1.本发明属于金刚石磨具的制备技术领域,特别涉及一种金刚石磨头的制备方法和装置及其基材。
背景技术:
2.金属结合剂烧结磨头由于其优良的寿命,大量应用于陶瓷、蓝宝石、玻璃等脆硬材料的加工。制造工艺一般是成型,烧结,修型。成型和烧结工艺,是烧结磨头制造过程中最重要的步骤。磨头的形状尺寸,决定了成型工艺是否复杂,烧结工艺决定磨头的性能表现。
3.目前磨头的制备通过冷压将磨头料坯成型,料坯形状决定成型工艺设计。将混合料置入模具中,然后使用模冲进行单向或双向顶压。混合料预先经调配成适合压力成型的状态,经顶压后,形成具有一定强度的成型料坯。成型好后,料坯与基材应保持良好接触,然后送入真空烧结炉中进行无压烧结。
4.但是对于一些复杂形状,或长径比较大的成型料坯,成型工艺有一定的局限性。复杂形状难以成型,或者只能成型成较大修型余量的大毛坯,造成后道工序的耗费和成本的提高。对于长径比较大的形状,冷压成型难以保证料坯内部压力分布的均一性,在烧结中易发生开裂,造成废品。
技术实现要素:
5.本技术的目的在于提供一种金刚石磨头的制备方法和装置及其基材,以解决目前复杂形状难以成型和长径比较大形状的烧结开裂的问题。
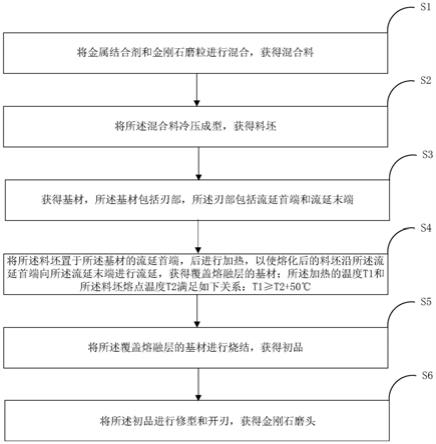
6.本发明实施例提供了一种金刚石磨头的制备方法,所述方法包括:
7.将金属结合剂和金刚石磨粒进行混合,获得混合料;
8.将所述混合料冷压成型,获得料坯;
9.获得基材,所述基材包括刃部,所述刃部包括流延首端和流延末端;
10.将所述料坯置于所述基材的流延首端,后进行加热,以使熔化后的料坯沿所述流延首端向所述流延末端进行流延,获得覆盖熔融层的基材;所述加热的温度t1和所述料坯熔点温度t2满足如下关系:t1≥t2 50℃;
11.将所述覆盖熔融层的基材进行烧结,获得初品;
12.将所述初品进行修型和开刃,获得金刚石磨头。
13.可选的,所述将所述料坯置于所述基材的流延首端,后进行加热,以使熔化后的料坯沿所述流延首端向所述流延末端进行流延,获得覆盖熔融层的基材中,
14.所述流延首端的温度t3和所述料坯熔点温度t2满足如下关系:t2 50℃≤t3≤
15.t2 100℃;
16.所述流延末端的温度t4和所述料坯熔点温度t2满足如下关系:t2 100℃≤t4≤
17.t2 150℃;
18.所述流延末端的温度t4高于所述流延首端的温度t3。
19.可选的,所述流延末端的温度t4和所述流延首端的温度t3满足如下关系:t4
‑
t3<50℃。
20.可选的,所述金属结合剂的粒度不大于300目,所述金刚石磨粒的粒度为150目到600目,所述金刚石磨粒和所述金属结合剂的混合质量比为1:4
‑
10。
21.可选的,当150目≤金刚石磨粒的粒度<250目时,所述金刚石磨粒和所述金属结合剂的混合质量比为1:4
‑
6;
22.当250目≤金刚石磨粒的粒度<400目时,所述金刚石磨粒和所述金属结合剂的混合质量比为1:6
‑
8;
23.当400目≤金刚石磨粒的粒度<600目时,所述金刚石磨粒和所述金属结合剂的混合质量比为1:8
‑
10。
24.可选的,所述料坯还包括超细微粉,用以调节所述金属结合剂的流动性,所述超细微粉的粒度不小于1000目,所述超细微粉包括陶瓷球、碳化硅、碳化钛、钨粉和铁粉中的至少一种,所述超细微粉的重量不超过所述混合料重量的5%。
25.可选的,所述料坯为柱状结构,所述料坯的中心轴线和所述基材的中心轴线重合,所述料坯的长径比为1:1
‑
2:1。
26.可选的,所述料坯设有定位槽,所述定位槽用以实现所述料坯和所述基材的定位对接。
27.基于同一发明构思,本发明实施例还提供了一种金刚石磨头的制备装置,所述装置包括:
28.壳体,所述壳体内设有空腔;
29.隔板,所述隔板设于所述壳体内,用以将所述空腔分割为低温区和高温区,所述低温区用以加热料坯和基材的流延首端,所述高温区用以加热基材的流延末端;
30.加热单元,所述加热单元设于所述空腔内,用以调节所述高温区和所述低温区的温度。
