1.本申请涉及热流道模具技术领域,尤其涉及一种软胶产品的热流道加冷流道的进胶结构。
背景技术:
2.软胶产品注塑是将热塑性塑料或者热固性塑料导入到的软胶模具中,通过模具的型腔形成一定形状结构的软胶产品的过程。
3.但是,在传统的注塑过程中,熔融塑料往往会在通过闸口或者射咀时轻微固化,而与后段熔融塑料一并进入型腔后,就会导致软胶产品注塑件出现冷流痕的现象,如此,就会影响软胶产品外观的美观性。
4.因此,有必要对现有技术予以改良以克服现有技术中的所述缺陷。
技术实现要素:
5.本申请提供了一种软胶产品的热流道加冷流道的进胶结构,可以解决使用传统的进胶方式而导致的软胶产品出现冷流痕,影响美观性的问题。本申请提供如下技术方案:
6.提供了一种软胶产品的热流道加冷流道的进胶结构,包括:
7.热流道,所述热流道包括热流道主体、出胶口和连接所述热流道主体与所述出胶口的过渡部,所述过渡部具有第一连接端和第二连接端,所述第一连接端与所述热流道主体相连,所述第二连接端与所述出胶口相连,所述过渡部的外径从所述第一连接端向所述第二连接端依次减小;
8.冷流道,所述冷流道具有第一冷流口和与所述第一冷流口相对的第二冷流口,所述第一冷流口与所述出胶口相连;
9.软胶模具,所述软胶模具具有进胶口,所述进胶口与所述第二冷流口相连。
10.可选地,所述过渡部呈阶梯状设置。
11.可选地,所述过渡部的截面由上而下呈倒梯形。
12.可选地,所述第一冷流口与所述出胶口螺纹连接。
13.可选地,所述第二冷流口插入至所述进胶口内,所述第二冷流口与所述进胶口过盈配合。
14.可选地,所述进胶口的孔径范围为0.8mm
‑
1.2mm。
15.可选地,所述热流道外套设有发热件。
16.可选地,所述发热件上设有铜丝。
17.本申请的有益效果在于:本申请提供了一种软胶产品的热流道加冷流道的进胶结构,设计合理,结构紧凑,包括热流道、冷流道和软胶模具,热流道中包括过渡部,过渡部具有第一连接端和第二连接端,过渡部的外径从第一连接端向第二连接端依次减小;可以解决使用传统的进胶方式而导致的软胶产品出现冷流痕,影响美观性的问题。
18.通过将热流道的过渡部设置成类似倒锥形,使得该进胶结构能够应用于小尺寸的
软胶模具中,增加了该进胶结构的应用范围。
19.上述说明仅是本申请技术方案的概述,为了能够更清楚了解本申请的技术手段,并可依照说明书的内容予以实施,以下以本申请的较佳实施例并配合附图详细说明如后。
附图说明
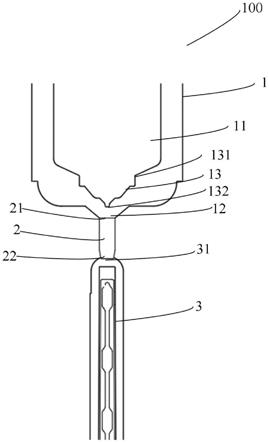
20.图1是本申请一个实施例提供的软胶产品的热流道加冷流道的进胶结构的结构示意图。
21.其中:100
‑
软胶产品的热流道加冷流道的进胶结构,1
‑
热流道,11
‑
热流道主体,12
‑
出胶口,13
‑
过渡部,131
‑
第一连接端,132
‑
第二连接端,2
‑
冷流道,21
‑
第一冷流口,22
‑
第二冷流口,3
‑
软胶模具,31
‑
进胶口。
具体实施方式
22.下面结合附图和实施例,对本申请的具体实施方式作进一步详细描述。以下实施例用于说明本申请,但不用来限制本申请的范围。
23.图1是本申请一个实施例提供的软胶产品的热流道加冷流道的进胶结构的结构示意图,如图1所示,该软胶产品的热流道加冷流道的进胶结构100至少包括:热流道1,热流道1包括热流道主体11、出胶口12和连接热流道主体11与出胶口12的过渡部13,过渡部13具有第一连接端131和第二连接端132,第一连接端131与热流道主体11相连,第二连接端132与出胶口12相连,过渡部13的外径从第一连接端131向第二连接端132依次减小;冷流道2,冷流道2具有第一冷流口21和与第一冷流口21相对的第二冷流口22,第一冷流口21与出胶口12相连;软胶模具3,软胶模具3具有进胶口31,进胶口31与第二冷流口22相连。通过热流道1与冷流道2相结合的进胶方式,可以解决传统的进胶方式导致的软胶产品出现冷流痕,影响美观性的问题。
24.过渡部13呈阶梯状设置,且过渡部13的截面由上而下呈倒梯形,保证该软胶产品的热流道加冷流道的进胶结构100能够适应小尺寸的软胶模具,增加了该进胶结构100的应用范围。
25.第一冷流口21与出胶口12的连接方式有多种,在实际生产过程中,可以根据不同需求选择不同的连接方式。
