技术特征:
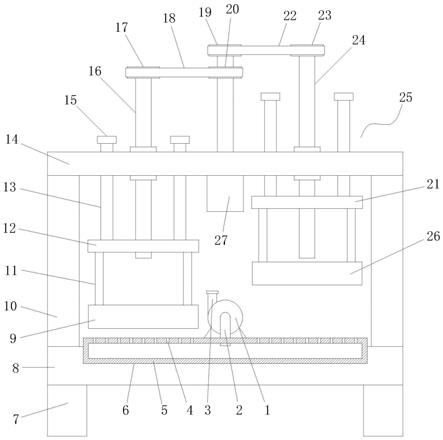
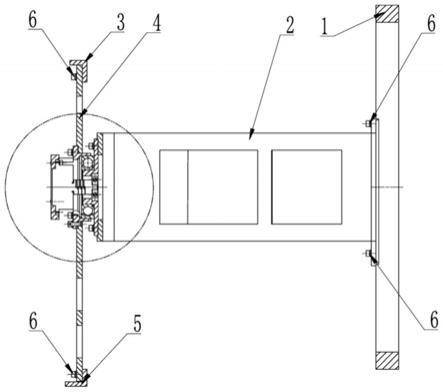
1.一种带自动排序的射钉弹装药系统,其特征在于:包括用于装击发药的旋药生产线和用于装发射药的压装生产线,所述旋药生产线包括用于放置容药腔朝上的射钉弹的旋药孔板(1)、旋药上料输送线(2)、旋药输送线(3)、用于将击发药引入到射钉弹内的引药机(4)和用于使击发药旋药的旋药机(5),所述旋药上料输送线(2)的末端设置在旋药输送线(3)的初始端,所述引药机(4)和旋药机(5)沿着旋药输送线(3)的输送方向依次设置,且引药机(4)和旋药机(5)分别位于旋药输送线(3)的外侧,所述旋药孔板(1)能随着旋药上料输送线(2)移动到旋药输送线(3)上,所述旋药生产线通过旋药控制系统控制;所述压装生产线包括用于放置带击发药且弹壳向上的射钉弹的压装板(6)、压装上料输送线(7)、用于带动压装板(6)移动的压装输送线(8)、用于将发射药装入到射钉弹内的装药机(9)、用于将射钉弹内发射药压实的压药机(10)、用于在射钉弹弹口处形成花纹的压花机(11)、用于将射钉弹弹口收拢的收口机(12)、用于射钉弹弹口整形的整形机(13)和用于将射钉弹弹口密封的点胶机(14),所述压装上料输送线(7)的末端设置在压装输送线(8)的初始端,所述压装输送线(8)依次穿过装药机(8)、压药机(10)、压花机(11)、收口机(12)、整形机(13)和点胶机(14),所述压装板(6)能随着压装上料输送线(7)移动到压装输送线(8),所述压装生产线通过压装控制系统控制;所述旋药生产线的初始端设置有旋药排序装置(15),所述旋药排序装置(15)用于将射钉弹有序的装到旋药孔板内且容药腔朝上,在旋药生产线与压装生产线之间设置有用于烘干击发药的烘干机(16),在所述烘干机(16)与压装生产线之间设置有压装排序装置(17),所述压装排序装置(17)用于将带击发药的射钉弹有序地装到压装板(6)内且容药腔朝上,在所述压装生产线的后端设置有用于收集成品弹的自动卸弹装置(18),在所述自动卸弹装置(18)与压装生产线之间设置有用于晾干射钉弹上封漆的风干装置(19)。所述压装板(6)包括压装孔板(6a)和压装底板(6b),且所述压装孔板(6a)和压装底板(6b)在压装排序装置(17)的输出端合并,所述压装排序装置(17)包括摇板装置和合板装置,所述摇板装置用于与压装孔板(6a)配合将带击发药的射钉弹有序地装入到压装孔板(6a)内且容药腔朝上,所述合板装置用于将压装底板(6b)装到带射钉弹的压装孔板(6a)下方形成压装板(6)。2.根据权利要求1所述的带自动排序的射钉弹装药系统,其特征在于:在旋药生产线的末端设置有用于将旋药孔板(1)回收至旋药排序装置(15)的旋药回收线,在自动卸弹装置(18)后设置有用于将压装板(6)回收至压装排序装置(17)的压装回收线(20),所述压装板回收线(20)包括并排设置地孔板回收线(20a)和底板回收线(20b)。3.根据权利要求1所述的带自动排序的射钉弹装药系统,其特征在于:所述旋药上料输送线(2)前后延伸地设置在旋药排序装置(15)的后侧,所述旋药输送线(3)左右延伸地设置在旋药上料输送线(2)的后端,所述旋药输送线(3)的右侧设置有压装排序装置(17)的左侧,且在旋药输送线(3)和压装排序装置(17)之间设置有排序输送线,所述烘干机(16)左右延伸地设置在压装排序装置(17)的前侧,且在压装排序装置(17)与烘干机(16)之间设置有烘干输送线(21),所述压装上料输送线(7)前后延伸地设置在烘干机(17)的右侧,所述压装输送线(8)左右延伸地设置在压装上料输送线(7)末端的右侧,所述风干装置(19)前后延伸地设置在压装输送线(8)的右侧,所述自动卸弹装置(18)设置在风干装置(19)的左后侧。4.根据权利要求1所述的带自动排序的射钉弹装药系统,其特征在于:所述摇板装置具
