阀体之间形成有相互隔离的两个腔室,两腔室分别与所述先导阀的工作油口a和工作油口b相连通,所述端盖上安装所述直线位移传感器,所述直线位移传感器的位移检测杆穿过所述端盖后与所述主阀芯端盖连接,所述主阀芯端盖安装在所述主阀芯上。从控制油口x和控制油口y将油通入腔室内后,主阀芯在控制主阀芯的移动,主阀芯脱离工作油口a后,工作油从工作油口a进入工作油口b,直线位移传感器检测主阀芯的移动距离,从而了解工作油口a的开口大小。
4.针对上述中的相关技术,发明人认为由于检测主阀芯移动距离采用直线位移传感器,而由于直线位移传感器的价格比较高,因此企业生产时二通插装式比例节流阀时,所付出的成本就会很高。
技术实现要素:
5.为了减少企业生产的成本,本技术提供一种二通插装式比例节流阀。
6.本技术提供的一种二通插装式比例节流阀,采用如下的技术方案:
7.一种二通插装式比例节流阀,包括阀体,所述阀体内开设有滑移腔,所述阀体的一端开设有与滑移腔连通的工作油口a,所述阀体的两侧开设有与滑移腔连通的工作油口b,所述滑移腔内滑移有阀芯,所述阀芯上固定有凸块,所述凸块将滑移腔分为第一腔室和第二腔室,所述阀芯中空设置且两端分别与工作油口a和第一腔室连通,所述阀体上开设有控制油口,所述控制油口与第二腔室连通,所述阀芯上套设有阀芯弹簧,所述滑移腔内设置有压块,所述阀芯弹簧远离阀芯的一端设置于压块上。
8.通过采用上述技术方案,工作时,液压油进入工作油口a,一部分会通过阀芯进入第一腔室内,然后再向控制油口内加入控制液压油,控制液压油进入第二腔室内,当第二腔室内的液压油越来越多会驱动阀芯向远离工作油口a处滑移,阀芯弹簧被压缩,然后液压油从工作油口a进入工作油口b内,从而实现工作油口a与工作油口b的联通,由于根据进入第二腔室内的控制油油量以及第二腔室的体积可以计算出阀芯受到的推力,进而根据胡克定律计算出阀芯弹簧的形变量,从而可知阀芯的位移,由于采用阀芯弹簧代替了直线位移传
感器,因此降低了企业生产的成本。
9.可选的,所述压块滑移于滑移腔内,所述阀体上设置有驱动部件,所述驱动部件用于驱动压块的滑移。
10.通过采用上述技术方案,设置驱动部件驱动压块滑移的目的是,通过压块压缩阀芯弹簧,改变阀芯弹簧的初始压缩量,从而使得在阀芯受到的控制油的推力不变情况下,适应不同的弹力大小弹簧。
11.可选的,所述驱动部件包括导向杆和助推块,所述导向杆与滑移腔内壁螺纹连接,所述助推块同轴固定于导向杆上,所述助推块置于压块远离工作油口a的一侧,所述压块同轴套设于导向杆上,所述阀芯弹簧远离阀芯的一端套设于导向杆上且与压块抵接。
12.通过采用上述技术方案,转动导向杆,导向杆向靠近阀芯处移动,从而使得助推块推动压块滑移,从而使得压块压缩阀芯弹簧。
13.可选的,所述驱动组件包括螺纹杆,所述螺纹杆与滑移腔同轴转动连接,所述压块与螺纹杆螺纹来连接,所述阀芯弹簧远离阀芯的一端同轴套设于螺纹杆上且与压块抵接。
14.通过采用上述技术方案,转动螺纹杆,螺纹杆驱动压块向靠近阀芯处移动,从而使得压块压缩阀芯弹簧。
15.可选的,所述压块上设置有铜合金聚四氟乙烯,所述铜合金聚四氟乙烯与滑移腔内壁抵接。
16.通过采用上述技术方案,设置铜合金聚四氟乙烯的目的是,对压块与滑移腔内壁起到密封作用,同时又能降低压块与滑移腔内壁的摩擦力,起到润滑的作用。
17.可选的,所述压块外壁沿其周向固定有弹性的第一卡齿,所述铜合金聚四氟乙烯内壁沿其周向固定有弹簧的第二卡齿,所述第二卡齿可卡接于第一卡齿之间。
18.通过采用上述技术方案,设置第一卡齿以及第二卡齿的目的是,使得铜合金聚四氟乙烯与压块之间安装更加稳固。
