1.本发明属于无损检测技术,具体涉及一种容器封装焊缝密封检测装置及检测方法。
背景技术:
2.在核工业产品容器生产中有时会遇到高温、辐射环境下焊缝密封检测问题,核工业产品容器对密封性要求很高,容器本体在无高温、辐射环境下制造后规定需进行氦检漏。但放射性产品装入容器本体盖上容器盖封装并用焊缝密封后,需要对该焊缝进行检测以确保其密封性能时,目前通常采用的检测方法是采用遥控电视摄像对焊缝进行目视检测,其缺点是检测灵敏度相对容器本体的氦检漏方法很低,难以具体确认焊缝的密封性能;此外,在产品容器储存期间容器焊缝的密封性能是否有效保持尚无较灵敏的监测方法,不利于防止产生核泄漏。
3.中国专利申请201880048097.x公开了一种嗅探器探针、泄漏检测器和泄漏检测方法,但这种方法无法直接应用于放射性产品容器的焊缝检测,如何在容器封装焊接密封之前将示踪气体注入容器内并延迟释放,是一个很难解决的技术问题。
技术实现要素:
4.本发明的目的在于针对现有技术中存在的缺陷,提供一种容器封装焊缝密封检测装置及检测方法,对焊缝进行较高灵敏度的检测和长期监测,以确保产品容器(特别是放射性产品容器)的密封性能,防止产生核泄漏。
5.本发明的技术方案如下:一种容器焊缝密封检测装置,包括安装于容器内侧的罐体,罐体内可充入示踪剂,罐体上设有定时发条驱动器,所述定时发条驱动器上紧蓄势后能够带动与之连接的触发机构运动,在容器封装完成焊接密封后,所述触发机构将罐体的开孔打开,示踪剂从所述罐体释放到所述容器内部,通过嗅探仪器对容器封装焊缝的密封性进行检测。
6.进一步,如上所述的容器焊缝密封检测装置,其中,所述触发机构包括与定时发条驱动器连接的拨杆,所述拨杆能够在定时发条驱动器的带动下转动,拨杆转动过程中与设置在罐体开孔上的柱塞接触并将所述柱塞推开,从而将开孔打开释放示踪剂。
7.进一步,如上所述的容器焊缝密封检测装置,其中,所述罐体上设有带阀门的进气管座和出气管座,通过所述进气管座和出气管座向罐体内充入一定压力的示踪剂。
8.进一步,如上所述的容器焊缝密封检测装置,其中,所述罐体包括罐体上盖和底板,罐体上盖和底板之间形成密封的空间,在该空间内设置底座,所述定时发条驱动器固定在所述底座上,定时发条驱动器的芯轴穿过所述底座和底板与所述底板外侧的旋转手柄连接,在旋转手柄上设置止动销。
9.进一步,如上所述的容器焊缝密封检测装置,其中,在所述罐体上盖和底板上分别设有所述开孔,每个开孔处均设置柱塞。
10.进一步,如上所述的容器焊缝密封检测装置,其中,所述罐体通过设置在罐体上的连接件安装于容器的内侧。
11.进一步,如上所述的容器焊缝密封检测装置,其中,在所述罐体上盖和底板的连接部位、柱塞与开孔的接触部位、定时发条驱动器的芯轴与底座、底板、旋转手柄的连接部位、进气管座和出气管座部位均涂有润滑油膏以实现罐体的密封。
12.进一步,如上所述的容器焊缝密封检测装置,其中,所述示踪剂可为氦气或易挥发液体。
13.一种采用上述装置进行容器封装焊缝密封检测的方法,包括如下步骤:
14.步骤一,将与触发机构连接的定时发条驱动器上紧蓄势并处于制动状态,向罐体内充入示踪剂并密封;
15.步骤二,将所述罐体固定安装在容器的内侧;
16.步骤三,启动定时发条驱动器带动触发机构运动,在触发机构打开罐体开孔之前完成容器封装密封焊接;
17.步骤四,触发机构打开罐体开孔,示踪剂从所述罐体释放到所述容器内部;
