1.本发明涉及组合孔加工技术领域,具体涉及一种用于加工航空发送机反推部件组合孔的装置
背景技术:
2.反推部件是航空发动机中的重要组成部分,反推部件的结构由回转直径较小的反推部件和回转直径较大的反推部件组成,两个反推部件均包括环形的安装边和支臂,支臂分别装配在安装边的两端并且在安装边与支臂的连接位置处加工孔,因此对相互配合的孔径及位置精度要求高,但是目前的装置加工反推部件孔的精度低且加工效率低下。
技术实现要素:
3.本发明的目的在于提供一种用于加工航空发送机反推部件组合孔的装置,以解决现有的装置加工部件组合孔的精度低的问题。
4.本发明解决上述技术问题的技术方案如下:
5.一种用于加工航空发送机反推部件组合孔的装置,其包括安装板以及整体呈弧形的第一装夹组件和第二装夹组件,第一装夹组件和第二装夹组件分别与安装板连接,第一装夹组件位于第二装夹组件的内侧;第一装夹组件用于夹持回转直径较小的反推部件,其包括依次连接的第一限位件、多个夹持组件以及第二限位件;第二装夹组件用于夹持回转直径较大的反推部件,其包括依次连接的第三限位件、多个夹持组件以及第四限位件。
6.采用上述方案的有益效果为:当两个反推部件的支臂分别嵌入两个反推部件的安装边后,回转直径较小的反推部件的支臂分别通过第一限位件、第二限位件固定,回转直径较大的反推部件的支臂由第三限位件以及第四限位件固定,两个反推部件的安装边由多个夹持组件来进行夹持,第一装夹组件使回转直径较小的反推部件的安装边和支臂的连接位置保持固定,第二装夹组件使回转直径较大的反推部件的安装边和支臂的连接位置保持固定,避免产生位移,从而对安装边和支臂同时加工孔,提高了组合孔的加工精度,并且设置第一装夹组件和第二装夹组件可以同时加工两个反推部件,提高加工组合孔的效率。
7.进一步地,夹持组件包括紧固板以及定位板,紧固板与定位板相对设置并分别与安装板可拆卸连接,紧固板与定位板之间形成夹持空腔,夹持空腔沿相对应的装夹组件所在的弧形路径分布。
8.进一步地,紧固板朝向定位板的一侧呈台阶状,定位板朝向紧固板的一侧为斜面。
9.采用上述方案的有益效果为:紧固板呈台阶状便于放置相对应的反推部件的安装边,定位板起到定位的作用,紧固板和定位板相配合使两个反推部件的安装边分别紧固地安装在安装板上。
10.进一步地,紧固板通过螺钉与安装板连接,定位板通过销钉和螺钉与安装板连接,紧固板的顶端设有压板,压板的一端与紧固板连接,压板的另一端与相对应的反推部件的顶部接触;紧固板上还设有紧固件,紧固件靠近压板,并且紧固件的一端穿过紧固板后与相
对应的反推部件的安装边接触。
11.采用上述方案的有益效果为:压板起到紧固连接反推部件的安装边与紧固板的作用,使相对应的反推部件的安装边受力,从而很好地嵌设在夹持空腔中,紧固件起到定位的作用,使相对应的反推部件的安装边嵌在夹持空腔后不容易产生位移。
12.进一步地,第一限位件和第二限位件均包括第一支撑板以及第一固定板,第一支撑板垂直连接第一固定板,并且第一支撑板上设有与回转直径较小的反推部件的支臂相配合的第一安装孔,第一固定板通过销钉和螺钉与安装板连接。
13.采用上述方案的有益效果为:支臂的一端与安装边连接,支臂的另一端与第一安装孔相匹配,第一安装孔起到限位的作用。
14.进一步地,第三限位件和第四限位件分别包括第二支撑板以及第二固定板,第二支撑板垂直连接第二固定板,并且第二支撑板上设有与回转直径较大的反推部件的支臂相配合的第二安装孔,第二固定板通过销钉和螺钉与安装板连接;第三限位件和第四限位件还分别包括连接件,连接件的一端穿过第二安装孔并与相对应的反推部件连接。
15.采用上述方案的有益效果为:支臂的一端与安装边连接,支臂的另一端与第二安装孔相匹配,连接件穿过第二安装孔对支臂起到限位的作用。
16.进一步地,安装板呈扇形,第一限位件和第二限位件之间、第三限位件与第四限位件之间分别设有5组夹持组件,并且5组夹持组件与相对应的反推部件相配合。
17.采用上述方案的有益效果为:回转直径较小的反推部件的安装边和回转直径较大的反推部件的安装边均由5组夹持组件固定,安装边受到均匀的夹持力,提高反推部件组合孔的加工精度。
18.进一步地,安装板上还设有定位件,定位件的数量为2并分别与回转直径较小的反推部件的定位工艺孔、回转直径较大的反推部件的定位工艺孔连接。