26.在一个示例中,第一冷流口21与出胶口12螺纹连接。具体的,第一冷流口21与出胶口12通过螺丝固定连接。
27.在另一个示例中,第一冷流口21焊接在出胶口12上。
28.在再一个示例中,第一冷流口21插接在出胶口12内,第一冷流口21与出胶口12过盈配合。
29.第二冷流口22插入至进胶口31内,第二冷流口22与进胶口31过盈配合。
30.在其中一个实施例中,进胶口31的孔径范围为0.8mm
‑
1.2mm。
31.为了保证热流道1中的温度,使得热流道1中的塑料始终处于熔融状态,在其中一个实施例中,热流道1外还套设有发热件(未图示),发热件上设有铜丝(未图示)。
32.综上所述,本实施例提供了一种软胶产品的热流道加冷流道的进胶结构,设计合理,结构紧凑,包括热流道、冷流道和软胶模具,热流道中包括过渡部,过渡部具有第一连接
端和第二连接端,过渡部的外径从第一连接端向第二连接端依次减小;可以解决使用传统的进胶方式而导致的软胶产品出现冷流痕,影响美观性的问题。
33.通过将热流道的过渡部设置成类似倒锥形,使得该进胶结构能够应用于小尺寸的软胶模具中,增加了该进胶结构的应用范围。
34.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
35.以上所述实施例仅表达了本申请的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本申请专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本申请构思的前提下,还可以做出若干变形和改进,这些都属于本申请的保护范围。因此,本申请专利的保护范围应以所附权利要求为准。
技术特征:
1.一种软胶产品的热流道加冷流道的进胶结构,其特征在于,包括:热流道,所述热流道包括热流道主体、出胶口和连接所述热流道主体与所述出胶口的过渡部,所述过渡部具有第一连接端和第二连接端,所述第一连接端与所述热流道主体相连,所述第二连接端与所述出胶口相连,所述过渡部的外径从所述第一连接端向所述第二连接端依次减小;冷流道,所述冷流道具有第一冷流口和与所述第一冷流口相对的第二冷流口,所述第一冷流口与所述出胶口相连;软胶模具,所述软胶模具具有进胶口,所述进胶口与所述第二冷流口相连。2.根据权利要求1所述的软胶产品的热流道加冷流道的进胶结构,其特征在于,所述过渡部呈阶梯状设置。3.根据权利要求2所述的软胶产品的热流道加冷流道的进胶结构,其特征在于,所述过渡部的截面由上而下呈倒梯形。4.根据权利要求1所述的软胶产品的热流道加冷流道的进胶结构,其特征在于,所述第一冷流口与所述出胶口螺纹连接。5.根据权利要求1所述的软胶产品的热流道加冷流道的进胶结构,其特征在于,所述第二冷流口插入至所述进胶口内,所述第二冷流口与所述进胶口过盈配合。6.根据权利要求1所述的软胶产品的热流道加冷流道的进胶结构,其特征在于,所述进胶口的孔径范围为0.8mm
‑
1.2mm。7.根据权利要求1所述的软胶产品的热流道加冷流道的进胶结构,其特征在于,所述热流道外套设有发热件。8.根据权利要求7所述的软胶产品的热流道加冷流道的进胶结构,其特征在于,所述发热件上设有铜丝。
技术总结
本申请公开了一种软胶产品的热流道加冷流道的进胶结构,包括:热流道,包括热流道主体、出胶口和连接热流道主体与出胶口的过渡部,过渡部具有第一连接端和第二连接端,第一连接端与热流道主体相连,第二连接端与出胶口相连,过渡部的外径从第一连接端向第二连接端依次减小;冷流道,具有第一冷流口和与第一冷流口相对的第二冷流口,第一冷流口与出胶口相连;软胶模具,具有进胶口,进胶口与第二冷流口相连;通过使用热流道与冷流道相结合的进胶方式,可以解决传统的进胶方式导致的软胶产品出现冷流痕,影响美观性的问题;通过将热流道的过渡部设置成类似倒锥形,使得该进胶结构能够应用于小尺寸的软胶模具中,增加了该进胶结构的应用范围。的应用范围。的应用范围。
技术研发人员:胡剑
受保护的技术使用者:苏州优简供电子有限公司
技术研发日:2021.05.12
技术公布日:2021/10/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。