31.基于同一发明构思,本发明实施例还提供了一种金刚石磨头的基材,所述基材包括相互连接的柄部和刃部,所述刃部包括流延首端和流延末端,所述流延末端设有止流区,用以限制料坯熔融液的流动。
32.可选的,所述刃部沿所述料坯熔融液方向开设有流动槽。
33.本发明实施例中的一个或多个技术方案,至少具有如下技术效果或优点:
34.本发明实施例提供的金刚石磨头的制备方法,方法包括:将金属结合剂和金刚石磨粒进行混合,获得混合料;将所述混合料冷压成型,获得料坯;获得基材,所述基材包括刃部,所述刃部包括流延首端和流延末端;将所述料坯置于所述基材的流延首端,后进行加热,以使熔化后的料坯沿所述流延首端向所述流延末端进行流延,获得覆盖熔融层的基材;所述加热的温度t1和所述料坯熔点温度t2满足如下关系:t1≥t2 50℃;将所述覆盖熔融层的基材进行烧结,获得初品;将所述初品进行修型和开刃,获得金刚石磨头;通过料坯加热融化后,产生一定的流淌,覆盖和包裹基材,形成要求形状的磨粒层;解决了在制作较复杂和长径比较大形状的磨头时,成型工艺复杂和成型后烧结开裂的问题。
35.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够
更明显易懂,以下特举本发明的具体实施方式。
附图说明
36.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
37.图1是本发明实施例提供的方法的流程图;
38.图2是本发明实施例1提供的制备过程示意图;
39.图3是本发明实施例2提供的制备过程示意图;
40.图4是本发明对比例2提供的制备过程示意图。
具体实施方式
41.下文将结合具体实施方式和实施例,具体阐述本发明,本发明的优点和各种效果将由此更加清楚地呈现。本领域技术人员应理解,这些具体实施方式和实施例是用于说明本发明,而非限制本发明。
42.在整个说明书中,除非另有特别说明,本文使用的术语应理解为如本领域中通常所使用的含义。因此,除非另有定义,本文使用的所有技术和科学术语具有与本发明所属领域技术人员的一般理解相同的含义。若存在矛盾,本说明书优先。
43.除非另有特别说明,本发明中用到的各种原材料、试剂、仪器和设备等,均可通过市场购买得到或者可通过现有方法制备得到。
44.本技术实施例的技术方案为解决上述技术问题,总体思路如下:
45.申请人在发明过程中发现:金属结合剂与金刚石磨粒的混合料在液相线上应具有一定流动性,故将成型料坯置于基材高位,基材刃部未被料坯覆盖,裸露;在刃部基材上,构造温差,料坯放置处温度较低,基材刃部的末端温度较高,两处温度均高于金属结合剂的液相线,温差不超过50
°
。成型料坯受热融化,所处位置温度相对较低,融化后会朝向温度较高处(刃部基材末端)流延,流延过程中完成对刃部基材的包裹覆盖。烧结完成降温后,料坯重新转变为固相,形成完整的磨削工作层烧结坯。
46.根据本发明一种典型的实施方式,提供了一种金刚石磨头的制备方法,所述方法包括:
47.s1.将金属结合剂和金刚石磨粒进行混合,获得混合料;
48.作为一种可选的实施方式,金属结合剂的粒度不大于300目,所述金刚石磨粒的粒度为150目到600目,所述金刚石磨粒和所述金属结合剂的混合质量比为1:4
‑
10。
49.具体而言,金属结合剂可以选自铜基、银铜基、铜锡基等常见金属结合剂,金属结合剂的形状为球形。
50.更优化的,为了保证混合料在金属结合剂液相线以上时具有较好的流动性,申请人发现,可以根据金刚石磨粒的粒度来调节金刚石磨粒和金属结合剂的比例,进而实现对流动性的控制,具体如下:
51.当150目≤金刚石磨粒的粒度<250目时,所述金刚石磨粒和所述金属结合剂的混
合质量比为1:4
‑
6;
52.当250目≤金刚石磨粒的粒度<400目时,所述金刚石磨粒和所述金属结合剂的混合质量比为1:6
‑
8;
53.当400目≤金刚石磨粒的粒度<600目时,所述金刚石磨粒和所述金属结合剂的混合质量比为1:8
‑
10。
