1.本发明涉及机场场道维护技术领域,具体涉及一种基于机场不停航施工的机场道面修复维护系统及方法。
背景技术:
2.随着国内航空工业的发展,机场数量逐步增加的同时,机场运营压力也逐渐加大,部分机场出现不同程度的损坏,例如老化、起砂、平整度下降、填缝料老化、纹理磨损等,无法满足飞机正常起降要求,特别是军用机场对于道面的要求更高,道面损坏对于飞机起降存在巨大的安全隐患。目前对于道面通病的治理大致分为两类:一类是在现在道面进行维修,例如打磨表层砂粒、表层喷涂固化剂等,功效慢且修复后摩擦系数变小,影响道面使用性能;第二类是在现在道面进行覆盖,如重新覆盖一层混凝土或高强度薄层砂浆,工期长且成本高。
技术实现要素:
3.本发明的目的在于提供一种基于机场不停航施工的机场道面修复维护系统及方法,该维护系统和方法在不停航的条件下对道面进行修复,解决道面各种通病的同时,可显著提升道面使用性能,施工效率高,施工简单方便。
4.本发明为了实现上述目的,采用的技术解决方案是:
5.一种基于机场不停航施工的机场道面修复维护系统及方法,包括如下:
6.步骤ⅰ:划定工作区域,测量原道面的各板高程、邻板高差、平整度,分析道面状况,根据测量数据确定铣刨深度和铣刨方式;
7.步骤ⅱ:利用缝料提取机清理板缝间的填缝料;
8.步骤ⅲ:清缝完成后,在清缝后的缝区立即填充板缝修补料,形成板缝补强区域;
9.步骤ⅳ:使用高精度铣刨机对道面及板缝补强区域进行铣刨;
10.步骤
ⅴ
:使用混凝土切缝机,对铣刨后的板缝补强区域重新进行切缝;
11.步骤
ⅵ
:吹干板缝,并使用道面清缝灌缝一体机对板缝灌入补缝料;
12.步骤
ⅶ
:清洗道面板,道面板干燥后,使用防护剂喷涂机对道面板的表面喷涂防护剂;
13.步骤
ⅷ
,检测道面板的性能,并收集检测数据。
14.优选的,所述步骤ⅲ中的所用板缝修补料为快硬自流平型高强修补混凝土料;
15.所述步骤
ⅵ
中的补缝料为硅酮胶材料;所述混凝土切缝机为宽缝式的混凝土切缝机;
16.所步骤ⅰ中的铣刨方式包括等厚铣刨或区域多点找平铣刨。
17.优选的,所述步骤ⅱ中缝料提取机清理缝隙的深度为30
㎜‑
40
㎜
;
18.所述步骤ⅳ中使用高精度铣刨机进行铣刨的次数为1
‑
2次,每次铣刨的深度为3
㎜‑
10
㎜
,所述铣刨机在铣刨过程中的开始的第一幅和结束的最后一幅,会在铣刨区域与未
铣刨区域交界处留有缓坡;
19.所述步骤ⅳ中高精度铣刨机铣刨完成后,采用封闭无尘式清扫车对铣刨后的道面进行清理。
20.优选的,所述步骤ⅰ中的划定的工作区域有多个时,采用多区域施工方法进行施工:多区域施工方法的内容包括如下:
21.施工过程(1)、根据施工区域的大小,将划定的分为区域a、区域b和区域c,施工的第1天内完成区域a内的步骤
ⅰ‑
步骤ⅲ的施工内容;
22.施工过程(2)、施工的第二天完成区域a内的步骤
ⅳ‑
步骤
ⅵ
和区域b内的步骤
ⅰ‑
步骤ⅲ;
23.施工过程(3)、施工的第三天完成区域a内的步骤
ⅶ‑
步骤
ⅷ
、区域b内的的步骤
ⅳ‑
步骤
ⅵ
以及区域c内的步骤
ⅰ‑
步骤ⅲ;
24.施工过程(4)、完成区域c中的施工内容后,若有更多区域需要进行施工,以施工过程(1)
‑
施工过程(3)类推形成流水施工。
25.优选的,所述缝料提取机包括提取机架、提取切割装置和提取导向装置,提取机架的后部上连有提取驱动轮组件和提取行驶驱动组件,提取机架的后端连有提取推架;
