1.本发明涉及磁驱动器及包括其的混合泵。
背景技术:
2.现有的泵的外壳全部由金属构成,因此加工困难且制造费用高。
技术实现要素:
3.技术问题
4.本发明的目的是提供制造简单的混合泵及其中磁驱动器的制造方法。
5.并且,本发明的目的是提供具有金属部件的磁驱动器及包括其的混合泵。
6.并且,本发明的目的是提供具有与磁铁结合的金属部件的磁驱动器及包括其的混合泵。
7.技术方案
8.为了达到如上所述的目的,本发明的一个实施例的混合泵包括:叶轮;控制所述叶轮的旋转的磁驱动器;与所述磁驱动器结合的驱动器轴;及电机。其中,所述驱动器轴随着连接的电机的轴的旋转进行旋转,所述磁驱动器随着所述驱动器轴旋转而进行旋转,所述叶轮响应于所述磁驱动器的旋转进行旋转,所述磁驱动器的驱动器主体由塑料形成,所述驱动器轴由金属形成。
9.本发明的另一实施例的混合泵包括:叶轮;及控制所述叶轮的旋转的磁驱动器。其中,所述磁驱动器具有塑料部件及排列于所述塑料部件内部的金属部件。
10.本发明的一个实施例的泵的磁驱动器制造方法包括:在模具嵌件由金属形成的驱动器轴及金属部件的步骤;以及,将相当于塑料部件的材料的熔融的塑料物质注入所述模具制造结合有所述驱动器轴的驱动器主体的步骤。其中,所述驱动器主体内包括所述金属部件。
11.技术效果
12.本发明的混合泵中磁驱动器的驱动器主体由塑料形成且与所述驱动器主体结合的驱动器轴由金属形成,因此所述磁驱动器制造简单且能够大量生产。
13.并且,本发明的混合泵中磁驱动器的驱动器主体由塑料形成且内部包括金属部件,因此所述驱动器主体具有充分的强度且所述驱动器主体制造容易、能够大量生产且可降低制造费用。
14.并且,磁铁直接附着到所述金属部件,因此所述磁铁能够更稳定地固定于所述驱动器主体。
附图说明
15.图1为示出本发明的一个实施例的泵的立体图;
16.图2为示出本发明的一个实施例的外壳的分解结构的示意图;
17.图3为示出本发明的一个实施例的外壳的立体图;
18.图4为示出本发明的一个实施例的衬垫与金属部件的分解结构的立体图;
19.图5为示出本发明的另一实施例的泵的外壳的分解结构的示意图;
20.图6为简要示出本发明的又一实施例的泵的剖面的示意图;
21.图7为示出本发明的一个实施例的泵的详细分解结构的示意图;
22.图8为示出本发明的一个实施例的磁驱动器的剖面的示意图;
23.图9为示出本发明的另一实施例的磁驱动器的剖面的示意图;
24.图10为示出本发明的一个实施例的金属部件的结构的示意图;
25.图11为示出本发明的又一实施例的磁驱动器的剖面的示意图;
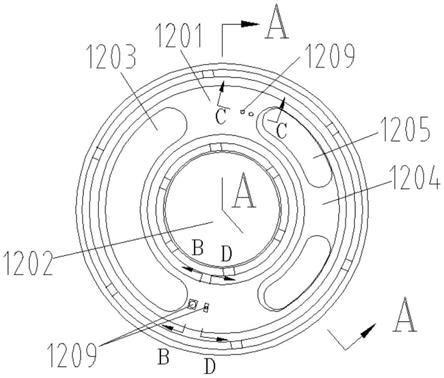
26.图12为示出本发明的一个实施例的金属部件的结构的示意图;
27.图13为简要示出本发明的一个实施例的金属部件与磁铁的结合结构的示意图。
具体实施方式
28.本说明书中使用的单数表达方式在文中无其他明确定义的情况下还包括复数表达方式。关于本说明书中记载的“构成”或“包括”等术语,不应理解为必须包括说明书上记载的各构成要素或各步骤,而是应该理解为可以不包括其中部分构成要素或部分步骤,或者还可以包括其他附加构成要素或步骤。并且,说明书上记载的
“…
部”、“模块”等术语表示处理至少一个功能或动作的单位,这些可以通过硬件或软件实现或通过结合硬件及软件实现。
29.本发明涉及混合泵,磁驱动器的驱动器主体由塑料形成且磁驱动器轴可由金属形成。其结果,所述磁驱动器容易制造且能够用少量的时间及费用大量生产。
30.并且,所述混合泵可具有磁驱动器的驱动器主体在塑料内部包括金属部件的结构。其结果,能够轻易制造具有充分的强度的磁驱动器。
31.根据一个实施例,附着于所述驱动器主体的内侧面的磁铁可直接附着于所述金属部件。
32.以下参见附图对本发明的多种实施例进行详细说明。
33.图1为示出本发明的一个实施例的泵的立体图。图2为示出本发明的一个实施例的外壳的分解结构的示意图,图3为示出本发明的一个实施例的外壳的立体图,图4为示出本发明的一个实施例的衬垫与金属部件的分解结构的立体图,图5为示出本发明的另一实施例的泵的外壳的分解结构的示意图。图6为简要示出本发明的又一实施例的泵的剖面的示意图,图7为示出本发明的一个实施例的泵的详细分解结构的示意图,图8为示出本发明的一个实施例的磁驱动器的剖面的示意图。图2中左侧结构示出衬垫与金属部件的结合结构且右侧结构示出主体、衬垫及金属部件的结合结构。图4中前面结构示出衬垫与金属部件的分解结构且后面结构示出主体、衬垫及金属部件的结合结构。
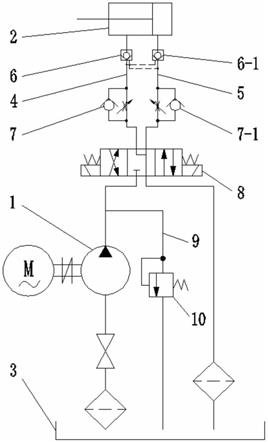
34.参见图1、图2及图7,本实施例的泵为混合泵,可包括叶轮(impeller)100、外壳102、驱动器部件104、电机106及轴108。
35.叶轮100可通过管路等配管将输入到第一流体移送孔310a的流体传递到第二流体移送孔310b。具体来讲,叶轮100以特定速度旋转,随着所述旋转,能够将输入到第一流体移送孔310a的流体传递到第二流体移送孔310b的特定高度。其中,所述特定高度可以因叶轮