54.作为一种可选的实施方式,可通过添加1000目以上的超细微粉来进一步调节金属结合剂的流动性,一般选用超细微粉可以选自陶瓷球,碳化硅,碳化钛,钨粉,铁粉等;超细微粉添加一般不超过已有混合料重的5%。
55.s2.将所述混合料冷压成型,获得料坯;
56.料坯的质量通过计算可得,具体的按磨头的成品尺寸设计,计算出成品所需料层体积,乘以密度即可得到成品料层质量,考虑烧结过后放电修型去除30%左右的料层,考虑流延烧结的正常损耗,设计料坯质量为成品料层质量的150%,总而言之,要达到的目的是,满足按设计厚度覆盖基材所有刃部区域。
57.冷压成型采用常用的冷压成型工艺即可,具体可以为:预合金粉末与金刚石磨粒及其他添加成分,经酒精润湿打散,于搅拌机中搅拌4小时;混合均匀经处理,使用对应的模具和冲头,由压力机施加压力,冷压成型成有一定强度的料坯。
58.作为一种可选的实施方式,料坯为柱状结构,所述料坯的中心轴线和所述基材的中心轴线重合,所述料坯的长径比为1:1
‑
2:1。
59.长径比不超过2:1,而现在的冷压成型大都是采用这个数值,故该数值对成型工艺很友好,很方便,且后面烧结熔化流延时,此形状也更易于熔化流淌,本领域人员可以理解的是,当常用的冷压成型有变化时,长径比可以做出相应的变换,同时细长型的料坯更利于熔化流淌,换而言之,以上对于料坯长径比的列举,仅用以说明本方法能够实施,而不用以限制本发明,在其他的实施例中,本领域技术人员可以更具实际情况,综合考虑,来选择合适的料坯形状。
60.为了便于料坯和基材的准确对接,本实施例中,料坯设有定位槽,所述定位槽用以实现所述料坯和所述基材的定位对接。具体而言,料坯的定位槽形状根据基材的形状的变化而变化,例如基材为圆柱状时,料坯的定位槽为圆形盲孔,基材为伞状时,料坯的定位槽为对应的球型凹槽。
61.s3.获得基材,所述基材包括刃部,所述刃部包括流延首端和流延末端;
62.s4.将所述料坯置于所述基材的流延首端,后进行加热,以使熔化后的料坯沿所述流延首端向所述流延末端进行流延,获得覆盖熔融层的基材;所述加热的温度t1和所述料坯熔点温度t2满足如下关系:t1≥t2 50℃;
63.申请人在发明过程中发现:若加热的温度t1取值不满足t1≥t2 50℃时,烧结体融化程度会降低,难以发生流延,且低温情况下,提供给金刚石与金属结合剂发生化学结合反应的能量供给不足,反应不充分,正品后性能较差,当然,加热的温度t1也不能取值过高,一般而言,t1<t2 100℃。
64.作为一种可选的实施方式,将所述料坯置于所述基材的流延首端,后进行加热,以使熔化后的料坯沿所述流延首端向所述流延末端进行流延,获得覆盖熔融层的基材中,
65.所述流延首端的温度t3和所述料坯熔点温度t2满足如下关系:t2 50℃≤t3≤t2
100℃;
66.所述流延末端的温度t4和所述料坯熔点温度t2满足如下关系:t2 100℃≤t4≤t2 150℃;
67.所述流延末端的温度t4和所述流延首端的温度t3满足如下关系:0℃<t4
‑
t3<50℃。
68.控制流延末端的温度较所使用金属结合剂的液相点高100℃至150℃,温度取值过高,流延过为剧烈,不易控制,容易报废产品,且金刚石在过高温度下易发生碳化,应尽可能避免过高温度;温度取值过低,则与低温区拉不开温差,温差小,烧结体的流延驱动力不强。
69.控制流延首端的温度较所使用金属结合剂的液相点高50℃至100℃,温度取值过高,则与高温区拉不开温差,温差小,烧结体的流延驱动型不强;温度取值过低,烧结体融化程度会降低,难以发生流延,且低温情况下,提供给金刚石与金属结合剂发生化学结合反应的能量供给不足,反应不充分,正品后性能较差。
70.流延末端的温度t4高于流延首端的温度t3。
71.申请人发现,单依靠重力,料坯融化并流延,但是融化效果有限,仅沿基材流延非常短的距离即达到自恰平衡,不再流延,且其流延的方向较为随机并不可控,造成次品率较高;而采用流延末端的温度t4高于流延首端的温度t3,人为的营造温差的环境下,料坯将沿着温差方向,产生非常强烈的流延趋势,能够实现较好的,可控的流延,完成整个刃部的包覆,更优化的,流延末端的温度t4和流延首端的温度t3的温度差一般不超过50℃,超过50℃会造成流延状态过为剧烈,难以控制,良率低。
