1.本发明属于陶瓷生产设备,具体涉及一种用于陶瓷制坯的烘干装置。
背景技术:
2.陶瓷作为一种生活器皿被广泛使用,其生产过程包括使用陶土粘性材料,经过配料、成型、干燥、焙烧等工序烧制成型。目前公知的日用陶瓷制坯的烘干装置,均是按流水线设置较长的长度来保证烘干时间和效果,石膏成型模内的坯体成型和烘干输送过程基本分为两种传送方式,一种是输送带直线传送装置分单列、双列及多列以上布置,每列之间设置转换装置,另一种是采用链轮链条椭圆盘长距离传送装置,不论哪种方式都是呈单层布置在地面上,造成占地面积大、传动距离长、输送带或链条传动结构复杂、稳定性差、后期运行维护成本高,石膏成型模底部不能受热而局部潮湿影响烘干效果。因此,有必要提供一种新的制坯设备解决现有技术存在的问题。
技术实现要素:
3.本发明的目的在于提供一种占地面积小,生产效率高,坯体烘干效果好的用于陶瓷制坯的烘干装置。
4.实现本发明目的采用的技术方案如下:本发明提供的用于陶瓷制坯的烘干装置, 包括由动力装置驱动做间歇转动的圆盘工作台、设在所述圆盘工作台上直径小于所述圆盘工作台且随所述圆盘工作台转动的至少两层加热盘、相对所述圆盘工作台固定且设在圆盘工作台上面将所述加热盘罩住的外壳、向所述外壳内提供热空气的供热装置;所述圆盘工作台的圆心部固定设有与所述供热装置连通且竖向设置的热风主管,所述加热盘设有与热风主管连通的热风室;除了最下一层的加热盘外其它加热盘的底部设有与所述热风室连通的热风口;所述外壳的侧面设有与所述各层加热盘对应的石膏模交换口;所述圆盘工作台的直径为1.5米至20米。
5.所述加热盘的热风室为空心结构的热风室或者为环形结构的热风室。
6.所述供热装置为电热烘干机,包括提供正压气体的风机、对气体进行加热的电热元件、输送热气体的热风管,所述热风管的出风口与所述热风主管同轴线设置且套设在热风主管内,当圆盘工作台转动时,热风主管可相对热风管的出风口转动。
7.所述动力装置包括电机、与电机连接的减速机、与减速机连接的驱动齿轮,圆盘工作台下面通过固定的齿轮圈与驱动齿轮啮合,电机通过驱动齿轮带动所述圆盘工作台、加热盘和热风主管一起间隙转动。
8.所述圆盘工作台上靠外圆的部分按环形均匀分布排列有石膏模的固定工位,所述石膏模的固定工位设有放置石膏模的定位通孔。
9.所述加热盘除了最上一层外,其余加热盘上按环形均匀分布有石膏模的放置工位,每个石膏模的放置工位设置有与石膏模底部的凹坑配合定位的定位凸台。
10.所述加热盘底部的热风口与下层加热盘上的石膏模的放置工位对应。
11.所述加热盘通过支撑部件固定在所述圆盘工作台上。
12.有益效果本发明采用圆盘工作台和多层加热盘的烘干装置解决了现有技术存在的占地面积大、烘干效果欠佳的问题,采用机械手装置与圆盘工作台和加热盘配合完成瓷泥团装模、湿坯成型、湿坯烘干和干坯卸料等工序,其占地面积大幅减小,结构紧凑、简单,生产稳定、效率高,坯体烘干效果好。
13.下面结合附图进一步说明本发明的技术方案。
附图说明
14.图1是本发明的结构示意图。
15.图2是本发明去掉外壳的俯视图。
16.图3是本发明的剖视图。
17.图4是本发明去掉外壳的结构示意图。
18.图5是本发明中六轴机械手的示意图。
具体实施方式
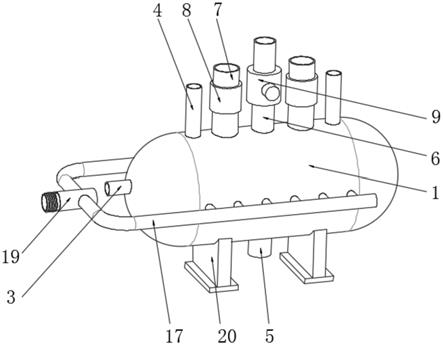