100的旋转速度而异。
36.外壳102包括叶轮100的至少一部分以保护叶轮100,可包括被输入流体的第一流体移送孔310a及将通过第一流体移送孔310a移送的流体传递到其他配管的第二流体移送孔310b。其中,第一流体移送孔310a及第二流体移送孔310b可相互交叉。
37.根据一个实施例,外壳102可具有塑料部件内部包括金属部件的结构。后续对此进行具体说明。
38.驱动器部件104防止通过第一流体移送孔310a移动的流体漏出到外部且能够控制叶轮100的动作,尤其是旋转动作。
39.电机106控制泵的动力。
40.轴108起到固定叶轮100的中心的作用。其结果,叶轮100以稳定地固定于轴108的状态位于外壳102内部,吸入从第一流体移送孔310a传递的流体并传递到第二流体移送孔310b。如后续所述,这种叶轮100可通过磁反应进行旋转。
41.以下对外壳102及驱动器部件104依次进行说明。
42.首先,对外壳102进行具体说明。
43.参见图2至图4,本实施例的泵的外壳102可包括主体、衬垫320、具有第一子金属部件330及第二子金属部件332的金属部件及支撑部340。
44.所述主体可包括主体本体部300、第一主体连接部302、第一主体法兰部304、第二主体连接部306及第二主体法兰部308,可形成为一体型。
45.根据一个实施例,所述主体可以全部由超级工程塑料或工程塑料形成。例如,所述主体可以由成分为聚苯醚树脂与聚苯乙烯树脂的聚苯醚树脂组合物形成。当然,所述主体还可以由聚丙烯(polypropylene),聚酰胺(polyimde)、聚砜(polysulfone)、聚苯硫醚(poly phenylene sulfide)、聚酰胺酰亚胺(polyamide imide)、聚丙烯酸酯(polyacrylate)、聚醚砜(polyether sulfone)、聚醚醚酮(polyether ether ketone)、聚醚酰亚胺(polyamide imide)、液晶聚酯(liquid crystal polyester)、聚醚酮()、聚醚酮(polyether ketone)等及其组合物形成。
46.主体本体部300例如可以具有圆形形状,但不限于此。
47.第一主体法兰部304通过第一主体连接部302连接在主体本体部300的一端,可以与配管的法兰结合。
48.根据一个实施例,第一主体法兰部304上形成有至少一个孔,配管的法兰上也形成有孔,通过螺栓等锁固部件贯通第一主体法兰部304的孔及所述配管的法兰的孔,第一主体法兰部304与所述配管的法兰可被锁固。其结果,所述泵与所述配管可结合。
49.另外,本发明的泵能够与具有法兰的所有装置结合,结合过程可以与以上结合过程相似。
50.第二主体法兰部308通过第二主体连接部306连接于主体本体部300的另一端,可以与配管结合。结合过程与第一主体法兰部304的结合过程相似。
51.衬垫320形成于所述主体的内侧,可具有与所述主体的形状相同或相似的形状。
52.根据一个实施例,衬垫320可以由氟树脂形成。氟树脂为分子内含氟的树脂的统称,可以是聚四氟乙烯(polytetrafluoroethylene,ptfe)、聚三氟氯乙烯(polychlorotrifluoroethylene,pctfe)、四氟乙烯全氟烷基乙醚共聚物
(perfluoroalkoxy alkane,pfa)等。这种氟树脂具有卓越的耐热性、耐药品性、电绝缘性且摩擦系数小、没有粘贴及粘着性。
53.衬垫320可形成为一体型,可包括衬垫本体部320a、第一衬垫连接部320b、第一衬垫法兰部320c、第二衬垫连接部320d及第二衬垫法兰部320e。
54.根据一个实施例,第一衬垫法兰部320c、第一衬垫连接部320b及衬垫本体部320a的内部形成有作为流体移动的空间的第一流体移送孔310a,第二衬垫法兰部320e、第二衬垫连接部320d及衬垫本体部320a的内部可形成有第二流体移送孔310b。即,流体移送孔310可包括第一流体移送孔310a及第二流体移送孔310b。因此,向第一流体移送孔310a流入的流体可从第二流体移送孔310b输出。
55.第一衬垫法兰部320c排列于第一主体法兰部304的内侧,一侧面可露出到外部。
56.第二衬垫法兰部320e排列于第二主体法兰部308的内侧,一侧面可露出到外部。
57.所述金属部件如图2及图4包围衬垫320,可包含于所述主体的内部。其中,所述金属部件可以全部包含于所述主体,一部分也不露出到外部。即,在所述金属部件的内侧排列衬垫320,所述金属部件可全部包含于所述主体内部。但是也可以使得所述金属部件的一部分在主体法兰部的内侧局部露出。
58.根据一个实施例,所述金属部件可包括第一子金属部件330及第二子金属部件332。例如,所述金属部件可以由两个子金属部件330及332形成,形状可不同。其中,子金属部件330及332可以是独立的部件。
