一种ltcc基板小批量快速制作方法
技术领域
1.本发明属于ltcc基板加工工艺领域,具体涉及一种ltcc电路基板的小批量快速制作方法。
背景技术:
2.ltcc(低温共烧陶瓷)技术是一种高密度、多层布线的混合集成电路基板技术,该技术利用机械或激光冲孔,不锈钢镂空网形成金属化通孔,不锈钢丝网印刷线条,再进行叠片、层压、热切、烧结等工艺,实现三维互联的电路基板的制作。ltcc技术可以将无源器件内埋在电路基板内部,并结合有源器件表面贴装工艺,实现高密度、高集成度的混合集成封装组件的制作,是现代雷达收发组件集成化、模块化的首选方式。
3.ltcc基板的生产工艺具有非连续性优势,便于在制作过程中对半成品的每一层布线和互联通孔进行合格性检查,有利于提高多层基板的成品率和生产效率,缩短订单生产周期和返工周期,从而降低总体成本。但对于内部走线简单而产品层数较多的电路结构,或是没有传统以意义上的电路结构、只进行结构的装配和热仿真匹配,亦或是制作用于新材料和新工艺验证的测时件时,传统ltcc生产方式由于在设计排版、开模制作网版、量产设备参数摸索等工序存在周期较长、操作复杂的缺点,较难实现快速制作电路板,实现验证产品指标和材料工艺性、匹配性的目的。
4.现阶段,缩短ltcc基板生产周期的方法主要有:方式一:将一版8寸产品幅面的ltcc电路排布数量减少,减少冲孔时间。但小批量产品无法排满8寸幅面,降低了生瓷利用率,同时变向降低了生产效率;并且每次热切完的工艺边尺寸不同,在砂轮切割机(也称砂轮划片机)上进行切割时,设备ccd摄像头较大倍率较小视野下寻找切割标识速度较慢。
5.方式二:减少投板数量,减少单工序流程时间,但加工模具的数量未减少,每层介质的电路制作都需要更换印刷网版和填孔网版,清洗网版次数较多,并且铸框尺寸大重量大,周转和搬运占用工时,该种加工方式适用于量产线大规模生产,不利于实现小批量快速生产。
技术实现要素:
6.针对上述现有技术的不足,本发明提供了一种电路板小批量快速制作方法。本发明通过产品排版时将生瓷片分为四个象限并排布不同的图形;在电路顶层图形所在象限设置切割标识,并限定切割标识到象限边缘的距离;填孔工艺采用无网框钢片嵌套在带有销钉的钢板上进行固定填孔;使用销钉板进行叠片,并使用橡胶垫进行等静压保护;通过共烧工艺完成ltcc电路板的共烧处理;根据瓷片的外形进行粗定位,完成电路基板的外形切割,实现ltcc基板的小批量快速制作。本发明的方法能够缩短ltcc基板的加工周期,加快进行基板电路的电性能测试、结构测试和材料工艺性测试。
7.具体而言,本发明提供一种制作ltcc基板的方法,所述方法包括:
步骤一:将8寸生瓷片划分为四个象限,每个象限的边长为4寸,在四个象限上分别排布作为ltcc基板不同层的电路图形;步骤二:在电路顶层图形所在象限设置切割标识,并限定切割标识到象限边缘的距离,使得电路图形外形与象限边缘相对位置固定,采用激光切割出四个象限上的电路腔体结构并将8寸生瓷片按照四个象限切割成四片4寸生瓷片;步骤三:采用将无网框钢片嵌套在带有定位销钉的销钉板上的方式对4寸生瓷片进行填孔;步骤四:采用带有定位销钉的销钉板对4寸生瓷片进行叠片,并使用橡胶垫进行等静压处理,通过共烧工艺完成基板烧结;步骤五:按照4寸瓷片外形在砂轮切割机上对烧结后的瓷片进行粗定位,根据步骤二所限定的切割标识到象限边缘的距离,在砂轮切割机的相机视野内快速找到烧结后的瓷片上的切割标识,完成电路基板的外形切割。