19.见图1—5,本发明提供的用于陶瓷制坯的烘干装置,包括由动力装置驱动做间歇转动的圆盘工作台1、设在所述圆盘工作台1上直径小于所述圆盘工作台1且随所述圆盘工作台1转动的6层加热盘8(一般为2至8层烘干盘8)、相对所述圆盘工作台1固定且设在圆盘工作台1上面将所述加热盘8罩住的外壳6、向所述外壳6内提供热空气的供热装置13;所述圆盘工作台1的圆心部固定设有与所述供热装置13连通且竖向设置的热风主管14,所述加热盘8设有与热风主管14连通的热风室;除了最下一层的加热盘8外其它加热盘8的底部设有与所述热风室连通的热风口804;所述外壳6的侧面设有与所述各层加热盘8对应的石膏模交换口601,外壳6的下边设置若干支撑脚602跨在圆盘工作台1的外周并安装在地面上固定(参见图3),所述圆盘工作台1的直径为1.5米至20米,一般为2米至5米。
20.见图2、图3,所述热风室802采用环形结构,且通过热风连接管803与热风主管14连通。
21.所述热风室802也可采用空心结构直接与热风主管14连通,可在该热风室内设置隔板将热风室分隔成多个扇形区。
22.见图3,所述供热装置为电热烘干机13,包括提供正压气体的风机、对气体进行加热的电热元件、输送热气体的热风管1301,所述热风管1301的出风口1302与所述热风主管14同轴线设置且套设在热风主管14内。当圆盘工作台1转动时,热风主管14可相对热风管1301的出风口1302转动。
23.所述圆盘工作台1上靠外圆的部分按环形均匀分布排列有石膏模7的固定工位,所述石膏模7的固定工位设有放置石膏模7的定位通孔101。
24.所述加热盘8除了最上一层外,其余加热盘8上按环形均匀分布有石膏模7的放置工位,每个石膏模7的放置工位设置有与石膏模7底部的凹坑配合定位的定位凸台801。
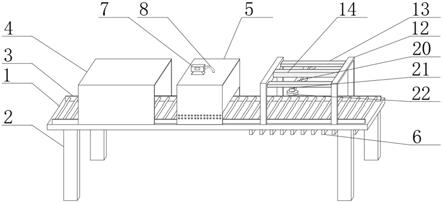
25.所述加热盘8底部的热风口804与下层加热盘8上的石膏模7的放置工位对应。
26.所述加热盘8通过支撑部件12固定在所述圆盘工作台1上。
27.所述动力装置包括安装在机座10上的电机11、与电机11连接的减速机、与减速机连接的驱动齿轮1101,圆盘工作台1下面通过固定的齿轮圈1102与驱动齿轮1101啮合,电机11通过驱动齿轮1101带动圆盘工作台1、加热盘8和热风主管14一起间隙转动。
28.采用所述烘干装置的陶瓷制坯设备,如图1—5所示,包括依次设在所述烘干装置的圆盘工作台1旁边的自动投泥机5、设置于圆盘工作平台1下面且与圆盘工作台1上放置石膏模7的定位通孔101对应的升降旋转机构202、设在圆盘工作平台1上面与圆盘工作台1上放置石膏模7的定位通孔101对应的旋坯滚压成型机2、将圆盘工作台1所述定位通孔101中石膏模7内的干坯702取出的取坯机械手4,设在所述旋坯滚压成型机2与所述取坯机械手4之间将圆盘工作台上的石膏模与各烘干盘上的石膏模进行交换的石膏模交换机械手装置;所述石膏模交换机械手装置采用现有的六轴机械手3,包括可转动且由对称的第一夹爪301和第二夹爪302组成的夹爪组件;所述自动投泥机5、升降旋转机构202、旋坯滚压成型机2、取坯机械手4均采用本领域的公知技术。
29.见图1—图5,所述陶瓷制坯设备工作时,动力装置驱动圆盘工作台1、加热盘8和热风主管14一起做间歇转动,在石膏模7的固定工位上的定位通孔101内放置石膏模7,同时由电热烘干机13提供的热气体经热风管1301进入烘干装置的热风主管14,再由热风主管14分配到各层的加热盘8。圆盘工作台1停止转动时,自动投泥机5将成条的湿瓷泥9切割成一段适量制坯的的瓷泥团901经投泥机械手501搬运投入到石膏模7中,圆盘工作台1逆时针转动将含有瓷泥团901的石膏模7转到旋坯滚压成型机2下面对应的工位停止转动,由设置在圆盘工作台1下面的升降旋转机构202顶起并托住石膏模7旋转,再由旋坯滚压成型机2的滚压模201伸入石膏模7中的瓷泥团901旋转,将瓷泥团901滚压成型为陶瓷器皿湿坯701。