59.第一子金属部件330可形成为一体型,包围衬垫320的一部分,可包括第一子金属本体部330a、第1
‑
1子金属连接部330b、第1
‑
1子金属法兰部330c、第1
‑
2子金属连接部330d及第1
‑
2子金属法兰部330e。
60.第一子金属本体部330a包围衬垫本体部320a的一部分,可具有曲线形状。
61.第1
‑
1子金属法兰部330c通过第1
‑
1子金属连接部330b连接于第一子金属本体部330a的一端,排列在第一衬垫法兰部320c的正下部且可贴紧第一衬垫法兰部320c。具体来讲,形成于第1
‑
1子金属法兰部330c的中央的凹部曲线线条在第一衬垫法兰部320c的正下部包围第一衬垫连接部320b的局部,所述凹部曲线线条的曲率可与第一衬垫连接部320b的曲率相同的相近。
62.根据一个实施例,第1
‑
1子金属法兰部330c的宽度大于第一衬垫法兰部320c的宽度,其结果,第1
‑
1子金属法兰部330c包围第一衬垫连接部320b的情况下如图2所示,第1
‑
1子金属法兰部330c的至少一部分可在宽度方向向第一衬垫法兰部320c的外侧凸出。其中,第一衬垫法兰部320c在长度方向上可比第1
‑
1子金属法兰部330c更凸出。
63.但,第1
‑
1子金属法兰部330c也可以直接包围第一衬垫法兰部320c,但该情况下衬垫320与所述金属部件之间存在空间,因此所述泵的结构可能会不稳定。因此,第1
‑
1子金属法兰部330c以在第一衬垫法兰部320c的正下部贴紧于第一衬垫法兰部320c的状态包围第一衬垫连接部320b为宜。
64.并且,第1
‑
1子金属法兰部330c上可形成至少一个孔,这种孔是用于锁固机构通过的孔。即,锁固机构在所述泵与所述配管结合时能够贯通第一主体法兰部304的孔及第1
‑
1子金属法兰部330c的孔。
65.第1
‑
2子金属法兰部330e通过第1
‑
2子金属连接部330d连接于第一子金属本体部
330a的另一末端,排列于第二衬垫法兰部320e的正下部且可贴紧于第二衬垫法兰部320e。具体来讲,形成于第1
‑
2子金属法兰部330e的中央的凹部曲线线条在第二衬垫法兰部320e的正下部包围第二衬垫连接部320d的局部,凹部曲线线条的曲率可与第二衬垫连接部320d的曲率相同或相近。
66.根据一个实施例,第1
‑
2子金属法兰部330e的宽度大于第二衬垫法兰部320e的宽度,其结果,第1
‑
2子金属法兰部330e包围第二衬垫连接部320d时如图2所示,在宽度方向上第1
‑
2子金属法兰部330e的至少一部分能够向第二衬垫法兰部320e的外侧凸出。其中,第二衬垫法兰部320e在长度方向上可比第1
‑
2子金属法兰部330e更凸出。
67.但,第1
‑
2子金属法兰部330e可直接包围第二衬垫法兰部320e,但是该情况下衬垫320与所述金属部件之间存在空间,因此所述泵的结构可能会不稳定。因此,第1
‑
2子金属法兰部330e以在第二衬垫法兰部320e的正下部贴紧于第二衬垫法兰部320e的状态包围第二衬垫连接部320d为宜。
68.并且,第1
‑
2子金属法兰部330e上可形成至少一个孔,这种孔是用于锁固机构通过的孔。即,锁固机构在所述泵与所述配管结合时可贯通第二主体法兰部308的孔及第1
‑
2子金属法兰部330e的孔。
69.另外,第2
‑
1子金属法兰部332c具有一半被切掉的圆环形状,除所述凹部曲线线条以外的纵剖面可以与第1
‑
1子金属法兰部330c的纵剖面相对接。即,所述金属部件可以以第1
‑
1子金属法兰部330c的纵剖面与第2
‑
1子金属法兰部332c的纵剖面相对接的状态包围衬垫320。其中,第1
‑
1子金属法兰部330c也可以具有一半被切掉的圆环形状。
70.第二子金属部件332可形成为一体型,包围衬垫320的其他部分,可包括第二子金属本体部332a、第2
‑
1子金属连接部332b、第2
‑
1子金属法兰部332c、第2
‑
2子金属连接部332d及第2
‑
2子金属法兰部332e。
71.根据一个实施例,可以使得第一子金属部件330包围衬垫320的局部且第二子金属部件332包围衬垫320的其余部分。即,子金属部件330及332可包围衬垫320的全部。
72.第二子金属本体部332a包围衬垫本体部320a的其他部分,可具有曲线形状。
73.第2
‑
1子金属法兰部332c通过第2
‑
1子金属连接部332b连接于第二子金属本体部332a的一端,排列于第一衬垫法兰部320c的正下部且可贴紧于第一衬垫法兰部320c。具体来讲,形成于第2
‑
1子金属法兰部332c的中央的凹部曲线线条在第一衬垫法兰部320c的正下部包围第一衬垫连接部320b的局部,所述凹部曲线线条的曲率可与第一衬垫连接部320b的曲率相同或相近。
74.根据一个实施例,第2
‑
1子金属法兰部332c的宽度可大于第一衬垫法兰部320c的宽度,其结果,第2
‑
1子金属法兰部332c包围衬垫本体部320a的情况下如图2所示,第2
‑