26.提取切割装置包括提取锯片轮组件和设置的提取机架前部上端的提取切割驱动组件,提取锯片轮组件通过第一提取轮体定位轴杆连接在提取切割驱动组件的一侧;
27.提取导向装置包括提取导向轨道、带有v形槽口的提取导向轮和提取轮体连接杆,提取机架的前端的中部连接有第一提取导向定位横杆,第一提取导向横杆通过第一提取夹持组件连接提取轮体连接杆。
28.优选的,所述提取导向轨道为角钢板,提取导向轨道的下端面上设置有防滑凹槽;
29.所述提取锯片轮组件包括第一左锯片、第一右锯片、第一连接垫片、第一宽度调整垫片和第一锯片定位螺杆,第一宽度调整垫片设置在第一左锯片和第一右锯片之间;
30.第一左锯片设置在第一提取轮体定位轴杆和第一左锯片之间,第一锯片定位螺杆穿过第一右锯片、第一宽度调整垫片、第一左锯片、第一连接垫片与第一提取轮体定位轴杆的端部连接。
31.优选的,所述道面清缝灌缝一体机包括灌缝机架和设置在灌缝机架上的一体机控制驱动机构、缝料搅拌机构、缝料灌缝机构、缝隙清缝机构和保护壳,灌缝机架的下方设置有一体机导向轨道;
32.所述一体机控制驱动机构包括控制面板、一体机行驶驱动组件和一体机万向轮,一体机行驶驱动组件设置在灌缝机架的后部上并且两侧连有一体机驱动轮,一体机万向轮通过一体机导向定位架连接在灌缝机架的前端的中部,一体机万向轮与一体机导向轨道适配连接;
33.缝料搅拌机构包括设在一体机行驶驱动组件前方的搅拌驱动组件,搅拌驱动组件上方通过第一支架连有第一料斗,第一料斗内设有与搅拌驱动组件连接的搅拌机;
34.所述缝料灌缝机构包括设置在搅拌驱动组件前方的储料筒,第一料斗的下部通过第一出料管与储料筒的进料口连接;储料筒的上方通过第二支架连接有灌缝驱动组件,储料筒内设有与灌缝驱动组件连接的灌缝搅拌片组件,储料筒的下端连有灌料管;
35.所述缝隙清缝机构包括设置在储料筒前方的清缝驱动组件,清缝驱动组件的两侧
连有清缝锯片,清缝锯片的四周设置有清缝钢丝刷组件。
36.优选的,所述灌缝机架包括支撑方形架和连接在支撑方形架上的支撑板,所述保护壳为异形壳,保护壳的下端连有环形定位片,保护壳通过环形定位片与支撑板螺栓连接;
37.保护壳包括前长方形壳部、中长方形壳部和后梯形壳部,中长方形壳部的高度值大于前长方形壳部的高度值,第一料斗上方的中长方形壳部上端面内开设有第一进料口;
38.所述前长方形壳部的左前端面为倾斜面,控制面板的下部嵌入在前长方形壳部的倾斜端面内。
39.优选的,所述第一料斗包括第一锥形壳部和连接在第一锥形壳部下端的第一柱形壳部;所述搅拌机包括第一搅拌轴和连接在第一搅拌轴外的第一螺旋搅拌片;所述第一锥形壳部内设置有安全防护网板;
40.所述储料筒呈锥形筒状,灌料管的上端与储料筒的下端连接,灌料管的下部穿过灌缝机架并且与灌缝机架固连;
41.所述灌料管的下端口处连接有灌缝接头;
42.所述灌缝搅拌片组件包括第二搅拌轴和连接在第二搅拌轴外的第二螺旋搅拌片。
43.所述清缝锯片包括左定位片和右定位片,左定位片中部和右定位片中部之间设置有清缝连接垫块;
44.所述清缝钢丝刷组件包括弧形钢丝连接块,弧形钢丝连接块的外壁上设置有多个清缝钢丝,弧形钢丝连接块通过定位螺丝连接在左定位片的边缘和右定位片的边缘之间。
