1.本发明涉及板材开料设备技术领域,具体涉及一种数控倒角机。
背景技术:
2.根据市场需求反馈,目前市面上的倒角机,大部分为手动调角度,没有自动送料功能,使用过程中不灵活,且精度不高,手动送料安全系数较低,加工效率慢,加工尺寸误差较大。
技术实现要素:
3.本发明的目的在于提供一种自动化高,生产产品质量高的数控倒角机。
4.为了克服上述现有技术中的缺陷本发明采用如下技术方案:一种数控倒角机,包括机架,位于机架上的工作平台、带锯切割组和调节配重组,以及数控控制器;所述带锯切割组上设有伺服电机、传动轮组、带锯放转轴芯、锯条、固定架和减速箱;带锯放转轴一端与芯减速箱连接另一端与伺服电机连接,锯条固定在传动轮组上,传动轮组固定在固定架上;调节配重组包括调节组件和配重组件,调节组件分别位于带锯切割组上对带锯切割组进行角度调节定位,配重组件位于工作平台上对工件压紧调节。
5.采用全伺服电机传动,由数控系统控制所有传动伺服,传动机构能够精密稳定调节。机器正常工作状态,送料皮带往出料口方向匀速旋转,在控制系统内输入需要加工工件的厚度及需要切割的角度尺寸,由气缸自动调整辅助送料轮的高度及摆好带锯组切割的角度后,可放入加工工件进行加工。当加工工件放置进料口位置时,由送料皮带带动加工工件匀速通过加工锯条,送至机器出料口后,工件加工完成。
6.进一步地,所述调节组件设有调节轮、调节螺母、调节杆固定件和连接杆,调节轮通过调节螺母与调节杆固定件连接固定,调节杆固定件与连接杆连接,连接杆连接到传动轮组上。
7.进一步地,所述调节组件还设有调节气缸、调节滑块、调节导轨和滑块固定座,调节气缸位于滑块固定座上,调节滑块一侧与调节导轨连接另一侧与滑块固定座连接。
8.进一步地,所述连接杆固定在在滑块固定座并与传动轮组连接,所述调节气缸位于滑块固定座上并与上方的固定铝板顶触。
9.进一步地,所述连接杆为十字连接杆,连接杆与传动轮组的被动轮轴芯连接。
10.进一步地,所述传动轮组包括锯条主动轮、锯条传动轮和皮带轮,伺服电机通过皮带轮与锯条主动轮连接,锯条主动轮通过锯条与锯条传动轮同步转动。
11.进一步地,所述配重组件包括配重气缸、配重导轨、配重滑块和工件压紧轮组,配重气缸固定在带锯切割组前,配重气缸与配重滑块连接,配重滑块一侧与配重导轨连接另一侧与工件压紧轮组连接。
12.进一步地,所述工作平台包括工作支架、支架壳和传输机构,以及吸尘机构;支架壳包围在工作支架周围,传输机构固定在工作支架上表面,吸尘机构位于带锯切割组的锯
条旁边。
13.进一步地,所述传输机构设有皮带挡板、带座轴承、送料皮带和皮带传动轮,皮带挡板位于送料皮带两侧且固定带座轴承,皮带传动轮与带座轴承连接并被送料皮带压紧。
14.进一步地,所述吸尘机构设有若干挡尘板和若干吸尘钣金口,若干挡尘板在锯条周围围成一个堆料位,若干吸尘钣金口位于挡尘板的堆料位上。
15.本发明数控倒角机设计科学合理,可精准备智能的调节至需要加工的角度尺寸,节省上料时间、提高操作安全性能和提高生产效率,以及改善加工工件的尺寸精度。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图:图1是本发明一种数控倒角机实施例示意图;图2是数控倒角机的p-p截面放大示意图;图3是数控倒角机的调节组件示意图;图4是数控倒角机的带锯切割组和传动轮组示意图;图5是数控倒角机的配重组件示意图;图6是数控倒角机的工作平台示意图;图7是数控倒角机的传输机构和吸尘机构示意图;图8是数控倒角机工作状态示意图。
具体实施方式
17.下面将结合附图以及具体实施例来详细说明本发明,在此以本发明的示意性实施例及说明用来解释本发明,但并不作为对本发明的限定。
18.如图1所示,一种数控倒角机,包括机架,位于机架上的工作平台、带锯切割组和调节配重组,以及数控控制器;所述带锯切割组上设有伺服电机52、传动轮组、带锯放转轴芯40、锯条39、固定架44和减速箱37;带锯放转轴40一端与芯减速箱37连接另一端与伺服电机52连接,锯条39固定在传动轮组上,准确地说伺服电机52通过皮带轮50与带锯放转轴40连接,带锯放转轴40固定传动轮组的锯条主动轮43,传动轮组固定在固定架44上;调节配重组包括调节组件和配重组件,调节组件分别位于带锯切割组上对带锯切割组进行角度调节定位,配重组件位于工作平台上对工件压紧调节。