1子金属法兰部332c的至少一部分在宽度方向可凸出到第一衬垫法兰部320c的外侧。其中,第一衬垫法兰部320c在长度方向上可比第2
‑
1子金属法兰部332c更凸出。
75.但,虽然第2
‑
1子金属法兰部332c可直接包围第一衬垫法兰部320c,但该情况下衬垫320与所述金属部件之间存在空间,因此所述泵的结构可能会不稳定。因此,第2
‑
1子金属法兰部332c以在第一衬垫法兰部320c的正下部贴紧于第一衬垫法兰部320c的状态包围第一衬垫连接部320b为宜。
76.并且,第2
‑
1子金属法兰部332c上可形成至少一个孔,这种孔是用于锁固机构通过
的孔。即,锁固机构在所述泵与所述配管结合时可贯通第一主体法兰部304的孔及第2
‑
1子金属法兰部332c的孔。
77.第2
‑
2子金属法兰部332e通过第2
‑
2子金属连接部332d连接于第二子金属本体部332a的另一末端,排列于第二衬垫法兰部320e的正下部且可贴紧于第二衬垫法兰部320e。具体来讲,形成于第2
‑
2子金属法兰部332e的中央的凹部曲线线条在第二衬垫法兰部320e的正下部包围第二衬垫连接部320d的一部分,凹部曲线线条的曲率可以与第二衬垫连接部320d的曲率相同或相近。
78.根据一个实施例,第2
‑
2子金属法兰部332e的宽度比第二衬垫法兰部320e的宽度大,其结果,第2
‑
2子金属法兰部332e包围第二衬垫连接部320d时如图2所示,在宽度方向上第2
‑
2子金属法兰部332e的至少一部分可凸出到第二衬垫法兰部320e的外侧。其中,第二衬垫法兰部320e在长度方向可比第2
‑
2子金属法兰部332e更凸出。
79.但,第2
‑
2子金属法兰部332e也可以直接包围第二衬垫法兰部320e,但该情况下衬垫320与所述金属部件之间存在空间,因此所述泵的结构可能会不稳定。因此,第2
‑
2子金属法兰部332e以在第二衬垫法兰部320e的正下部贴紧于第二衬垫法兰部320e的状态包围第二衬垫连接部320d为宜。
80.并且,第2
‑
2子金属法兰部332e上可形成至少一个孔,这种孔是用于锁固机构通过的孔。即,锁固机构在所述泵与所述配管结合时可贯通第二主体法兰部308的孔及第2
‑
2子金属法兰部332e的孔。
81.另外,第2
‑
2子金属法兰部332e具有一半被切掉的圆环形状,除所述凹部曲线线条以外的纵剖面可与第1
‑
2子金属法兰部330e的纵剖面相对接。即,所述金属部件可以以第1
‑
2子金属法兰部330e的纵剖面与第2
‑
2子金属法兰部332e的纵剖面相对接的状态包围衬垫320。其中,第1
‑
2子金属法兰部330e也可以具有一半被切掉的圆环形状。
82.从制造工程的角度来看,所述金属部件可通过嵌件注塑形成于所述主体的内部。具体来讲,将子金属部件330及332包围衬垫320的结构物放入作为主体材料的塑料进行注塑的情况下,所述金属部件包含于主体的内部且在所述金属部件的内侧可形成衬垫320。
83.在此,为了使得所述金属部件牢固地固定于主体,所述金属部件的法兰部330c、330e、332c,332e上可形成用于锁固机构锁固的孔以外的另外的至少一个孔。该情况下,嵌件注塑过程中,熔融的塑料填充所述孔,其结果,所述金属部件可牢固地结合于主体内部。但是为了防止用于锁固机构锁固的孔被填充所述熔融的塑料,在所述孔内插入防渗透部件(未图示)并在嵌件注塑结束后去除所述防渗透部件。
84.并且,欲更牢固地结合的情况下还可以在所述金属部件形成至少一个凸出部。
85.另外,用分离的两个子金属部件330及332构成所述金属部件的原因在于为了在所述金属部件内侧排列衬垫320。所述金属部件形成为一体型结构的情况下,衬垫320的法兰部320c或320e的宽度或本体部320a的宽度大于所述金属部件的内侧空间,因此无法将衬垫320插入所述金属部件内侧。因此,本发明的金属部件为了将具有比所述金属部件的内侧空间更大的法兰部320c或320e或本体部320a的衬垫320排列在所述金属部件的内侧而采用分离的两个子金属部件330及332。
86.对支撑部340来讲,支撑部340可支撑所述主体。
87.根据一个实施例,支撑部340可以全部由金属构成且从主体本体部300的下部延伸
长度支撑主体。该情况下,支撑部340可另外制成后结合于所述主体。
88.根据另一实施例,支撑部340可以如图5包括金属支撑部340a及塑料支撑部340b。
89.金属支撑部340a可从子金属部件的下部延伸长度,可与所述子金属部件形成为一体型。
90.塑料支撑部340b包围金属支撑部340a,嵌件注塑时可一起形成。其中,塑料支撑部340b的塑料可采用以上所述的塑料。
91.这样形成支撑部340的情况下支撑部340的形成工程简单且能够以充分的力支撑外壳。
92.综上,两个子金属部件330及332包围衬垫320的状态下可通过嵌件注塑使得子金属部件330及332包含于塑料构成的主体的内部。在此,衬垫320可排列在所述金属部件的内侧。