体包括摇板(25)、第一推入机构(26)、排序机构(27)、第二推入机构(28)、第一翻转机构(29)、摇板回收线(30)、第三推入机构(31)和第二翻转机构(32),所述第一推入机构(26)设置在排序机构(27)的左侧,所述第一推入机构(26)用于将摇板(25)推入到排序机构(27)内进行排序且将排序完成后的摇板(25)推入到第二推入机构(28),所述第二推入机构(28)设置排序机构(27)的右侧,在所述第二推入机构(28)的前侧设置有第一翻转机构(26),在所述第二推入机构(28)上设置有用于将压装孔板(6a)抓取到摇板(25)上的第一抓取机构(33),所述第二推入机构(28)用于将带有压装孔板(6a)的摇板(25)推入到第一翻转机构(26)内并将翻转后的摇板(25)继续推出第一翻转机构(26),在所述第一翻转机构(26)的左侧设置有摇板回收线(30),在所述第一翻转机构(26)上设置有用于将摇板(25)抓取到摇板回收线(30)上的第二抓取机构(34),所述在摇板回收线(30)的末端设置有用于将摇板(25)推入到第二翻转机构(32)的第三推入机构(31),在所述第三推入机构(31)的后侧设置有第二翻转机构(32),且第二翻转机构(32)位于第一推入机构(26)的前侧,所述第三推入机构(31)用于将摇板(25)推入到第二翻转机构(32)并将翻转后将翻转后的摇板(25)推入到第一推入机构(26)上。5.根据权利要求4所述的带自动排序的射钉弹装药系统,其特征在于:所述排序机构(27)包括通过电机带动其震动的活动板(27a),多个所述摇板(25)安装在活动板(27a)上,所述活动板(27a)的前侧面和左右侧面上均设置有能上下移动的活动挡板(27b),所述活动板(27a)的后侧面上设置有能收集槽(27c),在排序机构(27)的上方设置有用于能将多余的射钉弹刮到收集槽(27c)内的刮板机构(35)。6.根据权利要求4所述的带自动排序的射钉弹装药系统,其特征在于:所述第一推入机构(26)包括第一推入平台(26a),在第一推入平台(26a)的右侧设置有能左右移动的第一推动块(26b),在第一推入平台(26a)的前侧设置有第一挡块(26c),第一挡块(26c)用于防止第三推入机构(31)将摇板(25)推过;所述第二推入机构(28)包括第二推入平台(28a),在第二推入平台(28a)的后端设置有能前后移动的第二推块(28b),在第二推入平台(28a)的右端设置有能左右移动的第三推块(28c),在第三推块(28c)上设置有能带动第三推块(28c)上下移动的顶升机构,在第二推入平台(28a)的前端设置有用于防止摇板25向前推过的第二挡块(28d),在第二推入平台(28a)的右端设置有用于保证摇板(25)能被推入到第一翻转机构(29)的第三挡块(28e)。7.根据权利要求4所述的带自动排序的射钉弹装药系统,其特征在于:所述第一翻转机构(29)和第二翻转机构(32)结构相同均包括前后延伸的翻转筒,所述摇板(25)或者带压装孔板(6a)的摇板(25)能被翻转筒卡住,在所述翻转筒中部设置有翻转齿轮,所述翻转齿轮与能左右移动的翻转齿条啮合,在所述第一翻转机构(29)的前段设置有便于翻转后带压装孔板(6a)的摇板(25)放置的停靠台。8.根据权利要求1所述的带自动排序的射钉弹装药系统,其特征在于:所述旋药生产线上设置有备用旋药机(22),所述备用旋药机(22)位于旋药输送线(3)靠近末端的位置处,所述压装生产线上设置有备用压机(23),所述备用压机(23)与压花机(11)结构相同,且位于压装输送线(8)上且在整形机(13)和点胶机(14)之间。9.根据权利要求1所述的带自动排序的射钉弹装药系统,其特征在于:在所述压药机(10)与压花机(11)之间设置有用于填满容药腔的第二次装药机(24)。
10.根据权利要求3所述的带自动排序的射钉弹装药系统,其特征在于:所述旋药上料输送线(2)设置有用于检测旋药孔板(1)上是否正确装有射钉弹的第一检测台,所述排序输送线前设置有用于检测是否装入击发药的第二检测台,所述烘干输送线(21)前设置有用于检测是否正确装有射钉弹的第三检测台,所述点胶机(14)后设置有用于检测弹口是否密封的第四检测台。
技术总结
本发明公开了一种带自动排序的射钉弹装药系统,包括用于装击发药的旋药生产线和用于装发射药的压装生产线,旋药生产线的初始端设置有自动排序的旋药排序装置,在旋药生产线与压装生产线之间设置有用于烘干击发药的烘干机,在烘干机与旋药生产线之间设置有自动排序的压装排序装置,在压装生产线的后端设置有用于收集成品弹的自动卸弹装置,在自动卸弹装置与压装生产线之间设置有用于晾干射钉弹上封漆的风干装置,压装板包括压装孔板和压装底板,压装排序装置包括摇板装置和合板装置,摇板装置用于与压装孔板配合将带击发药的射钉弹有序地装入到压装孔板内且容药腔朝上。整个装药过程中人工参与少,能实现智能化生产,提高生产效率,降低人工成本。降低人工成本。降低人工成本。
技术研发人员:管维柱 李严 叶丽 肖威 彭杰 刘二语
受保护的技术使用者:重庆市机电设计研究院
技术研发日:2021.08.02
技术公布日:2021/10/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。