1.本发明属于有色金属材料塑性变形及应用技术领域,具体涉及一种改善大尺寸镁合金薄板中圆形局域力学性能的装置及方法。
背景技术:
2.大尺寸镁合金轧制薄板室温下强度低、塑性差,基面织构较强,在成形大型复杂结构件的过程中,圆角或环形等结构处容易出现过度减薄或开裂等缺陷。此类结构的板坯形状为大尺寸镁合金薄板中的圆形局域,因此提高该特定局域的强度和塑性能够加强零件成形薄弱环节、保证零件整体顺利成形。
3.目前,通过调整镁合金板材化学成分、晶粒尺寸和织构组分等方式能够提高镁合金薄板整体的强度和塑性。然而,针对镁合金大型复杂构件中特定结构成形困难的问题,通过对镁合金板坯圆形局域的组织预调控来提高该局域力学性能的方法还未见报道。
技术实现要素:
4.本发明针对镁合金大型复杂构件中圆角或环形结构成形过程中易出现过度减薄甚至断裂的问题,提供一种改善大尺寸镁合金薄板中圆形局域力学性能的装置及方法。
5.本发明通过板坯中圆形局域的弯曲和矫直变形,对该局域的微观组织结构进行预调控,主要包括预置孪晶、弱化基面织构等,最终提高板坯中圆形局域力学性能,降低该局域在成形圆角或环形结构时出现成形缺陷的可能性。
6.本发明采用如下技术方案:一种改善大尺寸镁合金薄板中圆形局域力学性能的装置,包括局域弯曲模具和局域矫平模具;其中,局域弯曲模具包括局域弯曲凸模、局域弯曲凹模、压边圈和底座,所述局域弯曲凹模、压边圈和底座的两侧对称设有夹紧槽,局域弯曲凹模、压边圈和底座通过位于夹紧槽内的双头螺柱连接,局域弯曲凹模的中心设有成形孔;所述局域矫平模具包括局域矫直上模、限位环和局域矫直下模,局域矫直上模、限位环和局域矫直下模的两侧分别对称设有夹紧槽,局域矫直上模、限位环和局域矫直下模通过位于夹紧槽内的双头螺柱连接,所述限位环的中心设有底槽,局域矫直下模的上表面设有若干圆槽ⅱ。
7.所述局域弯曲凸模或局域矫直上模包括连接杆和压力头,连接杆的一端与压力头的一端连接,连接杆的另一端设有与压力机连接的螺纹孔。
8.所述连接杆和压力头呈圆柱体,连接杆和压力头的轴线位于同一直线。
9.所述双头螺柱的两端分别设有螺母和平垫圈。
10.所述局域弯曲凹模的成形孔外侧设有若干与成形孔同轴的圆槽ⅰ,其主要作用是保证板材的中心与凹模中心位于同一竖直轴线上,确保在板材中心发生变形。
11.所述底座的中心设有圆孔。
12.所述压边圈上对称设有两个圆锥销,局域弯曲凹模上设有与圆锥销匹配的销孔。
13.所述限位环上对称设有两个圆锥销,局域矫直下模上设有与圆锥销匹配的销孔。
14.一种改善大尺寸镁合金薄板中圆形局域力学性能的方法,包括如下步骤:第一步,在大尺寸镁合金薄板中选择圆形局域,并利用带有压边装置的局域弯曲模具使该圆形局域发生弯曲变形,大尺寸镁合金薄板其它区域保持平直;将大尺寸镁合金薄板放置在局域弯曲模具中,并将选定的圆形局域与模具中的弯曲成形部分对齐,调节夹紧槽上的螺母提供适当夹紧力;对局域弯曲凸模施加压力,使圆形局域发生弯曲变形,保压适当时间,卸载,取出板材。
15.第二步,将大尺寸镁合金薄板放置在带有压边装置的局域矫平模具中,将弯曲变形后的圆形局域矫平;将局域弯曲后的镁合金薄板放置在局域矫直模具中,调节夹紧槽上的螺母提供适当夹紧力;对局域矫直上模施加压力,使弯曲后的圆形局域发生矫直变形,保压适当时间,卸载,取出板材。
16.第三步,通过对所选圆形局域一次或多次的弯曲矫平变形,最终改善镁合金板坯中圆形局域的力学性能。
17.根据镁合金大型复杂冲压件中圆角或环形等具体结构,决定是否添加板材整形工序。
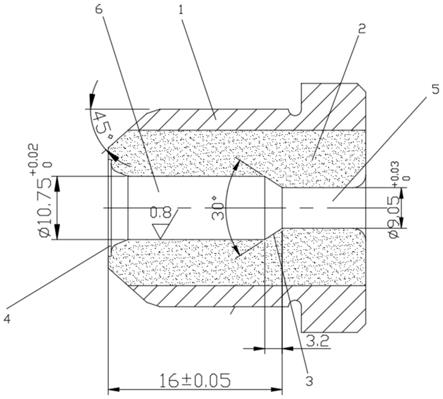
18.局域弯曲模具材料选用cr12mov,成形部分的表面粗糙度ra为0.8~1.6μm。