93.金属部件不包围衬垫而是由塑料形成的主体直接包围衬垫的情况下,通过锁固机构结合外壳的法兰与配管的法兰时,所述锁固机构的锁固力可能会导致所述外壳向与结合方向相反的方向发生扭曲。
94.反面,以衬垫320排列于所述金属部件的内侧的状态在塑料构成的主体内部包括所述金属部件的情况下,即使通过锁固机构结合外壳的法兰与配管的法兰也能够强化所述法兰的强度,从而能够防止或最小化所述外壳发生扭曲。
95.当然,用金属形成主体并在所述主体的内侧排列衬垫320的情况下能够防止外壳与配管结合时扭曲,但是难以加工所述主体且制造成本可能会大幅上升。并且,所述外壳可发生腐蚀且使用期限也可能会缩短。
96.因此,本发明的泵的外壳的主体由塑料形成,为了加强强度在主体内部排列所述金属部件。
97.所述金属部件难以精密加工,但所述塑料容易精密加工。制造所述外壳时不对金属部件精密加工而只对所述塑料进行精密加工也能够将所述外壳构成为所期望的形状。即,本发明的外壳能够用低制造成本轻易地构成所期望的形状且能够最小化所述外壳与所述配管结合时的扭曲。
98.另外,衬垫320的法兰部、所述金属部件的法兰部及所述主体的法兰部形成一个法兰。从法兰的角度来看,塑料的内部包括金属部件。其结果,所述泵的法兰与配管的法兰结合也能够最小化扭曲。
99.以上说明了所述金属部件由具有相同的形状且相互对称地排列的两个子金属部件330及332形成的情况,但所述金属部件也可以由分离的三个上的子金属部件形成。其中,所述子金属部件的内部可排列衬垫320且所述子金属部件包含于主体的内部。在此,所述子金属部件还可以全部具有相同形状或至少一个具有不同的形状。
100.例如,可形成为以120度间隔分离的相同形状的三个子金属部件包围衬垫320。但是考虑到工程的容易性,用两个子金属部件330及332形成所述金属部件为宜。
101.根据另一实施例,所述外壳可不包括衬垫。即,所述外壳无衬垫,由主体及具有第一子金属部件与第二子金属部件的金属部件形成。
102.根据又一实施例,如图6所示,本实施例的泵可包括依次形成的衬垫600、树脂层602、金属部件604及主体606。即,不同于以上实施例,在本实施例中衬垫600与金属部件604
之间可排列树脂层602。
103.根据一个实施例,树脂层602可以由与主体606相同的物质形成。主体606的物质可采用以上实施例中的主体的物质。
104.在工程上,将所述子金属部件包围衬垫600的结构物放入作为主体606及树脂层602的材料的塑料进行注塑的情况下,由于所述子金属部件之间存在空间,因此熔融状态的塑料渗入衬垫600与金属部件604之间。其结果,衬垫600与金属部件604之间可形成树脂层602。
105.并且,为了使得熔融的所述塑料很好地渗入衬垫600与金属部件604之间,可在金属部件604的一部分形成有孔。
106.衬垫与金属部件之间还形成树脂层的结构还可以适用于以上实施例。
107.以下对驱动器部件104进行说明。
108.参见图7,本实施例的驱动器部件104可包括适配器700、磁驱动器702、强度加强部704、后外壳706及驱动器轴720,可控制叶轮100的旋转且防止流体向外部流出。
109.适配器700可连接外壳102与电机106。
110.磁驱动器702可与形成于适配器700的中央部分的驱动器轴720结合。其中,驱动器轴720连接于电机106的轴,其结果,随着电机106的轴旋转,磁驱动器702也进行旋转。
111.根据一个实施例,磁驱动器702如图8所示,可包括形成有能够收容强度加强部704的孔或槽的驱动器主体800及至少一个磁铁802,末端可连接驱动器轴720。因此,随着电机106的轴进行旋转,驱动器轴720旋转的情况下磁驱动器702也进行旋转。
112.根据一个实施例,沿着驱动器轴720的末端外周缘形成有槽且沿着驱动器主体800的末端外周缘形成有凸出部的状态下,所述凸出部插入到驱动器轴720的槽,因此驱动器轴720可结合于驱动器主体800。这种结合可通过如下所述的嵌件注塑实现。
113.磁铁802例如可以是永磁铁,如图8所示,可结合在形成于驱动器主体800的内侧面的槽810。例如,磁铁802在槽810可通过粘贴剂结合于驱动器主体800。
114.这种磁铁802可以以一定的间隔排列成圆形,各磁铁802可在驱动器主体800的长度方向仅排列于驱动器主体800的部分区域。
115.驱动器主体800中与和槽810对应的底面接触的磁铁802的面可全部具有平面也可以全部具有曲线。但由于驱动器主体800可以如下由塑料形成,因此所述底面与磁铁802的面具有平面为宜。这是因为难以将磁铁802加工成曲面。
116.另外,图8示出磁铁802附着于驱动器主体800的槽810,但没有槽810而是通过粘贴剂将磁铁802附着于驱动器主体800的内侧面也无妨。但是该情况下驱动器主体800的内侧面具有曲面形状,因此与所述内侧面接触的磁铁802的面也可以具有曲线。
117.根据一个实施例,可以使得驱动器主体800由塑料形成且驱动器轴720由金属形成。