18.步骤五,通过嗅探仪器沿容器封装密封焊缝移动,对容器焊缝的密封性进行检测。
19.进一步,在步骤一中应确认从触发机构开始运动到打开罐体开孔的行程时间内能够完成封装密封焊缝焊接。
20.本发明的有益效果如下:本发明提供的容器封装焊缝密封检测装置和检测方法,与原有技术相比,装置采用的是耐高温、耐辐射的定时发条驱动简易机械结构,在产品容器封装并焊接密封后在其内部置入了可控释放的示踪剂,可以对产品容器封装焊缝密封性能以及在产品容器储存期间容器的密封性能进行较高灵敏度的检测和监测,有利于确保产品容器的密封性能,更好地防止产生核泄漏。
附图说明
21.图1为本发明具体实施例中罐体的结构示意图;
22.图2为本发明具体实施例中罐体上盖的结构示意图;
23.图3为本发明具体实施例中罐体的底板和附属的定时发条驱动器、柱塞结构示意图;
24.图4为本发明具体实施例中罐体的俯视图,图中定时发条驱动器上紧蓄势同时使拨杆旋转一定角度;
25.图5为本发明具体实施例中罐体的俯视图,图中定时发条驱动器使拨杆旋转将柱塞推离,罐体开孔敞开;
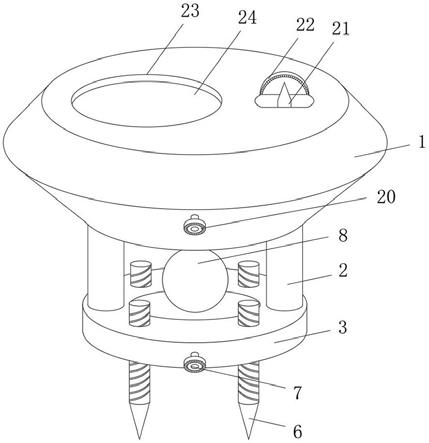
26.图6为本发明具体实施例中罐体通过连接件连接到容器盖上的示意图;
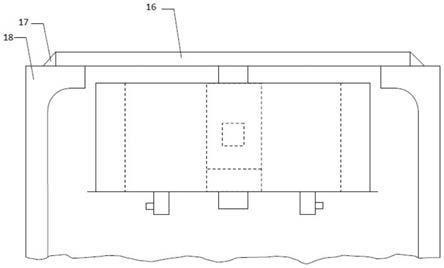
27.图7为本发明具体实施例中带有罐体的容器盖装到容器本体上之后完成容器盖与容器本体之间密封焊缝的焊接结构示意图。
28.图中,1
‑
柱塞;2
‑
罐体开孔;3
‑
罐体上盖;4
‑
拨杆;5
‑
连接件;6
‑
定时发条驱动器;7
‑
柱塞;8
‑
罐体开孔;9
‑
阀;10
‑
进气管座;11
‑
底座;12
‑
旋转手柄(带止动销);13
‑
出气管座;14
‑
阀;15
‑
底板;16
‑
容器盖;17
‑
容器盖与容器本体之间密封焊缝;18
‑
容器本体。
具体实施方式
29.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
30.本发明提供了一种容器焊缝密封检测装置,包括安装于容器内部的罐体,罐体内可充入示踪剂,罐体上设有定时发条驱动器,所述定时发条驱动器上紧蓄势后能够带动与之连接的触发机构运动,在容器完成焊接密封后,所述触发机构将罐体的开孔打开,示踪剂从所述罐体释放到所述容器内部,通过嗅探仪器对容器焊缝的密封性进行检测。
31.本发明是一种利用嗅探器借助于示踪剂对容器焊缝进行密封性检测的方法,采用的是耐高温、耐辐射的定时发条驱动简易机械结构,通过定时发条驱动器带动触发机构在一定的时间段后自动打开罐体的开孔,从而将罐体内的示踪剂释放到容器内部。触发机构可以有不同的设计形式,可采用推动或拉动的方式把堵住罐体开孔的部件(例如柱塞)移开。罐体的设置位置是固定安装在容器盖的内侧。
32.触发机构从开始运动到打开罐体开孔的时间要经过准确的测定,必须保证从触发机构开始运动到打开罐体开孔的行程时间内能够完成将容器盖装到容器本体上并实现容器盖与容器本体之间的密封焊缝焊接。
33.实施例