19.局域弯曲凸模成形部分的形状为圆柱,局域弯曲凹模成形部分的形状为孔。圆柱和孔的主要作用是使选定的圆形局域发生弯曲变形,其中圆柱和孔的直径可根据大尺寸镁合金薄板厚度和圆形局域尺寸调整其大小,以保证板材在局域弯曲变形过程中不发生断裂;凹模上表面设有直径不等的圆槽,其主要作用是保证板材的中心与凹模中心位于同一竖直轴线上,确保在板材中心发生变形;压边圈的主要作用是对大尺寸镁合金薄板中除圆形局域外的区域提供压边力,防止其发生翘曲;底座的主要作用是方便卸料并支撑其他零件。
20.局域弯曲模具在压边圈两侧设有夹紧槽,通过螺母和平垫圈压紧压边圈,进一步增大模具中各零件之间的压紧力,防止模具在矫直变形过程中发生失稳松动。
21.局域矫平模具材料选用cr12mov,成形部分的表面粗糙度ra为0.8~1.6μm。
22.局域矫直上模和局域矫直下模的截面外形为凸字形,工作表面主要由上模中间圆形平直部和下模上表面带有若干圆槽的部分构成。上模中间圆形平直部的主要作用是使弯曲后的圆形局域发生矫直变形;下模上表面直径不等的圆槽的主要作用是方便板材定位,确保在板材中心位置发生变形,其余平直部分的主要作用是保证矫直后圆形状局域的下表面与大尺寸镁合金薄板其它区域的下表面处于同一水平位置。
23.限位环的外形为带有底槽的同心圆柱,工作部分由孔的竖直面和底槽的上表面构成。孔的竖直面的主要作用是为局域矫直上模构成型腔;底槽上表面为平直部分,主要作用是对大尺寸镁合金薄板中除圆形局域外的区域提供压边力,防止其发生翘曲。孔的下部带有圆角,圆角的作用是方便矫直时金属流动,防止矫直过程中板材发生破裂。
24.局域矫直模具在限位环两侧设有夹紧槽,通过螺母和平垫圈压紧限位环,进一步增大模具中各零件之间的压紧力,防止模具在矫直变形过程中发生失稳松动。
25.本发明的有益效果如下:本发明与背景技术相比具有明显的先进性,是针对镁合金大型复杂结构件中圆角或环形结构在成形过程中容易出现过度减薄或开裂的问题,将此类结构对应的镁合金薄板中的圆形局域进行弯曲矫直变形,从而实现圆形局域的孪晶预置、晶粒细化等组织调控,最终改善大尺寸镁合金薄板中圆形局域的强度和塑性,有效预防镁合金结构件中圆角或环形等结构处出现成形缺陷;该方法能够对大尺寸镁合金薄板中特定位置及尺寸的圆形局域进行组织性能预调控,工艺简单可靠,数据精确详实,产物性能好,是一种先进的改善大尺寸镁合金薄板中圆形局域强度和塑性的方法。
附图说明
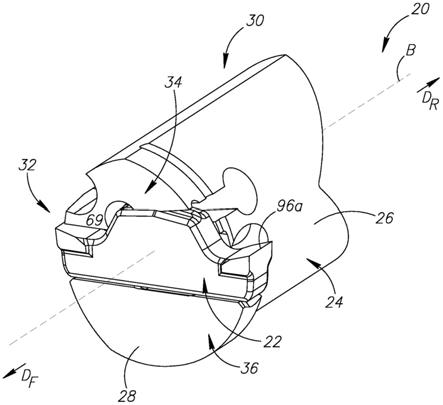
26.图1为大尺寸镁合金薄板中圆形局域弯曲前的正视图;图2为大尺寸镁合金薄板中圆形局域弯曲前的轴测图;图3为大尺寸镁合金薄板中圆形局域弯曲前的局部剖视图;图4为大尺寸镁合金薄板中圆形局域弯曲后的局部剖视图;图5为局域弯曲模具中凸模的轴测图;图6为局域弯曲模具中凹模的轴测图;图7为局域弯曲模具中压边圈(带有圆锥销)的轴测图;图8为局域弯曲模具中底座的轴测图;图9为大尺寸镁合金薄板中圆形局域矫直前的正视图;图10为大尺寸镁合金薄板中圆形局域矫直前的轴测图;图11为大尺寸镁合金薄板中圆形局域矫直前的局部剖视图;图12为大尺寸镁合金薄板中圆形局域矫直后的局部剖视图;图13为局域矫直模具中上模的轴测图;图14为局域矫直模具中限位环(带有圆锥销)的轴测图;图15为局域矫直模具中下模的轴测图;图16为大尺寸镁合金薄板中圆形局域及其它区域的微观组织结构对比图,其中,(a)为其它区域,(b)为圆形区域;图17大尺寸镁合金薄板中圆形局域及其它区域的力学性能对比图;其中:1
‑
局域弯曲凸模(局域矫直上模);2
‑
六角螺母;3
‑
平垫圈;4
‑
压边圈;5
‑
局域弯曲凹模;6
‑
底座;7
‑
双头螺柱;8
‑
大尺寸镁合金薄板;9
‑
局域弯曲变形后的大尺寸镁合金薄板;10
‑
圆槽ⅰ;11
‑
圆锥销;12
‑
圆槽ⅱ;13
‑
限位环;14