118.驱动器主体800与驱动器轴720可以全部由金属形成,该情况下磁驱动器702的耐久性卓越,但是由于驱动器主体800及驱动器轴720需要精密加工,因此加工困难且驱动器主体800与驱动器轴720可发生腐蚀,因此为了防止腐蚀需要进行涂装作业,为了结合磁铁802而需要精密加工驱动器主体800的槽810。其结果,磁驱动器702的制造时间长且难免制造费用上升。
119.因此,本发明的泵可用塑料形成驱动器主体800且用金属形成驱动器轴720。该情况下,磁驱动器702容易加工且节省费用,并且不需要为了防止腐蚀而进行涂装作业。
120.对制造工程来讲,通过精密加工制造驱动器轴720,将制造的驱动器轴720嵌入模具后将相当于驱动器主体800的材料的熔融的塑料物质倒入所述模具制造与驱动器轴720结合的驱动器主体800。即,通过嵌件注塑能够制造与驱动器轴720结合的驱动器主体800。
121.之后,可在形成于驱动器主体800的内侧面的槽810附着磁铁802。
122.通过这种嵌件注塑制造结合有驱动器轴720的驱动器主体800的情况下,可用少量时间大量生产且无需精密加工需要附着磁铁802的槽810。并且,由于驱动器主体800由塑料形成,因此不需要用于防止腐蚀的涂装作业。其结果,能够缩短磁驱动器702的制造时长且降低制造费用,能够大量生产。
123.强度加强部704可加强后外壳706的强度。例如,如图7所示,强度加强部704的前面形成有槽或孔,后外壳706可插入到所述槽或孔。
124.后外壳706收容作为叶轮100的后端部的磁铁部100b且能够防止流体流出。具体来讲,后外壳706的前面可形成有能够收容磁铁部100b的槽,其结果,通过叶轮100输出的流体被后外壳706堵住,从而能够防止流出到外部。
125.叶轮100可包括将通过第一流体移送孔310a移送的流体传递到第二流体移送孔310b的流体传递部100a及连接于流体传递部100a的磁铁部100b。
126.磁铁部100b的内侧面可形成至少一个磁铁。这种磁铁可与形成于驱动器主体800的内侧面的磁铁802反应。其结果,驱动器主体800随着电机106的轴的旋转进行旋转的情况下,叶轮100通过磁反应进行旋转。
127.根据一个实施例,驱动器主体800的内侧面交替排列n极磁铁与s极磁铁,磁铁部100b的内侧面也可交替排列n极磁铁与s极磁铁。
128.轴108执行固定叶轮100的中央的作用,可与结合于外壳102的圈730结合。圈730可起到防止推力且固定轴108的功能。
129.综上,驱动器部件104通过磁反应旋转叶轮100,驱动器主体800由塑料形成且驱动器轴720可以由金属形成。并且,结合有驱动器轴720的驱动器主体800可通过嵌件注塑制成。
130.另外,驱动器主体800由塑料形成且驱动器轴720由金属形成,磁驱动器702能够通过磁反应旋转叶轮100的前提下,其他构成要素可变形。
131.图9为示出本发明的另一实施例的磁驱动器的剖面的示意图,图10为示出本发明的一个实施例的金属部件的结构的示意图。
132.参见图9,磁驱动器702如图9及图10所示,可包括形成有能够收容强度加强部704的孔或槽的驱动器主体900及至少一个磁铁902,末端可连接驱动器轴720。因此,驱动器轴720随着电机106的轴旋转而进行旋转时磁驱动器702也进行旋转。
133.磁铁902如图9所示,可结合到形成于驱动器主体900的内侧面的槽910。例如,磁铁902在槽910中可通过粘贴剂结合于驱动器主体900。
134.这种磁铁902可以以一定的间隔排列成圆形,各磁铁902在驱动器主体900的长度方向上可以仅排列于驱动器主体900的部分区域。驱动器主体900中对应于槽910的底面和与其接触的磁铁902的面可全部具有平面也可以全部具有曲线。但由于驱动器主体900可以
如下由塑料形成,因此所述底面与磁铁902的面具有平面为宜。这是因为难以将磁铁902加工成曲面。
135.另外,图8示出磁铁902附着于驱动器主体900的槽910,但没有槽910而通过粘贴剂将磁铁902附着到驱动器主体900的内侧面也无妨。但是,该情况下驱动器主体900的内侧面具有曲面形状,因此与所述内侧面接触的磁铁902的面也可以具有曲线。
136.根据一个实施例,驱动器主体900具有塑料部件920内部形成有金属部件922的结构,因此驱动器轴820可以由金属形成。即,驱动器主体900内部可包括金属部件922。其中,塑料部件920可以由工程塑料构成。
137.驱动器主体900内部包括金属部件922,因此驱动器主体900可具有充分的强度,其结果,即使驱动器主体900受到外力,驱动器主体900也不会发生破损。
138.根据一个实施例,塑料部件920可具有圆筒形形状,金属部件922可以以包含于塑料部件920内部的状态形成于塑料部件920的整个外周缘。即,无论向驱动器主体900的长度方向在哪个位置截取,驱动器主体900都可以具有如图9所示的剖面。
139.根据另一实施例,如图10所示,金属部件922可形成有至少一个孔1000。该情况下,嵌件注塑时熔融的塑料填充孔1000,其结果,金属部件922能够更强力地结合于塑料部件920内部。