8.在一个或多个实施方案中,步骤一中,四个象限上排布的电路图形的外形相同。
9.在一个或多个实施方案中,步骤一中,各个象限上的电路图形的外形与象限边缘的相对位置保持一致。
10.在一个或多个实施方案中,步骤一中,四个象限上排布的电路图形各自独立地包括选自接地层图形、射频信号走线和散热通孔中的一种或多种。
11.在一个或多个实施方案中,步骤二中,所述切割标识设置在电路图形外形的x方向延长线和y方向延长线的交点附近。
12.在一个或多个实施方案中,所述切割标识呈l形。
13.在一个或多个实施方案中,所述切割标识的l形的拐点与电路图形外形的x方向延长线和y方向延长线之间的距离为1
±
0.1mm。
14.在一个或多个实施方案中,步骤三中,利用定位销钉将带有定位孔的可磁吸无网框钢片和生瓷片固定在销钉板上,销钉板底部设置磁铁,保证可磁吸无网框钢片平整紧贴生瓷片。
15.在一个或多个实施方案中,所述可磁吸无网框钢片的厚度为0.06
‑
0.1mm。
16.在一个或多个实施方案中,步骤三中,在填孔前通过去膜老化的方式对生瓷片进行预处理。
17.在一个或多个实施方案中,步骤四中,依次在销钉板上放置带有定位孔的背膜、倒序放置的带有定位孔的待叠片的生瓷片、带有定位孔的背膜、橡胶垫,然后用包封袋对叠片完的销钉板进行真空包封,再进行等静压处理。
18.在一个或多个实施方案中,步骤四中,所述橡胶垫硬度适中。
19.在一个或多个实施方案中,步骤四中,所述橡胶垫的弹性模量为6
‑
8mpa。
20.在一个或多个实施方案中,步骤五中,用紫外感光膜将烧结后的瓷片固定在卡环上,通过卡环将瓷片装夹在砂轮切割机内。
附图说明
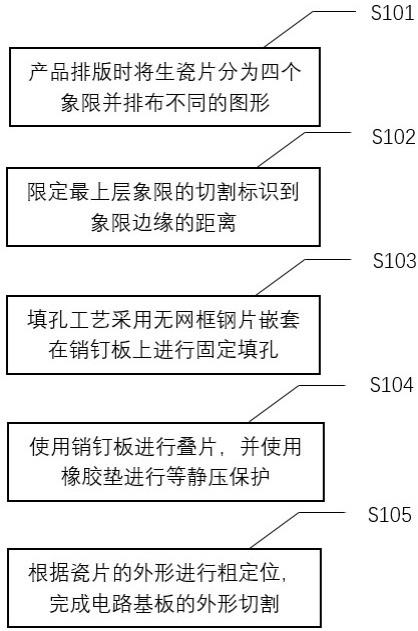
21.图1为本发明实施例的电路基板制作方法的流程示意图。图1中,s101
‑
s105依次表示步骤一到步骤五。
22.图2为本发明实施例的1张8寸生瓷片幅面上分为四个象限的布线示意图。图2中,22表示四个象限,26表示定位孔,27表示切割标识。
23.图3为本发明的填孔工艺和叠片工艺的层叠方式示意图。
具体实施方式
24.为使本领域技术人员可了解本发明的特点及效果,以下谨就说明书及权利要求书中提及的术语及用语进行一般性的说明及定义。除非另有指明,否则文中使用的所有技术及科学上的字词,均为本领域技术人员对于本发明所了解的通常意义,当有冲突情形时,应以本说明书的定义为准。
25.本文描述和公开的理论或机制,无论是对或错,均不应以任何方式限制本发明的范围,即本发明内容可以在不为任何特定的理论或机制所限制的情况下实施。
26.本文中,为使描述简洁,未对各个实施方案或实施例中的各个技术特征的所有可能的组合都进行描述。因此,只要这些技术特征的组合不存在矛盾,各个实施方案或实施例中的各个技术特征可以进行任意的组合,所有可能的组合都应当认为是本说明书记载的范围。
27.为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本发明做进一步说明。
28.图1示意性地展示了本发明的一些实施方案中的电路基板制作流程。如图1所示,本发明的方法包括步骤一到步骤五(s101
‑
s105)。