19.采用全伺服电机传动,由数控系统控制所有传动伺服,传动机构能够精密稳定调节。机器正常工作状态,送料皮带往出料口方向匀速旋转,在控制系统内输入需要加工工件的厚度及需要切割的角度尺寸,由气缸自动调整辅助送料轮的高度及摆好带锯组切割的角度后,可放入加工工件进行加工。当加工工件放置进料口位置时,由送料皮带带动加工工件匀速通过加工锯条,送至机器出料口后,工件加工完成。
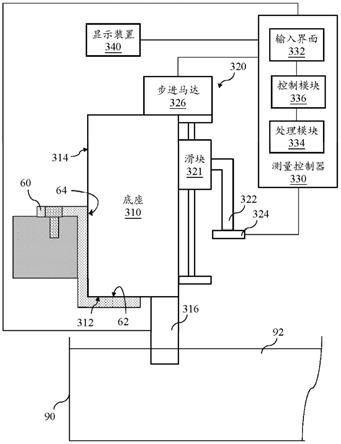
20.如图3所示,所述调节组件设有调节轮59、调节螺母58、调节杆固定件57和连接杆61,调节轮59上连接调节杆,调节轮59通过调节螺母58与调节杆固定件57连接固定(准确地
说调节螺母58为两个一上一下套在调节轮59的调节杆上,中间隔着调节杆固定件57),调节杆固定件57与连接杆61连接,连接杆61连接到传动轮组上。所述调节组件还设有调节气缸66、调节滑块64、调节导轨65和滑块固定座63,调节气缸66位于滑块固定座63上,调节滑块64一侧与调节导轨65连接另一侧与滑块固定座63连接。滑块固定座63为半封闭的盒子形状,连接杆61通过轴承座62固定在滑块固定座63上的,所述连接杆61为十字连接杆,连接杆61与传动轮组的被动轮轴芯60连接,被动轮轴芯60又被调节杆固定件57上的轴芯固定块55固定,被动轮轴芯60与锯条传动轮41连接。
21.从图中看,所述连接杆61固定在在滑块固定座63并与传动轮组连接,所述调节气缸66位于滑块固定座63上并与上方的固定铝板67顶触。工作时既可以通过数控控制器的电箱控制调节气缸66对固定在滑块固定座63上的锯条传动轮41进行角度调节,也可以通过调节轮59进行微调。
22.如图4所示,所述传动轮组包括锯条主动轮43、锯条传动轮41和皮带轮50,伺服电机52固定在固定板上,伺服电机52通过皮带轮50与锯条主动轮43连接,锯条主动轮43通过锯条39与锯条传动轮41同步转动。
23.如图5所示,所述配重组件包括配重气缸32、配重导轨33、配重滑块35和工件压紧轮组34,配重气缸32固定在带锯切割组前,配重气缸32与配重滑块35连接,配重滑块35一侧与配重导轨33连接另一侧与工件压紧轮组34连接。工件压紧轮组34为多个的滑轮组,滑轮组在工作的时候压在工件上,在实际生产中都是采用两组工件压紧轮组34,工件压紧轮组34一前一后压在工件上;由于滑轮组接触点多,使其上的工件不用一松动,加工的倒角更加精准。
24.具体地,如图6所示,所述工作平台包括工作支架1、支架壳3、工作台面2和传输机构,以及吸尘机构;支架壳3包围在工作支架1周围,传输机构固定在工作支架1上表面即工作台面2上,吸尘机构位于带锯切割组的锯条39旁边。
25.如图7所示,所述传输机构设有皮带挡板13、带座轴承25、送料皮带15和皮带传动轮16,皮带挡板13位于送料皮带15两侧且固定带座轴承25,皮带传动轮16与带座轴承25连接并被送料皮带15压紧。所述吸尘机构设有若干挡尘板26和若干吸尘钣金口27,若干挡尘板26在锯条39周围围成一个堆料位,若干吸尘钣金口27位于挡尘板26的堆料位上,对锯条39产生的工件废料进行清除。
26.综上所述,本发明做到以下的优点:1、避免人工误操作导致出现的安全事故。
27.2、提升加工效率,节省人工。
28.3、改善倒角蹦边,缺料,锯齿纹路过深等不良情况。
29.4、机构组内带输送皮带及传输机构送料,避免手动送料,规避手动送的送料的安全性,控制时料速度均匀。
30.5、机构组内带伺服控制器及高精度减速机,从而达到可快速精准调节到需要加工的角度尺寸。
31.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。