140.对制造工程来讲,可通过精密加工制造驱动器轴720及与其连接的金属部件922,将驱动器轴720与金属部件922嵌入模具后将相当于驱动器主体900的塑料部件920的材料的熔融的塑料物质倒入所述模具制造与驱动器轴720结合的驱动器主体900。即,哪个通过嵌件注塑制造与驱动器轴720结合的驱动器主体900。
141.之后,可在形成于驱动器主体900的内侧面的槽910附着磁铁902。
142.通过这种嵌件注塑制造与驱动器轴720结合的驱动器主体900的情况下,能够用少量的时间大量生产且无需精密加工将被附着磁铁902的槽910。并且,由于驱动器主体900中向外部露出的塑料部件920由塑料形成,因此不需要用于防止腐蚀的涂装作业。其结果,磁驱动器702的制造时长缩短,因此制造费用减少且能够大量生产。
143.根据另一实施例,驱动器轴720与金属部件922可以分离而不是驱动器轴720与金属部件922连接的结构。该情况下,驱动器轴720与金属部件922之间存在塑料。
144.对制造工程来讲,可通过精密加工另外制造驱动器轴720与金属部件922,将驱动器轴720与金属部件922嵌入模具后将相当于驱动器主体900的塑料部件920的材料的熔融的塑料物质倒入所述模具制造与驱动器轴720结合的驱动器主体900。
145.之后,可在形成于驱动器主体900的内侧面的槽910附着磁铁902。
146.综上,驱动器部件104通过磁反应旋转叶轮100,驱动器主体900形成为塑料部件920内部包括金属部件922的结构,驱动器轴720可以由金属形成。并且,与驱动器轴720结合的驱动器主体900可通过嵌件注塑制成。
147.另外,驱动器主体900形成为塑料部件920内部包括金属部件922的结构且驱动器轴720由金属形成,磁驱动器702能够通过磁反应旋转叶轮100的前提下,其他构成要素可变形。
148.图11为示出本发明的又一实施例的磁驱动器的剖面的示意图。图12为示出本发明的一个实施例的金属部件的结构的示意图,图13为简要示出本发明的一个实施例的金属部
chloride,pvc)、聚丙烯(polypropylene,pp)、聚苯硫醚(poly phenylene sulfide,pps)、聚邻苯二甲酰胺(polyphthalamide,ppa)、聚酰胺(polyamide,pa6)、聚酰胺(polyamide,pa66)、聚酮(polyketone,pok)或聚乙烯(polyethylene,pe)中混合玻璃纤维及碳纤维生成的混合物质形成。用这种混合物质制造外壳102的主体或驱动器主体的情况下,可提高外壳102的主体或驱动器主体的强度、耐冲击性、机械特性等。
163.根据又一实施例,外壳102的主体或驱动器主体可以由例如聚氯乙烯(polyvinyl chloride,pvc)、聚丙烯(polypropylene,pp)、聚苯硫醚(poly phenylene sulfide,pps)、聚邻苯二甲酰胺(polyphthalamide,ppa)、聚酰胺(polyamide,pa6)、聚酰胺(polyamide,pa66)、聚酮(polyketone,pok)或聚乙烯(polyethylene,pe)中混合玻璃纤维、碳纤维及石墨生成的混合物质形成。其中,玻璃纤维、碳纤维及石墨的成分比可以是20:10:5。用这种混合物质制造外壳102的主体或驱动器主体的情况下,可提高外壳102的主体或驱动器主体的强度、耐冲击性、机械特性等。
164.以下对外壳102的主体或驱动器主体的成分比及实验结果进行说明。
165.根据一个实施例,外壳102的主体或驱动器主体可以由pp与玻璃纤维的混合物质形成。优选地,玻璃纤维的含量可以是整体的40%以下且大于0%,pp相对于整体其含量比大于60%。混合物质的实验结果如下表1所示。
166.【表1】
167.实施例玻璃纤维混合比抗拉强度(mpa@23℃)[astm d638]比较用0251105421559320784308354094
[0168]
参见以上表1可知,用混合pp与玻璃纤维得到的混合物质形成外壳102的主体或驱动器主体的情况下,外壳102的主体或驱动器主体的抗拉强度相比于无玻璃纤维而仅由pp形成的主体或驱动器主体明显更高。即,可提高机械、化学物性。但是玻璃纤维的含量比超过40%的情况下,用于制造外壳102的主体或驱动器主体的注塑工程的特性下降,因此难以将外壳102的主体或驱动器主体制造成所期望的形状。根据另一实施例,外壳102的主体或驱动器主体可以由pps与玻璃纤维的混合物质形成。优选地,玻璃纤维的含量可以是整体的40%以下且超过0%,pps相对于整体其含量比大于60%。混合物质的实验结果如下表2所示。
[0169]
【表2】
[0170]
实施例玻璃纤维混合比抗拉强度(mpa@23℃)[astm d638]比较用070130140240200
[0171]
由以上表2可知,用混合pps与玻璃纤维得到的混合物质形成主体的情况下,外壳102的主体或驱动器主体的抗拉强度相比于无玻璃纤维而仅由pps形成的主体或驱动器主