29.本发明提供的ltcc基板小批量快速制作方法包括:产品排版时将生瓷片分为四个象限,每个象限为4寸,并排布不同的电路图形;在电路顶层图形所在象限设置切割标识,并限定切割标识到4寸版面边缘的距离;填孔工艺采用无网框钢片嵌套在带有销钉的钢板上进行固定填孔;使用销钉板进行叠片,并使用硬度适中的橡胶垫进行等静压保护;通过共烧工艺完成ltcc电路板的共烧处理;切割工艺根据4寸瓷片外形进行粗定位,在砂轮切割机内快速找到切割标识,从而完成切割操作,实现ltcc基板的小批量快速制作。
30.在步骤一中,产品排版时将生瓷片分为四个象限,每个象限的边长为4寸,并在四个象限中排布电路图形不同层的布线。
31.在一些实施方案中,如图2所示,电路图形排布在四个象限中,每个象限的电路图形外形与4寸象限边缘的相对位置固定,产品叠片时按照4寸版面对位。在一些实施方案中,四个象限上的电路图形的外形(尺寸和形状)相同。可以理解的是,电路产品的外形通常为类长方形,类长方形的4条边与象限的四边平行。本文中,每个象限的电路图形外形与4寸象限边缘的相对位置固定(保持一致)是指各个象限上的电路图形外形的相互对应的各条边到各自象限的与所述电路图形外形的边相平行的最近的边缘的距离相同。
32.本发明中,4寸象限上电路图形外形和象限边缘之间的部分被称为工艺边。
33.四个象限的电路图形可以排布接地层图形、射频信号走线、散热通孔等电路结构。四个象限的浆料种类根据需要可进行灵活选择。
34.在步骤二中,如图2所示,在4寸象限的工艺边上设置切割标识,用于在切割电路产品的外形时砂轮的对准。切割标识可以为如图2所示的l形。切割标识可以只设置在作为基板顶层的象限上。
35.在一些实施方案中,8寸幅面中预留的工艺边用于进行激光切割电路腔体结构时,顺便进行4寸生瓷片外形切割,同时控制电路图形外形与4寸生瓷片边缘相对位置固定。
36.在一些实施方案中,如图2所示,在预留的工艺边上靠近电路图形外形的角的位置设置两条分别与电路图形外形x方向延长线和y方向延长线平行的印刷线条,两条印刷线条相交并组成一个l形切割标识。优选地,l形切割标识的拐点与电路图形外形x方向延长线和y方向延长线的距离为0.9
‑
1.1mm,例如1mm,这有利于切割出完好的电路图形同时切割后没有明显的工艺边残留。切割标识不与电路图形连接。
37.本发明在工艺边上设置切割标识用于砂轮切割机视野内捕捉,进而将烧成的基板切割成单个电路板。
38.在一些实施方案中,如图2所示,在4寸象限上设置4个l形切割标识,4个切割标识分别位于类长方形的电路图形外形的四个角附近,4个切割标识确定电路图形的位置,用于切割单个电路基板产品。
39.在步骤三中,如图3所示,填孔工艺采用无网框的钢片嵌套在带有销钉的钢板(销钉板)上进行固定填孔。本发明利用定位销钉将钢片固定在销钉板上,使钢片不上下左右晃动。无网框钢片优选为可磁吸无网框钢片,例如可以选用301材质的不锈钢无网框钢片。无网框钢片的厚度优选为0.06
‑
0.1mm,既可以满足填孔致密要求,又可以控制通孔凸起高度在合适范围内。可以对无网框钢片进行激光开孔。
40.在一些实施方案中,单层生瓷片的填孔工艺包括:通过去膜老化的方式对生瓷片进行预处理。在一些实施方案中,对生瓷片进行冲孔,得到带定位孔的生瓷片。可以通过机械打孔的方式对生瓷片进行冲孔。如图2所示,定位孔设置在4寸生瓷片的工艺边上。定位孔的数量可以为2个以上,例如2、3、4、5、6、7或8个。