72.s5.将所述覆盖熔融层的基材进行烧结,获得初品;
73.烧结可以采用常见的烧结工艺即可,例如,抽真空至对应真空值开始加热,一般加热至600度左右,进入保温时间,此时料坯内一些多余的溶剂,杂质开始分解挥发,保温1小时左右,后升温至最高指定温度,并保温1小时左右,后关闭加热,自然降温,完成烧结。
74.烧结过程中,位于基材顶端的料坯随着温度升高,有固相转变为液相,沿刃部基材流淌,由于存在温差,液态料坯有非常强的驱动力使其朝着基材的高温区域流延;烧结结束后,降温,液态料坯固化,完成对基材刃部的覆盖和包裹。
75.s6.将所述初品进行修型和开刃,将磨头毛坯加工到成品尺寸,获得金刚石磨头。
76.根据本发明另一种典型的实施方式,还提供了一种金刚石磨头的制备装置,所述装置包括:
77.壳体,所述壳体内设有空腔;
78.隔板,所述隔板设于所述壳体内,用以将所述空腔分割为低温区和高温区,所述低温区用以加热料坯和基材的流延首端,所述高温区用以加热基材的流延末端;
79.加热单元,所述加热单元设于所述空腔内,用以调节所述高温区和所述低温区的温度。
80.根据不同的加热原理,通过红外线遮光板或隔热瓦,可营造出温差,将基材柄部置于高温区域,将基材刃部置于低温区域,设计磨粒层覆盖基材区域的末端(即流延末端),处在高温与低温区域的交界位置。
81.根据本发明另一种典型的实施方式,还提供了一种金刚石磨头的基材,所述基材包括相互连接的柄部和刃部,所述刃部包括流延首端和流延末端,所述流延末端设有止流
区,用以限制料坯熔融液的流动;具体而言,当基材为圆柱状时,可在流延末端开设止流槽来实现对料坯熔融液的止流;当基材结构为伞状时,此时刃部和柄部有突变部,天然的具有止流区,故类似于此类结构时,无需人为增设止流区。
82.作为一种可选的实施方式,基材可设计为增强流延润湿的结构,例如圆锥、圆台形等,必要时可增加流道沟槽设计。
83.下面将结合实施例、对照例及实验数据对本技术的金刚石磨头的制备方法和装置及其基材进行详细说明。
84.实施例1
85.一种金刚石磨头的制备方法,方法包括:
86.使用青铜基结合剂,铜70%,银20%,锡8%,其他2%。液相线为870℃;
87.金刚石选用mbd10型400目金刚石;金刚石与结合剂质量配比为1:7.5;
88.基材结构分柄部和刃部,如图2所示,柄部直径6mm,刃部直径5mm,刃部长30mm,柄部长60mm;
89.单向冷压成型料坯,直径10mm,高度8mm,在其底部设有配合孔,可与基材刃部顶端配合,配合孔深1mm,配合间隙0.05至0.1mm;
90.烧结采用红外加热,并抽真空至10
‑3pa,并设有遮光板隔热,基材柄部位于遮光板内侧,受到红外灯管的辐射传热,基材刃部位于遮光板外侧,隔绝了下部红外灯管的辐射,仅可接受外侧红外灯管的辐射加热。遮光板内、外侧的红外灯管数量、功率不同,加热效果由分布于加热区的热电偶检测,并由计算机控制加温。设定内侧温度1100℃,外侧温度1000℃,由于基材与料坯本身可以导热,故其上温度温差实际上会小于100℃。
91.在烧结达到最高温度保温时,烧结坯(料坯)开始缓慢融化,并逐渐坍塌下移,包裹基材端部,随着烧结坯逐渐液化下移,其受到基材导热温度越来越高,出现加速下移现象。经高温保温25min,液态烧结坯已覆盖完整刃部基材,并在刃部末端陷入止流沟槽中。此时调整高温区红外灯管功率与低温区一致,高温区开始降温,至低温区温度后继续保温。此时烧结工艺进入常见铜基,青铜基高温保温烧结阶段,工艺不赘述。当烧结彻底完成后,关闭加热并充入氩气迅速降温,保证烧结坯固相线以上温度区间的降温速率应控制在50℃/min以上,防止烧结坯进一步液化流淌。
92.烧结完成后经测量,刃部直径不规则,最小处直径7.4mm,按成品尺寸直径7mm要求,尚有0.4mm的余量;通过电火花修型,将磨头尺寸修整到位。
93.实施例2
94.一种金刚石磨头的制备方法,方法包括:
95.使用青铜基结合剂,铜60%,银25%,锡13%,其他2%。液相线为840