‑
局域矫直下模;15
‑
圆形局域弯曲矫直变形后的大尺寸镁合金薄板。
具体实施方式
27.结合附图,对本发明做进一步说明。
28.图1、图2、图3为分别为大尺寸镁合金薄板中圆形局域弯曲前的正视图、轴测图和全剖视图,图4为大尺寸镁合金薄板中圆形局域弯曲后的全剖视图。首先,将大尺寸镁合金
薄板8放置在压边圈4和局域弯曲凹模5中间,通过与局域弯曲凹模上表面的圆槽ⅰ10校准,确保选定的圆形局域与模具中的弯曲成形部分对齐;通过圆锥销11使压边圈4和局域弯曲凹模5相互配合;分别拧紧两侧夹紧槽的六角螺母2,使压边圈4、局域弯曲凹模5、底座6固定压紧;施加压力使局域弯曲凸模1下行,大尺寸镁合金薄板中的圆形局域发生弯曲变形。
29.图5为局域弯曲模具中局域弯曲凸模的轴测图,图6、图7、图8分别为局域弯曲模具中压边圈4、局域弯曲凹模5、局域弯曲底座6的轴测图。局域弯曲凹模5上表面有若干直径不等的圆槽ⅰ10,将圆形板材与圆槽ⅰ相校准,可以确定板材放置的位置。压边圈4的下表面和局域弯曲凹模5的上表面分别有两个销孔,利用圆锥销11可以固定压边圈4和局域弯曲凹模5的相对位置;压边圈4、局域弯曲凹模5、底座6的两侧分别设有夹紧槽,通过双头螺柱7和平垫圈3把三个零件固定压紧。
30.图9、图10、图11分别为大尺寸镁合金薄板中矫直局域矫直前的正视图、轴测图和全剖视图,图12为大尺寸镁合金薄板中圆形局域矫直后的全剖视图。将局域弯曲后的大尺寸镁合金薄板9放置在限位环13和局域矫直下模14之间,通过与局域矫直下模上表面的圆槽ⅱ12校准,确保板材局域弯曲后的中心与局域矫直上模的中心位于同一竖直轴线上;通过圆锥销ⅱ12使限位环13和局域矫直下模14相互配合;分别拧紧两侧夹紧槽的六角螺母2,使限位环13和局域矫直下模14固定压紧;施加压力使局域矫直上模1下行,大尺寸镁合金薄板中的圆形局域发生矫直变形。
31.图13为局域弯曲模具中局域矫直上模的轴测图,图14、图15分别为限位环13、局域矫直下模14的轴测图。局域矫直下模14上表面有若干直径不等的圆槽ⅱ12,将局域弯曲变形后的大尺寸镁合金薄板9与圆槽ⅱ12相校准,可以确定板材放置的位置。限位环13的下表面和局域矫直下模14的上表面分别有两个销孔,利用圆锥销11可以限位环13和局域矫直下模14的相对位置;限位环13、局域矫直下模14的两侧分别设有夹紧槽,通过双头螺柱7和平垫圈3把两个零件固定压紧。
实施例
32.本发明中所述大尺寸镁合金薄板厚度为t,长度为x,宽度为y,则x/t
≫
300,y/t
≫
300。
33.确定大尺寸镁合金薄板中的圆形局域的位置及尺寸。
34.将大尺寸镁合金薄板放置在局域弯曲模具中,并将选定的圆形局域与模具中的弯曲成形部分对齐,调节夹紧槽上的螺母压紧压边圈、凹模和底座;设置局域弯曲凸模进给速度为2mm/min,对其施加压力3mpa,使圆形局域发生弯曲变形,保压5min,卸载,取出板材。
35.将局域弯曲后的镁合金薄板放置在局域矫直模具中,将局域弯曲变形后的中心与局域矫直上模的中心位于同一竖直轴线上,调节夹紧槽上的螺母压紧限位环和下模;设置局域矫直上模的进给速度为2mm/min,施加压力3mpa,使弯曲后的圆形局域发生矫直变形,保压5min,卸载,取出板材。
36.大尺寸镁合金薄板中圆形局域和其它区域进行组织性能测试。
37.利用金相显微镜对大尺寸镁合金薄板中圆形局域和其它区域微观组织结构进行表征;利用单向拉伸试验对大尺寸镁合金薄板中圆形局域圆形局域和其它区域进行力
学性能测试。
38.由图16和17可知,与其它区域相比,圆形局域的晶粒明显细化,并获得了较高体积分数的拉伸孪晶,因此圆形局域的强度和伸长率都明显优于其它区域。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。