1.本实用新型涉及塑料注塑模具技术领域,尤其涉及一种整体推板模具结构。
背景技术:
2.随着人们生活水平的提高,人们不仅对产品的使用性能有越来越高的要求,对产品外观品质的追求也越来越高。常见较大塑料制件成型的模具设计,一般为周圈顶出块镶拼成型,但这样一来,产品在镶拼处必然会有镶拼线出现。有些高外观要求的机壳不允许出现镶拼线等线痕缺陷,部分模具采用内部顶针或顶出块顶出的形式进行出模,这种结构可用于小型塑料制件或周边形状较浅的制件,而对于产品尺寸较大、周圈筋位较深的制件来说,这种顶出结构会出现顶出不平衡而造成产品变形甚至拉裂,从而严重影响产品外观。
3.经检索,中国专利申请号为cn201520843848.0的专利,公开了一种塑料注塑模具的顶出机构。本实用新型提供一种易于取出零件的塑料注塑模具的顶出机构,包括底针板、多个成形顶杆,所述底针板表面设置有多个第一凹槽,每个成形顶杆包括顶出段、中间段、连接段,一个成形顶杆的连接段匹配安装在一个第一凹槽中,每个成形顶杆的中间段的直径小于顶出段的直径。上述专利中的顶出机构存在以下不足:在顶出时可能会出现顶出不平衡而造成产品变形甚至拉裂,从而严重影响产品外观。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种整体推板模具结构。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种整体推板模具结构,包括整体推板、动模板和用于对产品制件塑形的型芯,所述产品制件镶拼于整体推板内壁,型芯底部外壁通过螺丝固定于动模板底部内壁;整体推板底部外壁通过螺丝固定有四个第一顶杆,四个第一顶杆通过螺丝固定有同一个推出板,动模板顶部外壁开设有与第一顶杆适配的第一顶升孔,所述动模板底部外壁通过四个模具垫腿固定有同一个动模座板,所述推出板底部外壁通过螺丝固定有推出固定板,推出固定板底部外壁通过螺丝固定有注塑机顶棍,所述动模座板固定于注塑机的工作平面上。
7.作为本实用新型再进一步的方案:所述推出板呈蝶形结构;所述推出板顶部外壁中心位置通过螺丝固定有第二顶杆,所述动模板底部外壁开设有与第二顶杆适配的第二顶升孔,所述第二顶杆穿过第二顶升孔后滑动连接于型芯底部内壁,且第二顶杆顶面水平高度与型芯底部内壁适配。
8.作为本实用新型再进一步的方案:所述整体推板底部一体式设置有导向斜面,且动模板圆周内壁设置有与导向斜面适配的适配斜面。
9.作为本实用新型再进一步的方案:所述整体推板底部外壁通过螺丝固定有四个导向柱,导向柱的水平横截面面积沿竖直向下的方向规律性减小,动模板顶部外壁开设有与导向柱适配的导向插孔。
10.作为本实用新型再进一步的方案:所述导向柱上部呈六棱柱结构,且导向柱底面呈圆形。
11.作为本实用新型再进一步的方案:所述导向插孔和第一顶升孔内壁均开设有均匀分布的弧形槽,弧形槽呈半圆结构,且位于导向插孔上的弧形槽均分布在六边形各边的中间位置。
12.作为本实用新型再进一步的方案:所述型芯与整体推板呈5
°
斜面镶拼结构。
13.本实用新型的有益效果为:
14.1.本实用新型通过设置第一顶杆、整体推板和型芯的结构,能够利用注塑机顶棍通过推出固定板和推出板带动第一顶杆上升,进而推动整体推板向上运动,从而能够平衡的顶出产品制件,使得产品制件受力均匀,防止因顶出不平衡造成产品变形甚至拉裂等缺陷。
15.2.通过设置第二顶杆等结构,能够在第一顶杆带动整体推板脱模的同时,从型芯底部中心位置顶出产品制件,增加了产品制件的受力面积,提升了脱模效果;通过设置导向斜面和适配斜面,能够在整体推板与动模板合模时起到导向的作用。