19.可选的,所述阀体上开设有拆卸腔,所述拆卸腔与滑移腔连通,所述拆卸腔内同轴放置有可组成圆形的两半圆形的螺纹块,所述螺纹块同轴套设有可组成圆形的两半圆形的填补块,所述填补块与拆卸腔内壁抵接。
20.通过采用上述技术方案,当更换阀芯弹簧时,将填补块取出,然后滑移螺纹块,使得螺纹块远离导向杆,然后再将螺纹块取出,从而使得导向杆、压块以及阀芯弹簧从滑移腔内取出。
21.可选的,所述阀体上螺纹连接有锁紧螺栓,所述锁紧螺栓与导向杆轴线垂直,所述锁紧螺栓与填补块以及螺纹块螺纹连接。
22.通过采用上述技术方案,设置锁紧螺栓的目的是,进一步将填补块以及螺纹块锁紧。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.设置阀芯弹簧和压块的目的是,当第二腔室内的液压油越来越多会驱动阀芯向远离工作油口a处滑移,阀芯弹簧被压缩,然后液压油从工作油口a进入工作油口b内,从而实现工作油口a与工作油口b的联通,由于根据进入第二腔室内的控制油油量以及第二腔室的体积可以计算出阀芯受到的推力,进而根据胡克定律计算出阀芯弹簧的形变量,从而可知阀芯的位移,由于采用阀芯弹簧代替了直线位移传感器,因此降低了企业生产的成本;
25.2.设置导向杆与滑移腔内壁螺纹连接以及设置助推块的目的是,转动导向杆,导向杆向靠近阀芯处移动,从而使得助推块推动压块滑移,从而使得压块压缩阀芯弹簧;
26.3.设置拆卸腔、螺纹块和填补块的目的是,当更换阀芯弹簧时,将填补块取出,然后滑移螺纹块,使得螺纹块远离导向杆,然后再将螺纹块取出,从而使得导向杆、压块以及阀芯弹簧从滑移腔内取出。
附图说明
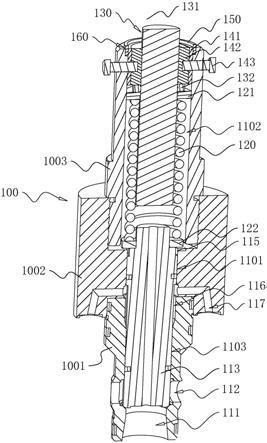
27.图1是本技术实施例1整体结构的剖面视图。
28.图2是实施例2整体结构的剖面视图。
29.图3是显示铜合金聚四氟乙烯与压块之间连接结构的爆炸视图。
30.附图标记说明:100、阀体; 111、工作油口a;112、工作油口b;113、阀芯;114、凸块;115、第一腔室;116、第二腔室;117、控制油口;120、阀芯弹簧;121、压块;122、支撑块;130、驱动部件;131、导向杆;132、助推块;133、螺纹杆;134、铜合金聚四氟乙烯;135、第一卡齿;136、第二卡齿;137、滚珠轴承;140、拆卸腔;141、填补块;142、螺纹块;143、锁紧螺栓;150、定位块;160、定位槽。
具体实施方式
31.以下结合附图1
‑
3对本技术作进一步详细说明。
32.本技术实施例公开一种二通插装式比例节流阀。
33.实施例1
34.参照图1,二通插装式比例节流阀包括阀体100,阀体100包括阀套1001、第一阀体1002和第二阀体1003,阀套1001与第一阀体1002螺纹连接,第二阀体1003与第一阀体1002螺纹连接。第二阀体1003与第一阀体1002之间留有间隙。第一阀体1002内开设有第一滑移腔1101,第二阀体1003内开设有第二滑移腔1102,阀套1001内开设有第三滑移腔1103,第一滑移腔1101、第二滑移腔1102与第三滑移腔1103之间连通组成滑移腔。
35.阀套1001的下端开设有与第三滑移腔1103连通的工作油口a111,阀套1001靠近工作油口a111的两侧开设有与第三滑移腔1103连通的工作油口b112。在滑移腔110内滑移有阀芯113。阀芯113阀芯113远离工作油口a111的一端设置成台阶状,从而将整个滑移腔分为第一腔室115和第二腔室116。阀芯113呈中空设置,并且其两端分别与工作油口a111和第一腔室115连通。在阀体100上开设有控制油口117,控制油口117与第二腔室116连通。在阀芯113上同轴焊接有支撑块122,阀芯113同轴套设有阀芯弹簧120,在滑移腔110内设置有压块121,阀芯弹簧120的一端与支撑块122抵接,另一端与压块121抵接。