19.采用上述方案的有益效果为:定位件可以限制两个反推部件产生角向偏移,快速定位中心,防止两个反推部件左右位移,进而确保组合孔的加工精度。
20.进一步地,安装板上设有吊环。
21.本发明具有以下有益效果:
22.1.本发明的第一装夹组件使回转直径较小的反推部件的安装边和支臂的连接位置保持固定,第二装夹组件使回转直径较大的反推部件的安装边和支臂的连接位置保持固定,避免产生位移,从而对安装边和支臂同时加工孔,提高了组合孔的加工精度,并且设置第一装夹组件和第二装夹组件可以同时加工两个反推部件,提高加工组合孔的效率。
23.2.本发明的紧固板呈台阶状便于放置相对应的反推部件的安装边,定位板起到定位的作用,紧固板和定位板相配合使两个反推部件的安装边分别紧固地安装在安装板上。
24.3.本发明的压板起到紧固连接相对应的反推部件的安装边与紧固板的作用,使相对应的反推部件的安装边受力,从而很好地嵌设在夹持空腔中,紧固件起到定位的作用,使相对应的反推部件的安装边嵌在夹持空腔后不容易产生位移。
25.4.本发明回转直径较小的反推部件的安装边和回转直径较大的反推部件的安装边均由5组夹持组件固定,安装边受到均匀的夹持力,提高反推部件组合孔的加工精度。
26.5.本发明的定位件可以限制两个反推部件产生角向偏移,快速定位中心,防止两个反推部件左右位移,进而确保组合孔的加工精度。
附图说明
27.图1为第一反推部件和第二反推部件的结构示意图。
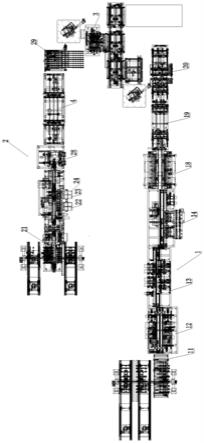
28.图2为本发明用于加工航空发送机反推部件组合孔的装置的结构示意图。
29.图3为本发明放置有第一反推部件和第二反推部件的用于加工航空发送机反推部件组合孔的装置的结构示意图。
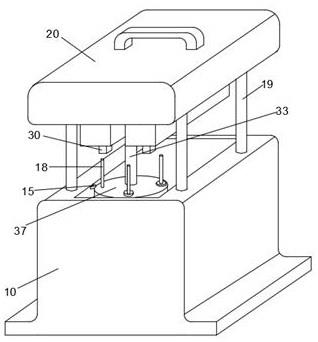
30.图4为图3中a处的结构示意图。
31.图5为图3中b处的结构示意图。
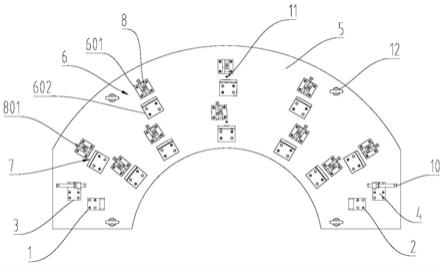
32.图6为图3中c处的结构示意图。
33.图中:1
‑
第一限位件;2
‑
第二限位件;3
‑
第三限位件;4
‑
第四限位件;5
‑
安装板;6
‑
夹持组件;601
‑
紧固板;602
‑
定位板;7
‑
夹持空腔;8
‑
压板;801
‑
紧固件;901
‑
第一支撑板;902
‑
第一固定板;903
‑
第二支撑板;904
‑
第二固定板;10
‑
连接件;11
‑
定位件;12
‑
吊环;111
‑
第一安装边;112
‑
第一支臂;113
‑
第二安装边;114
‑
第二支臂;115
‑
安装环。
具体实施方式
34.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
35.实施例
36.请参照图1,反推部件包括回转直径较小的第一反推部件和回转直径较大的第二反推部件,第一反推部件包括第一安装边111以及第一支臂112,第二反推部件包括第二安装边113以及第二支臂114,第一安装边111和第二安装边113分别呈环形,第一安装边111和第二安装边113的两端分别连接有第一支臂112和第二支臂114,第一支臂112和第二支臂114的一端分别嵌设在第一安装边111和第二安装边113的两端,第一支臂112的另一端加工有螺纹,第二支臂114的另一端设有安装环115,安装环115的数量为2个并固连在第二支臂114上。
37.请参照图2和图3,一种用于加工反推部件组合孔的装置包括安装板5以及整体呈弧形的第一装夹组件和第二装夹组件,第一装夹组件和第二装夹组件分别与安装板5连接,第一装夹组件位于第二装夹组件的内侧,第一装夹组件用于夹持第一反推部件,第二装夹组件用于夹持第二反推部件。当第一安装边111的两端分别连接有第一支臂112、第二安装边113的两端分别连接有第二支臂114后,第一反推部件由第一装夹组件进行夹持,第二反推部件由第二装夹组件进行夹持,第一装夹组件和第二装夹组件可以避免第一反推部件、第二反推部件产生位移,从而对第一安装边111和第一支臂112、第二安装边113和第二支臂114同时加工孔,提高了组合孔的加工精度,并且设置第一装夹组件和第二装夹组件可以同时加工两个反推部件,提高加工组合孔的效率。