45.优选的,所述一体机导向定位架包括一体机导向横杆和一体机导向竖杆,一体机导向横杆的一端与灌缝机架的前端固连,一体机导向竖杆垂直穿过一体机导向横杆的另一端部,并通过设置在一体机导向横杆前端的一体机导向定位螺杆锁紧;
46.一体机导向竖杆的下端连接一体机万向轮,一体机万向轮的外壁设置有v型槽。
47.本发明的有益效果是:
48.本发明中的基于机场不停航施工的机场道面修复维护系统及方法,为道面性能提升的施工方法,该施工方法在施工时,可保证不影响正常使用即不停航施工,又可彻底解决机场道面混凝土老化、起砂、平整度下降、填缝料老化、纹理磨损等通病,提高道面性能和耐久性,而且成本低工效快。
49.本发明中使用了新型结构的缝料提取机和道面清缝灌缝一体机,本发明中提出的缝料提取机和道面清缝灌缝一体机,结构简单,可安全准确的进行机场道面缝隙的施工作业,本发明中的缝料提取机和道面清缝灌缝一体机,结构简单新颖,设备更小型化,使用时工人操作方便,并且在整体施工时占用空余场地少。与现有技术中的切缝机相比,更适合与机场道面板缝的快速话施工,而且加工简单,后期维护维修简单。
附图说明
50.为了清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
51.图1是基于机场不停航施工的机场道面修复维护系统及方法的流程框图。
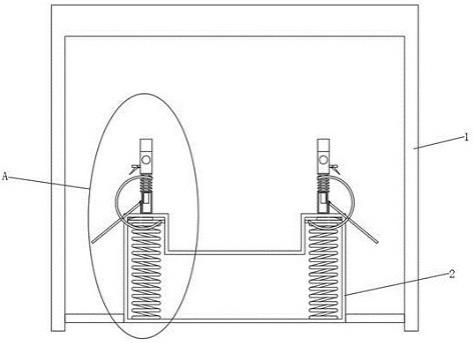
52.图2是缝料提取机整体结构侧视示意图。
53.图3是提取锯片轮组件整体结构示意图。
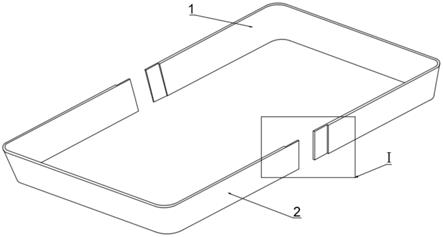
54.图4是道面清缝灌缝一体机的侧视结构示意图。
55.图5是道面清缝灌缝一体机的俯视结构示意图。
56.图6是保护壳整体结构示意图。
具体实施方式
57.本发明提供了一种基于机场不停航施工的机场道面修复维护系统及方法,为使本发明的目的、技术方案及效果更加清楚、明确,以下对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
58.下面结合附图对本发明进行详细说明:
59.实施例1
60.结合图1至图6,一种基于机场不停航施工的机场道面修复维护系统及方法,包括如下:
61.步骤ⅰ:划定工作区域,由专业测量人员测量原道面的各板高程、邻板高差、平整度等,分析道面状况,为后续施工做准备;
62.步骤ⅱ:执行步骤ⅰ时,利用缝料提取机清理板缝间的填缝料;
63.步骤ⅲ:清缝完成后,在清缝后的缝区立即填充板缝修补料,形成板缝补强区域;
64.步骤ⅳ:使用高精度铣刨机对道面及板缝补强区域进行铣刨;
65.步骤
ⅴ
:使用混凝土切缝机,对铣刨后的板缝补强区域重新进行切缝;
66.步骤
ⅵ
:吹干板缝,并使用道面清缝灌缝一体机对板缝灌入补缝料;
67.步骤
ⅶ
:精度清洗道面板,吹干道面板,使用防护剂喷涂机对道面板的表面喷涂防护剂;
68.步骤
ⅷ
,检测道面板的性能,并收集检测性能指标。
69.步骤ⅲ中的所用板缝修补料为快硬自流平型高强修补混凝土料;所述步骤
ⅵ
中的补缝料为硅酮胶材料;所述混凝土切缝机为宽缝式的混凝土切缝机。所述步骤ⅱ中缝料提取机清理缝隙的深度为30
㎜‑
40
㎜
。
70.所述步骤ⅳ中使用高精度铣刨机进行铣刨的次数为1
‑
2次,每次铣刨的深度为10
㎜‑
30
㎜
,铣刨机在铣刨过程中会在铣刨区域与未铣刨区域交界处留有缓坡。