16.3.通过设置导向柱和导向插孔,能够在整体推板与动模板合模时起到进一步导向作用,同时提升了合模后的牢固度;通过设置导向柱的结构,能够进一步提升整体推板和动模板之间的牢固度,极大程度的避免了打滑现象的出现。
17.4.通过设置弧形槽,当固体颗粒附着于第一顶升孔和导向插孔上时,弧形槽能够提供缓冲空间,避免导向插孔和第一顶升孔发生堵塞的现象;同时由于位于导向插孔上的弧形槽均分布在六边形各边的中间位置,不会影响到导向插孔对导向柱的固定效果;通过设置型芯与整体推板呈5
°
斜面镶拼结构,能够确保整体推板和型芯之间运动顺畅,提高模具使用寿命。
附图说明
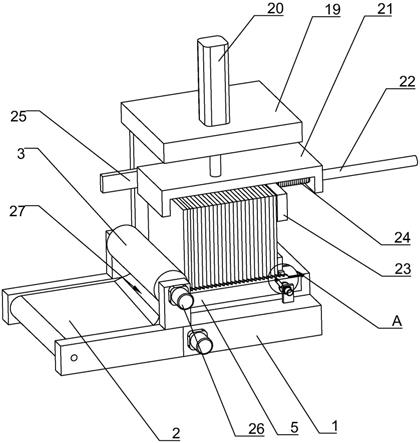
18.图1为本实用新型提出的一种整体推板模具结构整体的结构示意图;
19.图2为本实用新型提出的一种整体推板模具结构顶面部分剖视的结构示意图;
20.图3为本实用新型提出的一种整体推板模具结构整体推板的结构示意图;
21.图4为本实用新型提出的一种整体推板模具结构动模板剖视的结构示意图。
22.图中:1
‑
整体推板、2
‑
产品制件、3
‑
推出板、4
‑
推出固定板、5
‑
注塑机顶棍、6
‑
第二顶杆、7
‑
第一顶杆、8
‑
动模板、9
‑
型芯、10
‑
模具垫腿、11
‑
动模座板、12
‑
导向柱、13
‑
导向斜面、14
‑
导向插孔、15
‑
第二顶升孔、16
‑
第一顶升孔、17
‑
弧形槽、18
‑
适配斜面。
具体实施方式
23.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
24.下面详细描述本专利的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本专利,而不能理解为对本专利的限制。
25.在本专利的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的
方位或位置关系,仅是为了便于描述本专利和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本专利的限制。
26.在本专利的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”应做广义理解,例如,可以是固定相连、设置,也可以是可拆卸连接、设置,或一体地连接、设置。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本专利中的具体含义。
27.一种整体推板模具结构,如图1
‑
4所示,包括整体推板1、动模板8和用于对产品制件2塑形的型芯9,所述产品制件2镶拼于整体推板1内壁,型芯9底部外壁通过螺丝固定于动模板8底部内壁;整体推板1底部外壁通过螺丝固定有四个第一顶杆7,四个第一顶杆7通过螺丝固定有同一个推出板3,动模板8顶部外壁开设有与第一顶杆7适配的第一顶升孔16,所述动模板8底部外壁通过四个模具垫腿10固定有同一个动模座板11,所述推出板3底部外壁通过螺丝固定有推出固定板4,推出固定板4底部外壁通过螺丝固定有注塑机顶棍5,所述动模座板11固定于注塑机的工作平面上;所述整体推板1顶部内侧壁与型芯9顶部外壁和四周内壁共同配合构成产品制件2的模具结构,产品制件2加工后成品的边缘位置会存在于整体推板1内侧顶部;通过设置第一顶杆7、整体推板1和型芯9的结构,能够利用注塑机顶棍5通过推出固定板4和推出板3带动第一顶杆7上升,进而推动整体推板1向上运动,从而能够平衡的顶出产品制件2,使得产品制件2受力均匀,防止因顶出不平衡造成产品变形甚至拉裂等缺陷。