38.请参照图1、图2、图4和图6,第一装夹组件包括依次连接的第一限位件1、夹持组件6以及第二限位件2,第二装夹组件包括依次连接的第三限位件3、夹持组件6以及第四限位件4。第一限位件1与第三限位件3设于安装板5的一端,第二限位件2与第四限位件4设于安装板5的另一端,并且第一限位件1和第二限位件2、第三限位件3和第四限位件4一一对应。第一限位件1和第二限位件2分别对回转直径较小的反推部件的支臂进行限位,第三限位件3和第四限位件4分别对回转直径较大的反推部件的支臂进行限位,避免第一反推部件、第
二反推部件的中心产生偏移,使第一反推部件和第二反推部件均匀受力。第一限位件1和第二限位件2分别包括第一支撑板901以及第一固定板902,第一支撑板901垂直连接第一固定板902,并且第一支撑板901上设有第一安装孔,第一支臂112与第一安装孔相适配,并且第一支臂112穿过第一安装孔后连接有螺母,第一固定板902通过销钉和螺钉与安装板5连接。第三限位件3和第四限位件4分别包括第二支撑板903以及第二固定板904,第二支撑板903垂直连接第二固定板904,并且第二支撑板903上设有第二安装孔,2个安装环115分别与支撑板的两侧接触,第二安装孔的直径与安装环115的内直径相一致,第三限位件3和第四限位件4还分别包括连接件10,连接件10为台阶销,连接件10的一端依次穿过安装环115和第二安装孔并且连接件10进行了耐磨处理,提高了使用寿命,连接件10的另一端加工有滚花,确保装配位置的精确性又利于操作。
39.请参照图1、图2和图5,夹持组件6包括紧固板601以及定位板602,紧固板601与定位板602相对设置,并且紧固板601与定位板602之间形成夹持空腔7,安装板5呈扇形,紧固板601朝向定位板602的一侧呈台阶状,定位板602与第一安装边111、第二安装边113的接触侧呈斜面,紧固板601呈台阶状便于放置第一安装边111和第二安装边113,定位板602起到定位的作用,紧固板601和定位板602相配合使第一安装边111、第二安装边113紧固的安装在安装板5上。紧固板601通过螺钉与安装板5连接,螺钉的数量为4个并对称设置,紧固板601的顶端设有压板8,压板8的一端与紧固件801接触并通过销钉与紧固板601连接,压板8的另一端分别与第一安装边111、第二安装边113的顶部接触,压板8使第一安装边111、第二安装边113受力,从而很好地嵌设在夹持空腔7中,紧固件801起到定位的作用,使第一安装边111、第二安装边113嵌在夹持空腔7后不容易产生位移。紧固板601上还设有紧固件801,紧固件801靠近压板8,紧固件801的一端穿过紧固板601后与第一安装边111、第二安装边113的侧壁接触。定位板602通过销钉和螺钉与安装板5连接,定位板602起到定位的作用。在本实施例中第一限位件1和第二限位件2之间、第三限位件3与第四限位件4之间分别设有5组夹持组件6,并且5组夹持组件6分别沿第一反推部件的安装边、第二反推部件的安装边设置。
40.安装板5上还设有定位件11,定位件11为销钉,定位件11的数量为2个,其中一个定位件11与第一安装板5的定位工艺孔连接,另外一个定位件11与第二安装边113的定位工艺孔,定位件11可以限制两个反推部件产生角向偏移,快速定位中心,防止两个反推部件左右偏移,进而确保组合孔的加工精度。安装板5上设有吊环12,在本实施例中吊环12的数量为2,2个吊环12对称设置,吊环12包括连接端和安装端,连接端呈圆环状,安装端为螺纹并与安装板5连接。
41.装置的安装及组合孔的加工过程:1)将第一支臂112和第二支臂114的一端分别嵌设在第一安装边111、第二安装边113中,第一支臂112的另一端穿过第一安装孔后与螺母连接,第二支臂114另一端的安装环115与第二安装孔相匹配后,将定位件11分别与第一安装边111、第二安装边113连接;2)将5组夹持组件6依次安装在安装板5上,对第一安装边111和第一支臂112、第二安装边113与第二支臂114的连接处加工组合孔。
42.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。