1.本实用新型属于模具技术领域,涉及一种成型模具,特别是一种铝合金车门防撞杆成型模具。
背景技术:
2.在现有的合金材质中,铝合金材质由于其强度高,抗拉极限高,使其得到了广泛的应用,特别是应用于车门的防撞杆上。
3.但是,铝合金在成型过程中其回弹量较大,而车门防撞杆的两端及中间均需要进行弯曲,因此,在车门防撞杆的成型过程中需要将弯曲部分的回弹量考虑进行,但由于该回弹量难以精确控制,导致成型的车门防撞杆的次品率提高,造成材料的浪费。
技术实现要素:
4.本实用新型的目的是针对现有的技术存在上述问题,提出了一种能够减少产品成型回弹量,提高产品合格率的成型模具。
5.本实用新型的目的可通过下列技术方案来实现:一种铝合金车门防撞杆成型模具,包括:上模结构和下模结构,以及位于上模结构和下模结构之间的成型空间,且在成型空间的两端分别各设置有夹紧结构、平移结构以及下压结构,其中,夹紧结构包括导向座,并在导向座内安装有拉块,且在拉块的一端安装有两个可相对移动的夹紧部;平移结构包括两个相对设置的平移部,且两个平移部的一端伸入导向座内并与拉块的另一端抵靠配合;下压结构包括用以下压拉块的第一动力源,和用以复位拉块的第二动力源。
6.在上述的一种铝合金车门防撞杆成型模具中,夹紧部包括连接于上模结构上的夹杆,和与夹杆楔形配合的夹块,其中,夹杆上设置第一斜面,且在夹块上设置有与第一斜面相贴合的第二斜面。
7.在上述的一种铝合金车门防撞杆成型模具中,夹块与拉块之间设置有定位部,其中,该定位部采用凹凸配合。
8.在上述的一种铝合金车门防撞杆成型模具中,定位部包括设置于夹块上的凸部/或凹部,和设置于拉块上的凹部/或凸部。
9.在上述的一种铝合金车门防撞杆成型模具中,两个夹块的相对一侧表明均设置锯齿状条纹。
10.在上述的一种铝合金车门防撞杆成型模具中,平移部包括与上模结构相连的平移杆,和与平移杆楔形配合的平移块,其中,平移杆上设置有第三斜面,且在平移块上设置有与第三斜面相贴合的第四斜面。
11.在上述的一种铝合金车门防撞杆成型模具中,导向座与拉块之间呈楔形配合,其中,导向座上设置有第五斜面,且在拉块上设置有与第五斜面相贴合的第六斜面。
12.在上述的一种铝合金车门防撞杆成型模具中,上模结构包括上模板,和与上模板相连的上成型块,以及压板,其中,夹杆的一端沿上模结构的下移方向贯穿压板,并与夹块
楔形配合,夹杆的另一端通过紧固件连接于上成型块上,平移杆的一端与压板卡接配合,平移杆的另一端与平移块楔形配合。
13.在上述的一种铝合金车门防撞杆成型模具中,在压板的各个部角上设置有导向柱,其中,导向柱的一端沿下模结构的下移方向,贯穿压板并连接于导向座上,导向柱的另一端沿上模结构的上移方向,贯穿上成型块并连接于上模板上。
14.在上述的一种铝合金车门防撞杆成型模具中,第一动力源和第二动力源均为氮气弹簧,其中,第二动力源的轴线方向与拉块的平移方向相互平行。
15.与现有技术相比,本实用新型的有益效果:
16.(1)、本实用新型提供的一种铝合金车门防撞杆成型模具,通过夹紧结构和上模结构,使得产品在成型之前达到屈服强度,而后通过下压结构中的动力源,实现产品的完全成型,从而减小产品成型后的回弹量,进而提高产品成型的合格率。
17.(2)、夹杆与夹块之间的楔形配合,一方面保证夹持力的稳定性,另一方面使得两个夹块在相向移动,或者相反移动时的同步性,避免夹紧后的产品发生单向偏移,提高后续产品弯曲成型的合格率。
18.(3)、平移杆与平移块之间的楔形配合,保证平移块在移动过程中的平稳性和同步性,避免拉块在下移或者上移过程中与平移块发生干涉,从而提高拉块移动的可靠性。
19.(4)、导向座与拉块之间的楔形配合,不仅保证了拉块在下移过程中的平稳定,并且楔形配合使得导向座与拉块形成“错位”,实现了产品端部的弯曲成型。
20.(5)、第二动力源的轴线方向与拉块的平移方向相互平行,使得拉块在复位过程中,其氮气弹簧产生的复位力,与拉块的平移方向始终一致,提高拉块在复位过程中的稳定性。
附图说明
21.图1是本实用性一种铝合金车门防撞杆成型模具的结构示意图。
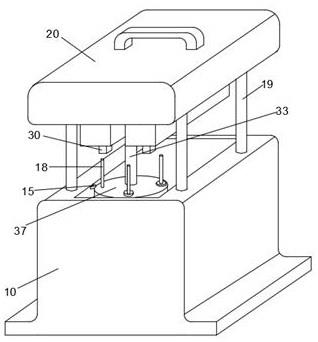
22.图2是本实用新型一种铝合金车门防撞杆成型模具的局部结构示意图。
23.图3是本实用新型一种铝合金车门防撞杆成型模具的局部爆炸图。
24.图4是本实用新型一种铝合金车门防撞杆成型模具的局部剖视图一。
25.图5是本实用新型一种铝合金车门防撞杆成型模具的局部剖视图二。
26.图中,100、上模结构;110、上模板;120、上成型块;130、压板;140、导向柱;200、下模结构;300、成型空间;400、夹紧结构;410、导向座;411、第五斜面;420、拉块;421、凹部;422、第六斜面;430、夹杆;431、第一斜面;440、夹块;441、第二斜面;442、凸部;500、平移结构;510、平移杆;511、第三斜面;520、平移块;521、第四斜面;600、下压结构;610、第一动力源;620、第二动力源。
具体实施方式
27.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