°
;金刚石选用mbd10型180目金刚石;金刚石与结合剂质量配比为1:6;
96.基材结构分柄部和刃部,如图3所示,基材伞盖形刃部直径为30mm;
97.烧结采用红外加热,并抽真空至10
‑3pa,并设有遮光板隔热,将料坯位置和基材刃部外缘分隔开,料坯位置受较少红外灯管加热,基材刃部外缘区域受较多红外灯管加热。遮光板两侧侧的红外灯管数量、功率不同,加热效果由分布于加热区的热电偶检测,并由计算机控制加温。设定低温区温度1000℃,高温区温度900℃,由于基材与料坯本身可以导热,故其上温度温差实际上会小于100℃。
98.在烧结达到最高温度保温时,烧结坯(料坯)开始缓慢融化,并逐渐融化流延,覆盖包裹基材刃部曲面,随着烧结坯逐渐液化流淌,其受到基材导热温度越来越高,出现加速流延现象。经高温保温20min,液态烧结坯已覆盖完整刃部基材。此时调整高温区红外灯管功率与低温区一致,高温区开始降温,至低温区温度后继续保温。此时烧结工艺进入常见铜基,青铜基高温保温烧结阶段,工艺不赘述。当烧结彻底完成后,关闭加热并充入氩气迅速降温,保证烧结坯固相线以上温度区间的降温速率应控制在50℃/min以上,防止烧结坯进一步液化流淌。
99.烧结完成后经测量,刃部直径不规则,基材刃部圆弧面覆盖砂层厚度最薄处达到1.8mm,超过设计厚度的1.5mm,通过电火花修型,将刃部砂层修整为圆滑弧面,即为成品。
100.对比例1
101.本对比例的工艺和实施例1采用的工艺相同,以下内容除外:
102.金刚石与结合剂质量配比为1:10,设定遮光板内侧温度1150℃,外侧温度950℃,由于基材与料坯本身可以导热,故其上温度温差实际上会小于200℃,但超过100℃。
103.料坯由于配比和温差的改变,剧烈流淌,冷却固化后,形状尺寸无法保证,造成废品。
104.对比例2
105.本对比例制备和实施例2相同的磨头,具体该工艺如下:
106.首先需要通过冷压与基材上成型一个较大的料坯,如图4所示,后将料坯进行烧结。
107.由于料坯直径较大,成型过程中容易出现开裂,密度不均,成型难度较大。
108.在烧结过程中,由于料坯密度不均,烧结固液相转化收缩比例不一,会产生裂缝,此外,在高温下料坯内一些低熔点的成分液化时产生鼓包和气孔,由于料坯与基材贴合面积较大,只能从料坯外形面排出,由此产生孔洞和鼓包,造成产品报废。
109.实施例1
‑
2和对比例1
‑
2制得的产品随机选取20支进行检验,结果如下表所示。
[0110][0111]
由上表可得,采用本发明实施例同的方法制备的磨头,瑕疵少,良品率高,解决了在制作较复杂和长径比较大形状的磨头时,成型工艺复杂和成型后烧结开裂的问题。
[0112]
本发明实施例中的一个或多个技术方案,至少还具有如下技术效果或优点:
[0113]
(1)本发明实施例提供的方法利用金属结合剂与金刚石磨粒的混合料在液相线上应具有一定流动性;将成型料坯置于基材高位,基材刃部未被料坯覆盖,裸露;在刃部基材
上,构造温差,料坯放置处温度较低,基材刃部的末端温度较高,两处温度均高于金属结合剂的液相线,温差不超过50
°
。成型料坯受热融化,所处位置温度相对较低,融化后会朝向温度较高处(刃部基材末端)流延,流延过程中完成对刃部基材的包裹覆盖。烧结完成降温后,料坯重新转变为固相,形成完整的磨削工作层烧结坯。
[0114]
(2)本发明实施例提供的方法应用温差成型烧结工艺,利用金属结合剂转变为液相时,会朝温度更高区域流延的特性,将成型和烧结工艺结合为一道工序,通过控制温差,使料坯受热融化后,产生一定的流淌,覆盖和包裹基材,形成要求形状的磨粒层。
[0115]
最后,还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0116]
尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
[0117]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

