1.本实用新型涉及刨花板制作领域,尤其涉及一种刨花板板坯加热及喷蒸装置。
背景技术:
2.喷射蒸汽热压工艺(steam injection pressing),是近些年来兴起的一种新工艺,从压机上下压板或侧面向板坯(刨花板、纤维板等人造板)喷射高温高压水蒸气,喷射时机一般控制在压板已经闭合,板坯被充分压缩,压缩比在1~1.3之间,在蒸汽喷射的瞬间,蒸汽即会到达板坯芯层的各个角落,使芯层温度立即达到100℃以上,而板坯的含水量增加很少,从而可以大大缩短热压时间,根据实际生产经验来看,当生产40mm厚度以下的板子时,喷蒸时间仅需3s,这一工艺同传统的热压工艺相比,热压时间可缩短到原来的1/5~1/10,尤其是生产厚板时这一技术的优势更是其他热压方式不能比拟的。
3.关于喷蒸热压技术,现有应用较多的是自封边喷蒸热压系统,它是将一个窄而薄的金属框架固定在上压板的周围,当压机闭合后与金属框架接触的周边板坯密度要远高于其他部位板坯,这部分高密度的板坯形成一个有效的密闭空间,这时再向板坯内喷射饱和水蒸气,从而有效解决了蒸汽大量损失的问题,但目前该技术存在有一个明显的缺点:生产不同厚度的板坯时需要换用不同厚度的金属框架,对原框架的拆除和现框架的安装均需要花费大量时间,降低生产效率。
4.因此,有必要提供一种新的刨花板板坯加热及喷蒸装置解决上述技术问题。
技术实现要素:
5.为解决上述技术问题,本实用新型是提供一种通过齿轮齿条啮合结构和转杆结构有效组合来实现自封边框架厚度自动调节的刨花板板坯加热及喷蒸装置。
6.本实用新型提供的刨花板板坯加热及喷蒸装置包括:底板、支撑柱、承载板、板坯、输出组件、热压器及喷蒸组件,所述底板的顶面上固定安装有支撑柱,且支撑柱的顶端固定安装有承载板,所述承载板上固定安装有输出组件,且输出组件的一侧挤压接触有板坯,所述输出组件远离板坯的一侧设有热压器,所述底板上靠近热压器的一侧设有喷蒸组件,所述热压器与喷蒸组件间设有具有齿轮齿条啮合结构和转杆结构的自动调节组件。
7.优选的,所述输出组件包括电机、安装架、压辊、轴承、升缩杆、刮板及滑轨,所述承载板顶面一侧固定安装有电机,所述电机的一侧固定安装有安装架,所述安装架中转动连接有压辊,所述压辊的一端与电机的输出轴固定连接,且压辊的另一端与安装架的连接处上设有轴承,所述安装架远离热压器的一侧固定安装有滑轨,所述滑轨上滑动连接有刮板,所述承载板上靠近滑轨的一侧对称地固定安装有升缩杆,所述刮板的底部与升缩杆的活动端固定连接。
8.优选的,所述喷蒸组件包括承装架、汽化箱、导流管、输送管及固定座,所述底板顶面靠近热压器的一侧固定安装有承装架,所述承装架远离底板的一端上固定安装有汽化箱,所述汽化箱的顶部等距固定安装有导流管,所述汽化箱上远离导流管的一侧固定安装
有输送管,所述输送管远离汽化箱的一端固定安装在热压器上,且输送管与热压器连接处的外侧固定安装有固定座。
9.优选的,所述输送管是波纹管。
10.优选的,所述自动调节组件包括感应架、主动卡齿、齿轮轴、转杆、从动卡齿、转轴、减速器、封闭板及限位架,所述承载板上靠近喷蒸组件的一侧对称地滑动连接有感应架,所述感应架的底端固定安装有主动卡齿,所述底板与承载板间转动连接有齿轮轴,且齿轮轴与主动卡齿啮合,所述底板与承载板间转动连接有转轴,且转轴上转动连接有转杆,所述转杆靠近齿轮轴的一侧固定安装有从动卡齿,且从动卡齿与齿轮轴啮合,所述转杆远离从动卡齿的一侧固定安装有封闭板,所述热压器的外侧固定安装有限位架,且限位架的内壁与封闭板滑动连接,所述转轴中心处外侧固定安装有减速器。