71.所述步骤ⅳ中高精度铣刨机铣刨完成后,采用封闭无尘式清扫车对铣刨后的道面进行清理。
72.步骤ⅰ中的划定的工作区域有多个,施工时采用多区域施工方法进行施工:多区域施工方法包括如下:
73.施工过程(1)、根据施工区域的大小,将划定的分为区域a、区域b和区域c,施工的第1天内完成区域a内的步骤
ⅰ‑
步骤ⅲ的施工内容;
74.施工过程(2)、施工的第二天完成区域a内的步骤
ⅳ‑
步骤
ⅵ
和区域b内的步骤
ⅰ‑
步骤ⅲ;
75.施工过程(3)、施工的第三天完成区域a内的步骤
ⅶ‑
步骤
ⅷ
、区域b内的的步骤
ⅳ‑
步骤
ⅵ
以及区域c内的步骤
ⅰ‑
步骤ⅲ;
76.施工过程(4)、完成区域c中的施工内容后,若有更多区域需要进行施工,以施工过程(1)
‑
施工过程(3)类推形成流水施工。
77.实施例2
78.结合图1至图3,一种基于机场不停航施工的机场道面修复维护系统及方法,包括如下:
79.步骤ⅰ:划定工作区域,由专业测量人员测量原道面的各板高程、邻板高差、平整度等,分析道面状况,为后续施工做准备;
80.步骤ⅱ:执行步骤ⅰ时,利用缝料提取机清理板缝间的填缝料。
81.所述缝料提取机1包括提取机架11、提取切割装置12和提取导向装置13,提取机架11的后部上连有提取驱动轮组件14和提取行驶驱动组件15,提取机架11的后端连有提取推架16。
82.提取切割装置12包括提取锯片轮组件121和设置的提取机架11前部上端的提取切割驱动组件122,提取锯片轮组件121通过第一提取轮体定位轴杆123连接在提取切割驱动组件122的一侧。
83.提取导向装置13包括提取导向轨道131、带有v形槽口的提取导向轮132和提取轮体连接杆133,提取机架11的前端的中部连接有第一提取导向定位横杆111,第一提取导向横杆111通过第一提取夹持组件112连接提取轮体连接杆133。
84.提取导向轨道131为角钢板,提取导向轨道131的下端面上设置有防滑凹槽。提取锯片轮组件121包括第一左锯片124、第一右锯片125、第一连接垫片126、第一宽度调整垫片127和第一锯片定位螺杆128,第一宽度调整垫片127设置在第一左锯片124和第一右锯片125之间。
85.第一左锯片124设置在第一提取轮体定位轴杆123和第一左锯片124之间,第一锯片定位螺杆128依次穿过第一右锯片125、第一宽度调整垫片127、第一左锯片124、第一连接垫片126与第一提取轮体定位轴杆123的端部连接。
86.实施例3
87.结合图1、图4至图6,一种基于机场不停航施工的机场道面修复维护系统及方法,包括如下:
88.步骤ⅰ:划定工作区域,由专业测量人员测量原道面的各板高程、邻板高差、平整度等,分析道面状况,为后续施工做准备;
89.步骤ⅱ:执行步骤ⅰ时,利用缝料提取机清理板缝间的填缝料;
90.步骤ⅲ:清缝完成后,在清缝后的缝区立即填充板缝修补料,形成板缝补强区域;
91.步骤ⅳ:使用高精度铣刨机对道面及板缝补强区域进行铣刨;
92.步骤
ⅴ
:使用混凝土切缝机,对铣刨后的板缝补强区域的缝区重新进行切缝;
93.步骤
ⅵ
:吹干板缝,并使用道面清缝灌缝一体机对板缝灌入补缝料。
94.道面清缝灌缝一体机包括灌缝机架2和设置在灌缝机架2上的一体机控制驱动机构3、缝料搅拌机构4、缝料灌缝机构5、缝隙清缝机构6和保护壳7,灌缝机架2的下方设置有一体机导向轨道21。灌缝机架2的后端设置有灌缝推架22.