接着,石膏模交换机械手装置开始交换工作,交换工作前,各层加热盘8均布满空石膏模7。六轴机械手3夹爪组件的第二夹爪302在圆盘工作台1上夹取一个含湿坯701的石膏模7上行且旋转180度至第一层加热盘8的水平位置,第一夹爪301从外壳6的石膏模交换口601夹出加热盘8上空的石膏模7,夹爪组件再旋转180;第二夹爪302将含湿坯701的石膏模7送入加热盘8刚腾出的石膏模7的放置工位上,使石膏模7的底部套在定位凸台801,防止旋转甩出移位,然后六轴机械手3的第一夹爪301夹着空石膏模7下行至圆盘工作台1把空石膏模7放在圆盘工作台1空出的石膏模7的固定工位上的定位通孔101内完成首次石膏模交换工序。圆盘工作台1继续转动一个石膏模7的固定工位,由六轴机械手3完成下一个将圆盘工作台1上含湿坯701的石膏模7转运至第一层加热盘8上直至全部石膏模交换完毕。当第一层加热盘8交换完成含湿坯701的石膏模7后,六轴机械手3开始向第二层加热盘8交换含湿坯701的石膏模7,如此循环工作直到将各层的加热盘8交换完成含湿坯701的石膏模7。加热盘8放置含湿坯701的石膏模7后,由于加热盘8内充满热气体,一方面加热盘8将含湿坯701的石膏模7底部加热,另一方面热气体从加热盘8底部的热风口804吹向下层加热盘8上含湿坯701的石膏模7,这样石膏模7经上下同时加热,使得湿坯701烘干更快速,热效率更高,更加节能。外壳6内的湿坯701烘干成为干坯702后,由六轴机械手3将外壳6内的干坯702转送到圆盘工作台1上,其工作过程为:六轴机械手3夹爪组件的第二夹爪302在圆盘工作台1上夹取一个含湿坯701的石膏模7上行且旋转180度至第一层加热盘8的水平位置,第一夹爪301从外壳6的石膏模交换口601夹出加热盘8上已烘干好含干坯702的石膏模7,夹爪组件再旋转180,第二夹爪302将含湿坯701的石膏模7送入加热盘8刚腾出的放置工位上,使石膏模7的底部套在定位
凸台801防止旋转甩出移位,然后六轴机械手3的第一夹爪301夹着含干坯702的石膏模7下行至圆盘工作台1将含干坯702的石膏模7放在圆盘工作台1空出的固定工位中,圆盘工作台1继续转动一个石膏模7的固定工位循环交换石膏模7。含干坯702的石膏模7随圆盘工作台1转至取坯机械手4下面时,取坯机械手4将石膏模7内的干坯702取出。取出干坯702后,空石膏模7又随圆盘工作台1转动至自动投泥机5处接取瓷泥团9。六轴机械手3依次将第一层加热盘8上的含干坯702的石膏模7与圆盘工作台1上含湿坯701的石膏模7互换。再依次向上将各层加热盘8的含干坯702的石膏模7与圆盘工作台1上含湿坯701的石膏模7互换,完成一个互换周期,再进行下一周期的循环。
30.所述石膏模交换机械手装置也可采用现有其它具有多维运动的机械手装置,这些机械手装置既可采用两个夹爪组成的所述夹爪组件,也可采用单夹爪加中转平台的方式,由该单夹爪一个一个地将装有湿坯701的石膏模7从圆盘工作台1上放到加热盘8上;在交换干坯702和湿坯701时,先将含干坯702的石膏模7取出放置在中转平台上,再将圆盘工作台1上含湿坯701的石膏模7放入加热盘8上,然后将中转平台上的含干坯702的石膏模7放在圆盘工作台1上。
31.所述供热装置13也可以采用窑炉,将窑炉余热通过专用热风管道传送至热风主管14提供热气体。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。