11.优选的,所述减速器采用的是液压铰链。
12.与相关技术相比较,本实用新型提供的刨花板板坯加热及喷蒸装置具有如下有益效果:
13.本实用新型提供刨花板板坯加热及喷蒸装置:主要的好处在于对现有自封边喷蒸热压技术进行了改进,首先,将金属框的限制部位的厚度设计成可调节的,就可以适应不同厚度的板坯的热压喷蒸加工,大大提高了装置对不同厚度的板坯生产过程的适应性,另外在调节机构中利用齿轮齿条传动以及液压铰链的减速作用,可以使得封闭板可以在一端时间内保持静止状态而不会迅速回落,这就使得在进行下一次对另一板坯进行热压时不必手动去调节封闭板的位移状态,提高了装置的自动化程度,另外输出组件中压辊的设置在起到对板坯的传送输出作用的同时,进一步压实板坯,使得板坯的紧致度提高,防止板坯的翘起,另外可调节高度的刮板可以刮去成型后的板坯上表面的毛刺,使得板坯上表面更加光滑平整。
附图说明
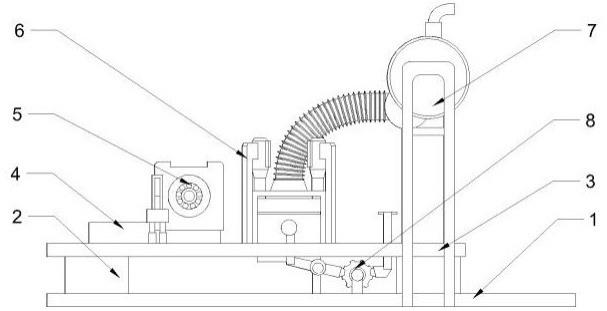
14.图1为本实用新型提供的整体结构关系示意图;
15.图2为本实用新型提供的输出组件结构示意图;
16.图3为本实用新型提供的喷蒸组件结构示意图;
17.图4为本实用新型提供的自动调节组件结构示意图。
18.图中标号:1、底板;2、支撑柱;3、承载板;4、板坯;5、输出组件;51、电机;52、安装架;53、压辊;54、轴承;55、升缩杆;56、刮板;57、滑轨;6、热压器;7、喷蒸组件;71、承装架;72、汽化箱;73、导流管;74、输送管;75、固定座;8、自动调节组件;81、感应架;82、主动卡齿;83、齿轮轴;84、转杆;85、从动卡齿;86、转轴;87、减速器;88、封闭板;89、限位架。
具体实施方式
19.下面结合附图和实施方式对本实用新型作进一步说明。
20.请结合参阅图1、图2、图3和图4,其中,图1为本实用新型提供的整体结构关系示意图;图2为本实用新型提供的输出组件结构示意图;图3为本实用新型提供的喷蒸组件结构示意图;图4为本实用新型提供的自动调节组件结构示意图。刨花板板坯加热及喷蒸装置包括:底板1、支撑柱2、承载板3、板坯4、输出组件5、热压器6及喷蒸组件7。
21.在具体实施过程中,参考图1所示,所述底板1的顶面上固定安装有支撑柱2,且支撑柱2的顶端固定安装有承载板3,所述承载板3上固定安装有输出组件5,且输出组件5的一侧挤压接触有板坯4,所述输出组件5远离板坯4的一侧设有热压器6,所述底板1上靠近热压器6的一侧设有喷蒸组件7,所述热压器6与喷蒸组件7间设有具有齿轮齿条啮合结构和转杆结构的自动调节组件8。
22.参考图1所示,所述输出组件5包括电机51、安装架52、压辊53、轴承54、升缩杆55、刮板56及滑轨57,所述承载板3顶面一侧固定安装有电机51,所述电机51的一侧固定安装有安装架52,所述安装架52中转动连接有压辊53,所述压辊53的一端与电机51的输出轴固定连接,且压辊53的另一端与安装架52的连接处上设有轴承54,所述安装架52远离热压器6的一侧固定安装有滑轨57,所述滑轨57上滑动连接有刮板56,所述承载板3上靠近滑轨57的一侧对称地固定安装有升缩杆55,所述刮板56的底部与升缩杆55的活动端固定连接,输出组件5中压辊53的设置在起到对板坯4的传送输出作用的同时,进一步压实板坯4,使得板坯4的紧致度提高,另外可调节高度的刮板56可以刮去成型后的板坯4上表面的毛刺,使得板坯4上表面更加光滑平整。