95.一体机控制驱动机构3包括控制面板31、一体机行驶驱动组件32和一体机万向轮33,一体机行驶驱动组件32设置在灌缝机架2的后部上并且两侧连有一体机驱动轮34,一体
机万向轮33通过一体机导向定位架35连接在灌缝机架2的前端的中部,一体机万向轮33与一体机导向轨道21适配连接。
96.缝料搅拌机构4包括设在一体机行驶驱动组件32前方的搅拌驱动组件41,搅拌驱动组件41上方通过第一支架42连有第一料斗43,第一料斗43内设有与搅拌驱动组件连接的搅拌机44。
97.缝料灌缝机构5包括设置在搅拌驱动组件41前方的储料筒51,第一料斗43的下部通过第一出料管52与储料筒51的进料口连接;储料筒51的上方通过第二支架53连接有灌缝驱动组件54,储料筒51内设有与灌缝驱动组件54连接的灌缝搅拌片组件55,储料筒51的下端连有灌料管56。
98.缝隙清缝机构6包括设置在储料筒51前方的清缝驱动组件61,清缝驱动组件61的两侧连有清缝锯片62,清缝锯片62的四周设置有清缝钢丝刷组件63。
99.灌缝机架2包括支撑方形架和连接在支撑方形架上的支撑板,所述保护壳7为异形壳,保护壳7的下端连有环形定位片,保护壳7通过环形定位片与支撑板螺栓连接。
100.保护壳7包括前长方形壳部71、中长方形壳部72和后梯形壳部73,中长方形壳部72的高度值大于前长方形壳部71的高度值,第一料斗43上方的中长方形壳部72上端面内开设有第一进料口74。
101.前长方形壳部71的左前端面为倾斜面,控制面板31的下部嵌入在前长方形壳部71的倾斜端面内。
102.第一料斗43包括第一锥形壳部431和连接在第一锥形壳部431下端的第一柱形壳部432;所述搅拌机44包括第一搅拌轴和连接在第一搅拌轴外的第一螺旋搅拌片;所述第一锥形壳部431内设置有安全防护网板433。
103.所述储料筒51呈锥形筒状,灌料管56的上端与储料筒51的下端连接,灌料管56的下部穿过灌缝机架2并且与灌缝机架2固连。
104.灌料管56的下端口处连接有灌缝接头57;所述灌缝搅拌片组件55包括第二搅拌轴和连接在第二搅拌轴外的第二螺旋搅拌片。清缝锯片62包括左定位片和右定位片,左定位片中部和右定位片中部之间设置有清缝连接垫块。
105.清缝钢丝刷组件63包括弧形钢丝连接块631,弧形钢丝连接块631的外壁上设置有多个清缝钢丝632,弧形钢丝连接块632通过定位螺丝连接在左定位片的边缘和右定位片的边缘之间。
106.一体机导向定位架35包括一体机导向横杆351和一体机导向竖杆352,一体机导向横杆351的一端与灌缝机架2的前端固连,一体机导向竖杆352垂直穿过一体机导向横杆351的另一端部,并通过设置在一体机导向横杆351前端的一体机导向定位螺杆锁紧;一体机导向竖杆的下端连接一体机万向轮33,一体机万向轮33的外壁设置有v型槽。
107.实施例4
108.对于国内某民用机场的机场停机坪内的混凝土道面的机场道面修复维护系统及方法,施工是具体包括如下步骤:
109.步骤a01,民用机场的夜间有7h可施工时间,划定单日可完成所有工序的工作区域,由专业测量人员测量原道面各板高程、邻板高差、平整度等,分析道面状况,确定铣刨深度。
110.单日工作区域的划定根据机场夜间停航时间,依据施工功效确定单日可完成工作量,在确保不影响次日正常运行的情况下划定当日工作量。
111.道面使用若干年之后,不可避免的会出现沉降和坑洼的情况,通过测量原道面高程、邻板高差、平整度等,分析道面状况,确定最优铣刨深度,如邻板高差较小且平整度较好,则可适当减小铣刨深度;如邻板高差较大或平整度较差,需增大铣刨深度,确保铣刨后可满足正常使用。
112.步骤a02:测量的同时,利用专用切缝设备取出板缝间填缝料,随即使用清缝机进行清缝。
113.取出板缝间填缝料和灌缝设备为专用设备,带有电机和双锯片,且可调节锯片深度,运用该设备可快速切断填缝料与混凝土板之间的粘接,轻松取出板缝间填缝料,提高工效。
114.步骤a03:清缝后立即填充快硬自流平高强修补料,填充该修补料的作用为避免铣刨过程中因板缝处无支撑力而对板缝处造成破坏。