41.在一些实施方案中,如图3所示,对带有销钉孔的销钉板和尺寸匹配的销钉进行装配固定,得到带有销钉的销钉板。优选地,销钉板底部设置(例如内嵌)磁铁,例如钕铁硼磁铁。本发明利用可磁吸无网框钢片和底部设置磁铁的销钉板保证填孔钢片平整紧贴生瓷片。
42.本发明中,进行填孔时,在带有销钉的销钉板上先后放置带定位孔的待填孔的生瓷片和带定位孔的无网框钢片,然后在无网框钢片上铺设填孔浆料。在一些实施方案中,使用橡胶刮板进行填孔。
43.在一些实施方案中,进行填孔时,在放置生瓷片前,先在带有销钉的销钉板上放置垫纸。垫纸优选带有定位孔。可以通过激光冲孔对垫纸进行定位孔的加工。
44.在步骤四中,如图3所示,使用销钉板进行叠片。本发明中,叠片时使用橡胶垫进行等静压保护。叠片可以是手动叠片。橡胶垫要求硬度适中,优选弹性模量为6
‑
8mpa,这有利于对层压巴块进行保护。
45.本发明中,等静压具有其通常的含义,是把被加工物体放置于密闭容器中,通过增压系统进行逐步加压对物体的各个表面施加以相等的压力的加工工艺。
46.在一些实施方案中,使用装有销钉的销钉板进行叠片的放置顺序为:带有定位孔的pet(聚对苯二甲酸乙二醇酯)背膜,倒序放置的带有定位孔的待叠片的生瓷片,带有定位孔的pet背膜,硬度适中的橡胶垫。在一些实施方案中,本发明的方法包括对pet背膜进行定位孔的加工。
47.在一些实施方案中,将叠片完的销钉板用包封袋真空包封,进行等静压处理,并通过共烧工艺完成ltcc基板的共烧处理。共烧工艺可以是本领域常规的。
48.在步骤五中,切割工艺根据4寸瓷片外形进行粗定位,用紫外感光膜将瓷片固定到卡环上,在砂轮切割机内快速找到切割标识,在砂轮切割机内完成电路基板的外形切割。
49.在一些实施方案中,本发明包括制作按照ltcc基板尺寸设计的卡槽台面,将基板放入卡槽,在贴膜机上将紫外感光膜粘贴在瓷片上,然后将贴有紫外感光膜的瓷片固定在卡环上。
50.在一些实施方案中,本发明包括将卡环装夹在砂轮切割机内,进行产品切割。本发明中,可以按照预先设置的全自动切割程序进行产品切割。
51.由于砂轮切割机的ccd(电荷耦合器件)相机放大倍率较高导致视野较小,本发明设计了将每片4寸产品通过边缘尺寸限定进行粗定位后用紫外感光膜粘到卡环上,在砂轮切片机内,切割标识能够快速进入ccd相机视野内,节约了以往寻找切割标识的时间。
52.本发明能够快速完成ltcc电路板的工艺流程和工序流程,达到快速测试电路性能或验证材料工艺性、匹配性的目的。
53.本发明通过产品排版时将生瓷片分为四个象限并排布不同的图形;在电路顶层图形所在象限设置切割标识,并限定切割标识与象限边缘距离;填孔工艺采用无网框钢片嵌套在带有销钉的钢板上进行固定填孔;使用销钉板进行叠片,并使用硬度适中的橡胶垫进行等静压保护;通过共烧工艺完成ltcc电路板的共烧处理;根据瓷片的外形进行粗定位,完成电路基板的外形切割,实现ltcc基板的小批量快速制作。
54.以上通过具体操作实例,对本发明所要解决的问题、技术方案和优点进行了进一步说明,应理解的是,以上仅为本发明的具体实例,不用于限制本发明,本领域技术人员应当将说明书作为一个整体,凡在本发明的精神内所做的各种等同变化,均属于本发明权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。