28.如图1至图5所示,本实用新型提供的一种铝合金车门防撞杆成型模具,包括上模结构100和下模结构200,以及位于上模结构100和下模结构200之间的成型空间300,且在成
型空间300的两端分别各设置有夹紧结构400、平移结构500以及下压结构600,其中,夹紧结构400包括导向座410,并在导向座410内安装有拉块420,且在拉块420的一端安装有两个可相对移动的夹紧部;平移结构500包括两个相对设置的平移部,且两个平移部的一端伸入导向座410内并与拉块420的另一端抵靠配合;下压结构600包括用以下压拉块420的第一动力源610,和用以复位拉块420的第二动力源620。
29.本实用新型提供的一种铝合金车门防撞杆成型模具,通过夹紧结构400和上模结构100,使得产品在成型之前达到屈服强度,而后通过下压结构600中的动力源,实现产品的完全成型,从而减小产品成型后的回弹量,进而提高产品成型的合格率。
30.优选地,如图1至图5所示,夹紧部包括连接于上模结构100上的夹杆430,和与夹杆430楔形配合的夹块440,其中,夹杆430上设置第一斜面431,且在夹块440上设置有与第一斜面431相贴合的第二斜面441。
31.在本实施例中,随着上模结构100的下移,使得夹杆430跟随上模结构100下移,由于夹杆430与夹块440之间的楔形配合,随着夹杆430的下移,使得两个夹块440相向移动,从而实现产品的夹紧。
32.进一步优选地,夹块440与拉块420之间设置有定位部,其中,该定位部采用凹凸配合。
33.进一步优选地,该定位部包括设置于夹块440上的凸部442,和设置于拉块420上的凹部421。
34.在本实施例中,凸部442与凹部421的位置可以进行互换,即在夹块440上设置凹部421,且在拉块420上设置凸部442。
35.在本实施例中,夹杆430与夹块440之间的楔形配合,一方面保证夹持力的稳定性,另一方面使得两个夹块440在相向移动,或者相反移动时的同步性,避免夹紧后的产品发生单向偏移,提高后续产品弯曲成型的合格率。
36.进一步优选地,两个夹块440的相对一侧表明均设置锯齿状条纹。
37.优选地,如图1至图5所示,平移部包括与上模结构100相连的平移杆510,和与平移杆510楔形配合的平移块520,其中,平移杆510上设置有第三斜面511,且在平移块520上设置有与第三斜面511相贴合的第四斜面521。
38.在本实施例中,当两个平移块520沿相反方向移动时,解除平移块520对于拉块420的托举(抵靠配合),使得拉块420在第一动力源610的作用下向下移动,实现产品的弯曲变形;当产品成型完成后,拉块420在第二动力源620的作用下向上移动,实现复位,为两个平移块520的相向移动,提供空间,最后完成平移块520与拉块420的再次抵靠配合。
39.在本实施例中,平移杆510与平移块520之间的楔形配合,保证平移块520在移动过程中的平稳性和同步性,避免拉块420在下移或者上移过程中与平移块520发生干涉,从而提高拉块420移动的可靠性。
40.优选地,如图1至图5所示,导向座410与拉块420之间呈楔形配合,其中,导向座410上设置有第五斜面411,且在拉块420上设置有与第五斜面411相贴合的第六斜面422。
41.在本实施例中,导向座410与拉块420之间的楔形配合,不仅保证了拉块420在下移过程中的平稳定,并且楔形配合使得导向座410与拉块420形成“错位”,实现了产品端部的弯曲成型。
42.优选地,如图1至图5所示,上模结构100包括上模板110,和与上模板110相连的上成型块120,以及压板130,其中,夹杆430的一端沿上模结构100的下移方向贯穿压板130,并与夹块440楔形配合,夹杆430的另一端通过紧固件连接于上成型块120上,平移杆510的一端与压板130卡接配合,平移杆510的另一端与平移块520楔形配合。
43.优选地,如图1至图5所示,在压板130的各个部角上设置有导向柱140,其中,导向柱140的一端沿下模结构200的下移方向,贯穿压板130并连接于导向座410上,导向柱140的另一端沿上模结构100的上移方向,贯穿上成型块120并连接于上模板110上。
44.优选地,如图1至图5所示,第一动力源610和第二动力源620均为氮气弹簧,其中,第二动力源620的轴线方向与拉块420的平移方向相互平行。
45.在本实施例中,第二动力源620的轴线方向与拉块420的平移方向相互平行,使得拉块420在复位过程中,其氮气弹簧产生的复位力,与拉块420的平移方向始终一致,提高拉块420在复位过程中的稳定性。
46.本实用新型一种铝合金车门防撞杆成型模具的工作原理:首先上模结构100在外部压力机的作用下下移,带动夹杆430同步下移,使得两块夹块440相向移动,实现产品端部的夹紧;接着上模结构100持续下移,带动压板130、平移杆510同步下移,使得两块平移块520相反移动,解除平移块520对于拉块420的托举支撑;最后上模结构100持续下压,通过第一动力源610经压板130推动拉块420下移,随着上模结构100的下压,使得第一动力源610受压,从而实现产品的弯曲成型。
47.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。