34.如图1、图3所示,一种容器盖焊缝密封检测装置,包括一个固定安装在容器盖内侧的罐体,罐体由罐体上盖3与底板15密闭连接组成,在罐体上盖3与底板15之间形成的密闭空间内设有定时发条驱动器6,所述定时发条驱动器6安装在带孔底座11上。定时发条驱动器6与拨杆4相连接,定时发条驱动器6的芯轴穿过底座11和底板15与底板外侧的旋转手柄12(带止动销)连接,底板15上设有带阀9的进气管座10和带阀14的出气管座13。如图2所示,罐体上盖3下部翻边以便与底板15配合组装为一体;罐体上盖3与底板15之间可机械连接或点焊连接,且罐体上盖3与底板15之间涂有润滑油膏以实现罐体的密封。在罐体上盖3上设有连接件5,用于与容器盖固定连接。如图4所示,罐体开有孔2和孔8,开孔2位于罐体上盖3上,开孔2处设置可滑动移动的柱塞1;开孔8位于底板15上,开孔8处设置可滑动移动的柱塞7;柱塞可为轻质结构以减少滑动阻力;开孔2和开孔8的位置处于相对于罐体中轴的两侧。
35.柱塞1、7与开孔2、8之间部位、定时发条驱动器6的芯轴与带孔底座11、罐体底板15、旋转手柄12之间部位、罐体上盖3与底板15之间部位以及带阀进气管座10,带阀出气管座13部位均涂有润滑油膏以实现储罐的密封。如图6所示,罐体可通过连接件5(螺柱)连接到焊有螺母或开有盲螺孔的容器盖16上。拨杆4或柱塞1、7也可设计为杠杆结构并且柱塞1、7采用轻质结构以增大推动柱塞1、7的推力。
36.使用上述容器盖焊缝密封检测装置时,如图4、图5、图6、图7所示,首先通过旋转手柄12将定时发条驱动器6上紧蓄势同时使拨杆4旋转一定角度并确认拨杆4行程可将柱塞1、7推离原位并使原处于密封状态的罐体开孔2、8敞开,同时确认此段行程时间可完成将图6所示带有罐体的容器盖装到容器本体18上和容器盖16与容器本体18之间密封焊缝17的焊接,之后用止动销固定旋转手柄12使拨杆4处于静止状态;将柱塞1上表面、柱塞7下表面涂润滑油膏置于罐体开孔2和8处;再将罐体上盖3翻边配合面涂润滑油膏后装到底板15上,罐体上盖3与底板15之间可采用螺栓螺母或嵌套等机械连接或点焊连接;经带阀进气管座10
和带阀出气管座13向罐内充入一定压力示踪剂,例如氦气或某种嗅敏剂;将进气管座10和出气管座13的阀门9、14封闭并检测确认罐体外表面无示踪剂泄漏,例如将罐体浸入水中检测有无气泡冒出;随后将洁净干燥的罐体通过连接件螺柱5连接到焊有螺母或开有盲螺孔的容器盖16上;在将图6所示带有罐体的容器盖装到容器本体18上之前将旋转手柄12处止动销拔掉,拨杆4开始如图4所示在定时发条驱动器6作用下沿箭头方向旋转移动;在拨杆4旋转移动接触到柱塞1、7之前完成容器盖16与容器本体18之间密封焊缝17的焊接;之后拨杆4旋转将柱塞1、7推离原位并使原处于密封状态的罐体开孔2、8敞开,罐内示踪剂如氦气因比重较轻从罐体上盖3上的开孔2溢出并在容器本体18内扩散同时罐外气体从底板15上开孔8流进形成气体流动通道;在确认已经达到罐体开孔2、8敞开时刻后,用嗅探仪器沿容器盖16与容器本体18之间密封焊缝17移动即可对密封焊缝17的密封性能进行检测。
37.对于本领域技术人员而言,显然本发明方法不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明方法。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明方法的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明方法内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
38.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。