115.步骤a04:对道面进行铣刨,铣刨深度为25
㎜
;铣刨过程中采用的铣刨机为scm2000c
‑
8s铣刨机,单幅铣刨宽度为2010mm,铣刨深度为0
‑
330mm,工作行驶速度5km/h,单台理论最大施工速率为10000
㎡
/h,且配置有卸料皮带,铣刨产生的废料可直接装入运输车内进行清理。
116.步骤a05:使用清缝切缝一体机,对原板缝区域重新进行切缝;清缝切缝一体机为专用设备,带有电机和带有钢丝毛刷的锯片,可快速对板缝进行清理,并可直接进行灌缝。。
117.步骤a06:吹干板缝并注胶嵌缝。
118.步骤a07:喷涂防护剂。
119.本方法可根据工效确定施工面积,所有工序在夜间全部完成;也可分2天或3天完成区域所有工序,例如第1天完成第一个区域步骤a01
‑
003,第二天完成第一个区域的步骤a04
‑
006和第二个区域步骤1
‑
3,第三天完成第一个区域步骤a07、第二个区域的步骤a04
‑
006及第三个区域的步骤a01
‑
003,依此类推形成流水施工,进一步提高工效,且铣刨过程中会在铣刨区域与未铣刨区域交界处留有缓坡,不影响正常航行,保证不停航施工。
120.该道面性能提升的施工方法,即可保证不影响正常使用即不停航施工,又可彻底解决机场道面混凝土老化、起砂、平整度下降、填缝料老化、纹理磨损等通病,提高道面性能和耐久性,而且成本低工效快。
121.实施例5
122.国内某军用机场的滑行道和停机坪区域的机场混凝土道面出现开裂和老化问题,需要对道面进行维护,由于军事任务训练任务以及保密安排需要,施工时间较短并且还能夜间施工。施工单位在施工前进行细致规划,施工时把全部需施工区域划分为若干大致面积相等小区域,命名自“区域a”依次向后推。施工时的步骤包括如下:
123.步骤b01,夜间仅有4h可施工时间,划定单日可完成所有工序的工作区域,由专业测量人员测量原道面各板高程、邻板高差、平整度等,分析道面状况,确定铣刨深度。
124.单日工作区域的划定根据机场夜间停航时间,依据施工功效确定单日可完成工作量,在确保不影响次日正常运行的情况下划定当日工作量。
125.步骤b02:测量的同时,利用专用切缝设备取出板缝间填缝料,随即使用清缝机进
行清缝。
126.步骤b03:清缝后立即填充快硬自流平高强修补料,填充该修补料的作用为避免铣刨过程中因板缝处无支撑力而对板缝处造成破坏。
127.步骤b04:对道面进行铣刨,铣刨深度为20
㎜
。铣刨过程中采用的铣刨机为scm2000c
‑
8s铣刨机,单幅铣刨宽度为2010mm,铣刨深度为0
‑
330mm,工作行驶速度5km/h,单台理论最大施工速率为10000
㎡
/h,且配置有卸料皮带,铣刨产生的废料可直接装入运输车内进行清理。
128.步骤b05:使用清缝切缝一体机,对原板缝区域重新进行切缝;清缝切缝一体机为专用设备,带有电机和带有钢丝毛刷的锯片,可快速对板缝进行清理,并可直接进行灌缝。
129.步骤b06:吹干板缝并注胶嵌缝。
130.步骤b07:喷涂防护剂。
131.施工的规划方法步骤如下:
132.第一日:完成区域a中步骤b01
‑
步骤b03;
133.第二日:完成区域a中步骤b04
‑
步骤b06、完成区域b中步骤b01
‑
步骤b03;
134.第三日:完成区域a中步骤b07、完成区域b中步骤b04
‑
步骤b06、完成区域c中步骤b01
‑
步骤b03;
135.第四日:完成区域b中步骤b07、完成区域c中步骤b04
‑
步骤b06、完成区域d中步骤b01
‑
步骤b03;
136.……
137.依此类推,直至完成全部区域施工。
138.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
139.本发明中未述及的部分采用或借鉴已有技术即可实现。
140.当然,上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。