体明显更高。即,可提高机械、化学物性,因此提高机械物性的同时能够轻盈、牢固地形成外壳102的主体或驱动器主体。但是玻璃纤维的含量比超过40%的情况下,用于制造外壳102的主体或驱动器主体的注塑工程的特性下降,因此难以将外壳102的主体或驱动器主体制造成期望的形状。根据又一实施例,外壳102的主体或驱动器主体可以由ppa与玻璃纤维的混合物质形成。优选地,玻璃纤维的含量可以是整体的55%以下且超过0%,ppa相对于整体其含量比大于45%。混合物质的实验结果如下表3所示。
[0172]
【表3】
[0173]
实施例玻璃纤维混合比抗拉强度(mpa@23℃)[astm d638]比较用0105125170235210345250455270
[0174]
参加以上表3可知,用混合ppa与玻璃纤维得到的混合物质形成外壳102的主体或驱动器主体的情况下,外壳102的主体或驱动器主体的抗拉强度相比于无玻璃纤维而仅由ppa形成的主体或驱动器主体相比明显更高。即,可提高机械、化学物性,因此能够提高机械物性的同时轻盈、牢固地形成外壳102的主体或驱动器主体。但玻璃纤维的含量比超过55%的情况下,用于制造外壳102的主体或驱动器主体的注塑工程的特性下降,因此难以将外壳102的主体或驱动器主体制造成期望的形状。根据又一实施例,外壳102的主体或驱动器主体可以由聚酰胺(polyamide,pa6)与玻璃纤维的混合物质形成。优选地,玻璃纤维的含量可以是整体的50%以下且超过0%,pa6相对于整体含量比大于50%。混合物质的实验结果如下表4所示。
[0175]
【表4】
[0176]
实施例玻璃纤维混合比抗拉强度(mpa@23℃)[astm d638]比较用070115125220145330170433180535185640192745200850220
[0177]
由以上表4可知,用混合pa6与玻璃纤维得到的混合物质形成外壳102的主体或驱动器主体的情况下,外壳102的主体或驱动器主体的抗拉强度相比于无玻璃纤维而仅由pa6形成的主体或驱动器主体明显更高。即,能够提高机械、化学物性,因此能够在提高机械物性的同时轻盈、牢固地形成外壳102的主体或驱动器主体。但,玻璃纤维的含量比超过50%的情况下,用于制造外壳102的主体或驱动器主体的注塑工程的特性下降,因此难以将主体或驱动器主体制造成所期望的形状。根据又一实施例,外壳102的主体或驱动器主体可以由
聚酰胺(polyamide,pa66)与玻璃纤维的混合物质形成。优选地,玻璃纤维的含量可以是整体的50%以下且超过0%,pa66相对于整体含量比可大于50%。混合物质的实验结果如下表5所示。
[0178]
【表5】
[0179]
实施例玻璃纤维混合比抗拉强度(mpa@23℃)[astm d638]比较用080125165230186333196435200550245
[0180]
由以上表5可知,用混合了pa66与玻璃纤维得到的混合物质形成外壳102的主体或驱动器主体的情况下,外壳102的主体或驱动器主体的抗拉强度相比于无玻璃纤维而仅由pa66形成的主体或驱动器主体明显更高。即,能够提高机械、化学物性,因此能够提高机械物性的同时轻盈、牢固地形成外壳102的主体或驱动器主体。但,玻璃纤维的含量比超过50%的情况下,用于制造外壳102的主体或驱动器主体的注塑工程的特性下降,因此难以将外壳102的主体或驱动器主体制造成所期望的形状。根据又一实施例,外壳102的主体或驱动器主体可以由聚酮(polyketone,pok)与玻璃纤维的混合物质形成。优选地,玻璃纤维的含量可以是整体的40%以下且超过0%,聚酮相对于整体的含量比大于60%。混合物质的实验结果如下表6所示。
[0181]
【表6】
[0182]
实施例玻璃纤维混合比抗拉强度(mpa@23℃)[astm d638]比较用060115100220125330140440165
[0183]
由以上表6可知,用混合聚酮与玻璃纤维得到的混合物质形成外壳102的主体或驱动器主体的情况下,外壳102的主体或驱动器主体的抗拉强度相比于无玻璃纤维而仅由聚酮形成的主体或驱动器主体明显更高。即,能够提高机械、化学物性,因此能够提高机械物性且轻盈、牢固地制造外壳102的主体或驱动器主体。但,玻璃纤维的含量比超过40%的情况下,用于制造将外壳102的主体或驱动器主体的注塑工程的特性下降,因此难以将外壳102的主体或驱动器主体制造成所期望的形状。
[0184]
另外,上述实施例的构成要素可从过程观点轻易地理解。即,各个构成要素可理解为各个过程。并且上述实施例的过程可从装置的构成要素的观点轻易地理解。
[0185]
【产业上的可应用性】
[0186]
本发明的范围示出于所附权利要求范围,权利要求范围的意思及范围、从其等同概念导出的所有变更或变形形态均包含于本发明的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。