36.为了改变阀芯弹簧120的初始压缩量,从而使得阀芯113受到的控制油的推力不变情况下,适应不同的弹力大小弹簧,在阀体100上设置有驱动部件130,使得压块121滑移于第二滑移腔1102内。驱动部件130包括导向杆131,导向杆131与第三滑移腔1103内壁螺纹连接。导向杆131上同轴焊接有助推块132。助推块132位于压块121远离阀芯113的一侧。压块121同轴套设于导向杆131上,阀芯弹簧120远离阀芯113的一端套设于导向杆131上且与压块121抵接。
37.为了方便更换阀芯弹簧120,在第二阀体1003上开设有拆卸腔腔140,拆卸腔140与
第二空腔1102连通。在拆卸腔140内同轴放置有可组成圆形的两个半圆形的螺纹块142,螺纹块142同轴套设有可组成圆形的两个半圆形的填补块141,填补块141与拆卸腔140内壁抵接。在填补块141上焊接有定位块150,在第二阀体1003上开设有定位槽160,定位块150可卡接于定位槽160内。在阀体100上螺纹连接有锁紧螺栓143,锁紧螺栓143与导向杆131轴线垂直,锁紧螺栓143可与填补块141以及螺纹块142螺纹连接,以进一步将填补块141以及螺纹块142锁紧。拆卸弹簧时,将锁紧螺栓143拧下,然后将填补块141拔出,然后滑移螺纹块142,使得螺纹块142远离导向杆131,然后再将螺纹块142取出,从而使得导向杆131、压块121以及阀芯弹簧120取出。
38.本技术实施例一种二通插装式比例节流阀的实施原理为:工作时,液压油进入工作油口a111,一部分会通过阀芯113进入第一腔室115内,然后再向控制油口117内加入控制液压油,控制液压油进入第二腔室116内,当第二腔室116内的液压油越来越多会驱动阀芯113向远离工作油口a111处滑移,阀芯弹簧120被压缩,然后液压油从工作油口a111进入工作油口b112内,从而实现工作油口a111与工作油口b112的连通。
39.实施例2
40.参照图2,与实施例1不同之处在于驱动部件130的不同以及阀芯弹簧120不可拆卸。驱动部件130包括螺纹杆133和滚珠轴承137,螺纹杆133穿置于滑移腔110内,滚珠轴承137的外环固定于阀体100上,内环与螺纹杆133固定连接。压块121与螺纹杆133螺纹连接,压块121的两端与滑移腔110密封滑移连接,阀芯弹簧120远离阀芯113的一端同轴套设于螺纹杆133上且与压块121抵接。
41.参照图3,为了对压块121与滑移腔110内壁起到密封作用,在压块121外壁沿其周向粘接有具有弹性的第一卡齿135,在压块121上同轴套设有铜合金聚四氟乙烯134,铜合金聚四氟乙烯134内壁沿其周向粘接有具有弹性的第二卡齿136,第二卡齿136可卡接于第一卡齿135之间。
42.本技术实施例一种二通插装式比例节流阀的实施原理为:工作时,液压油进入工作油口a111,一部分会通过阀芯113进入第一腔室115内,然后再向控制油口117内加入控制液压油,控制液压油进入第二腔室116内,当第二腔室116内的液压油越来越多会驱动阀芯113向远离工作油口a111处滑移,阀芯弹簧120被压缩,然后液压油从工作油口a111进入工作油口b112内,从而实现工作油口a111与工作油口b112的连通。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。