28.为了提升顶升效果;如图1、图3、图4所示,所述推出板3呈蝶形结构;所述推出板3顶部外壁中心位置通过螺丝固定有第二顶杆6,所述动模板8底部外壁开设有与第二顶杆6适配的第二顶升孔15,所述第二顶杆6穿过第二顶升孔15后滑动连接于型芯9底部内壁,且第二顶杆6顶面水平高度与型芯9底部内壁适配;通过设置第二顶杆6等结构,能够在第一顶杆7带动整体推板1脱模的同时,从型芯9底部中心位置顶出产品制件2,增加了产品制件2的受力面积,提升了脱模效果。
29.为了便于引导固定;如图3、图4所示,所述整体推板1底部一体式设置有导向斜面13,且动模板8圆周内壁设置有与导向斜面13适配的适配斜面18;通过设置导向斜面13和适配斜面18,能够在整体推板1与动模板8合模时起到导向的作用。
30.为了提升固定效果;如图3、图4所示,所述整体推板1底部外壁通过螺丝固定有四个导向柱12,导向柱12的水平横截面面积沿竖直向下的方向规律性减小,动模板8顶部外壁开设有与导向柱12适配的导向插孔14;通过设置导向柱12和导向插孔14,能够在整体推板1与动模板8合模时起到进一步导向作用,同时提升了合模后的牢固度。
31.为了进一步提升固定效果;如图3、图4所示,所述导向柱12上部呈六棱柱结构,且导向柱12底面呈圆形;通过设置导向柱12的结构,能够进一步提升整体推板1和动模板8之间的牢固度,极大程度的避免了打滑现象的出现。
32.为了避免异物堵塞;如图3、图4所示,所述导向插孔14和第一顶升孔16内壁均开设有均匀分布的弧形槽17,弧形槽17呈半圆结构,且位于导向插孔14上的弧形槽17均分布在六边形各边的中间位置;通过设置弧形槽17,当固体颗粒附着于第一顶升孔16和导向插孔14上时,弧形槽17能够提供缓冲空间,避免导向插孔14和第一顶升孔16发生堵塞的现象;同时由于位于导向插孔14上的弧形槽17均分布在六边形各边的中间位置,不会影响到导向插
孔14对导向柱12的固定效果。
33.为了确保运动顺畅,提高模具使用寿命;如图2所示,所述型芯9与整体推板1呈5
°
斜面镶拼结构;通过设置型芯9与整体推板1呈5
°
斜面镶拼结构,能够确保整体推板1和型芯9之间运动顺畅,提高模具使用寿命。
34.为了提高生产效率;在产品制件2顶出脱模后,使用带有吸盘的机械手取件,取代人工取件的方式,一方面防止产品扯伤或弄脏,另一方面缩短取件时间,大大缩短生产周期。
35.工作原理:模具开模后,注塑机顶棍5推动推出固定板4及推出板3向上运动,进而带动第一顶杆7滑动于第一顶升孔16内并顶升整体推板1,整体推板1上升,带动产品制件2外围形状向上运动,同时,第二顶杆6对产品制件2底部的中心位置进行顶升,完全出模后,由带吸盘的机械手将产品制件2取出;最后所有运动机构回位、合模并进入下一生产周期;在运动机构回位、合模的过程中,导向斜面13受到适配斜面18的导向并与之紧密结合,同时导向柱12受到导向插孔14的导向并与之紧密结合;大大提升了合模的牢固度;此外,通过设置弧形槽17,当固体颗粒附着于第一顶升孔16和导向插孔14上时,弧形槽17能够提供缓冲空间,避免导向插孔14和第一顶升孔16发生堵塞的现象;同时由于位于导向插孔14上的弧形槽17均分布在六边形各边的中间位置,不会影响到导向插孔14对导向柱12的固定效果。
36.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。