23.参考图2所示,所述喷蒸组件7包括承装架71、汽化箱72、导流管73、输送管74及固定座75,所述底板1顶面靠近热压器6的一侧固定安装有承装架71,所述承装架71远离底板1的一端上固定安装有汽化箱72,所述汽化箱72的顶部等距固定安装有导流管73,所述汽化箱72上远离导流管73的一侧固定安装有输送管74,所述输送管74远离汽化箱72的一端固定安装在热压器6上,且输送管74与热压器6连接处的外侧固定安装有固定座75,设置多个输送管74可以在单位时间内显著增加蒸汽与板坯4的接触面积,提高压板作用的效率。
24.参考图2所示,所述输送管74是波纹管,从而可以为热压器6中上压板提供更加大的位置变动范围,适应不同厚度板坯4的热压。
25.参考图3所示,所述自动调节组件8包括感应架81、主动卡齿82、齿轮轴83、转杆84、从动卡齿85、转轴86、减速器87、封闭板88及限位架89,所述承载板3上靠近喷蒸组件7的一侧对称地滑动连接有感应架81,所述感应架81的底端固定安装有主动卡齿82,所述底板1与承载板3间转动连接有齿轮轴83,且齿轮轴83与主动卡齿82啮合,所述底板1与承载板3间转动连接有转轴86,且转轴86上转动连接有转杆84,所述转杆84靠近齿轮轴83的一侧固定安装有从动卡齿85,且从动卡齿85与齿轮轴83啮合,所述转杆84远离从动卡齿85的一侧固定安装有封闭板88,所述热压器6的外侧固定安装有限位架89,且限位架89的内壁与封闭板88滑动连接,所述转轴86中心处外侧固定安装有减速器87,自动调节组件8仅仅通过机械传动作用,就可以实现板坯4在热压时两侧封闭板88的伸缩范围的调节,无需更换限位架89,大大提高了装置对不同厚度的板坯4生产过程的适应性。
26.参考图4所示,所述减速器87采用的是液压铰链,利用液压铰链的延时作用,实现封闭板88的自动缓慢回落,无需人工调节,提高了装置使用的便捷程度。
27.工作原理:在使用一种刨花板板坯加热及喷蒸装置时,首先将未成型的板坯4从承载板3靠近喷蒸组件7安装部位的一侧推入,当板坯4顶部与感应架81的顶部接触时,感应架81的顶部为圆柱状,不会卡住板坯4的输送,感应架81即会在板坯4的厚度的限制下向上顶起,安装在感应架81底部的主动卡齿82啮合齿轮轴83转动,齿轮轴83的转动啮合另一侧的从动卡齿85向反方向移动,而固定安装从动卡齿85的转杆84中心处转动连接有转轴86,一
端下降,另一端就会上升,因此将固定连接在转杆84另一端的封闭板88顶起,此处需要说明的是封闭板88自重较大,在不加限制的情况下会快速回落,但经过减速器87中液压铰链对转轴86限制作用,封闭板88可以保持一小段时间的静止状态,而又由于采用的是蒸汽热压的技术,热压的时间很短,完全可以在这一小段时间内保证封闭板88对板坯4两侧的限制,足够自封边的形成,这就使得装置可以根据板坯4厚度的不同来自动调节封闭板88的位移量,适应度大大提升,当板坯4进入热压器6后,事先由导流管73注入的冷水在汽化箱72的作用下汽化,汽化后的蒸汽伴随着热压由输送管74导入热压器6与板坯4间的空隙中,完成热压后的板坯4由输出组件5导出,输出组件5中的压辊53还可以进一步压实板坯4,保证不会发生翘起现象,而刮板56可以刮除板坯4成型后表面的毛刺,提升产品质量。
28.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

