1.本发明是一种高致密度工程机械类配重块的生产工艺,具体涉及压铸行业技术领域。
背景技术:
2.工程机械类配重块,顾名思义主要用在颠簸时降低和缓冲对乘车人员和一些精密机构的震动,以确保乘客以及驾驶员乘车的舒适性以及保护精密机构的使用寿命,工程机械类减震配重块主要用于让工程机械各个部件的质量差距减小,以达到减小震动的目的。工程机械类减震配重块的生产一般都是采用浇筑形成的,浇筑主要是将高温熔化的业态铸铁倒入模具中,然后待其自然冷却后,打开模具将铸件取出,即可得到工程机械类配重块。由于不同体积大小不同的工程机械所需工程机械配重块的重量有着不同的要求,因此目前常用的工程机械类配重块的重量需要根据不同体积大小不同的车辆进行不同模具的设计,由此造成较大的浪费,提高了生产成本。
3.关于不同体积大小不同的工程机械所需工程机械类配重块的重量有着不同的要求,因此目前常用的工程机械类配重块的重量需要根据不同体积大小不同的车辆进行不同模具的设计,由此造成较大的浪费,提高了生产成本的问题,在中国专利公布号为cn106001492a公开了一种高致密度汽车减震配重块的生产工艺,上述技术方案中包括以下步骤:配重块模具设计、配重块模具安装到压铸机上、压铸机预充填进行压铸、实时监控压铸过程以及半成品后处理,最终得到成品。本发明提供的生产工艺针对工程机械类减震配重块对重量的特殊要求,选用设备的预充填和压铸曲线的实时监控的功能组合,同时针对工程机械类减震配重块对重量的特殊要求,对工程机械类减震配重块压铸模具进行优化设计改造,最大程度的使得产品模具型腔的气体最少化,使得压铸出的工程机械类减震配重块高度致密,从而确保每个产品的重量都在规格内,后工序不需对产品重量进行称重检查,节省人力成本。
4.关于不同体积大小不同的工程机械所需工程机械类配重块的重量有着不同的要求,因此目前常用的工程机械类配重块的重量需要根据不同体积大小不同的车辆进行不同模具的设计,由此造成较大的浪费,提高了生产成本 的问题,在中国专利公布号为cn 112476950 a公开了一种汽车顶棚减震配重块橡胶模具,所述上述技术方案包括柱塞组件,所述柱塞组件底部设置有上模,所述上模底部设置有抬框,所述抬框内部设置有哈弗块,所述抬框底部设置有下模,所述柱塞组件、上模、抬框和下模两侧面中心均设置有抬模扳手,所述柱塞组件与所述天矿棱边之间设置有放置槽,所述放置槽贯穿所述上模的棱边,且放置槽内部设置有弹簧。所述上述技术方案通过柱塞组件、上模、抬框、哈弗块和下模相互配合的方式,保证固态物料的快速浇筑效果,各个部件相互配合简单,不会消耗过多的成本,通过在金属骨架表面形成胶体,金属骨架本身结构简单,能够快速与哈弗块进行匹配,降低了金属骨架本身的成本。
技术实现要素:
5.为了克服现有技术的上述缺陷,本发明的实施例提供一种高致密度工程机械类配重块的生产工艺,以解决上述背景技术中提出的不同体积大小不同的工程机械所需工程机械类配重块的重量有着不同的要求,因此目前常用的工程机械类配重块的重量需要根据不同体积大小不同的车辆进行不同模具的设计,由此造成较大的浪费,提高了生产成本等问题。
6.为实现上述目的,本发明提供如下技术方案:一种高致密度工程机械类配重块的生产工艺,包括动模垫板、动模板、定模垫板、定模板、型腔与塑件组成,所述动模板与动模垫板组合形成动模,所述定模板与定模垫板组合形成定模,所述动模垫板下侧设置有动模板,所述定模垫板下侧设置有定模板,所述动模板与定模板扣合形成型腔,所述型腔内部设置有塑件,所述动模垫板顶部端面螺栓连接液压油缸,所述液压油缸的驱动件与复位杆相连,所述动模垫板底部端面上设置有推杆,所述动模板上侧设置有与导套相匹配的导柱。
7.优选的,所述模具的型腔的动模板、定模板与型腔之间通过对螺栓相连接,所述动模板与定模板上侧均设置有管道,所述管道整体采用直通式管路与隔板式管路组合形成,所述管道采用直径为15
‑
23mm的管道。
8.优选的,所述动模垫板中间部位设置有动模板垫圈,所述动模板垫圈中间部位设置有主流道,所述主流道设置有浇口套,所述主流道与型腔相连通,所述动模板垫圈采用直径为320
‑
460mm的定位圈,所述动模板垫圈高出动模垫板至少50mm。
9.优选的,所述模具的型腔采用拼镶结构,所述模具的动模板由多个单独独立设置的不同形状的分型模板组合拼接形成,并且其中间部位设置的型腔内部设置有塑件,侧面设置的分型模板上设置有侧面顶出机构,侧面顶出机构采用ehs规格的台阶推杆。
10.优选的,所述塑件设置有两块独立设置的压块,所述压块设置在所述塑件的轴向两个方向上,并且塑件上设置有融腔,所述融腔主要用配置配重溶液。
11.一种高致密度工程机械类配重块的生产工艺的具体制作步骤,包括:(1)配重块的塑件模具设计,所述配重块设置在所述塑件的轴向两个方向上,并且塑件上设置有融腔,所述融腔主要用配置配重溶液;(2)将步骤1中的塑件安装到动模板与定模板之间的型腔内部;(3)压铸机预充填:在模具没有合拢前,在鹅颈内的压铸锤头下压使得锌合金配重块溶液充满压铸机鹅颈和料管,以便于将鹅颈和料管内留存气体排出;(4)通过压铸机将配重块溶液注入主流道内部,并且通过主流道流入模具的型腔内部,进行压铸合模;(5)铸件冷却,利用高压点冷机,对模具的局部温度进行控制,并且将冷却液通入动模板与定模板上设置的管道内部,对型腔内部的塑件进行冷却降温,使模具整体实现均匀冷却;(6)开模、进行去毛刺检验,最终得到高致密度工程机械类配重块。
12.本发明提供了一种高致密度工程机械类配重块的生产工艺,具备以下有益效果:本发明的塑件设置有两块独立设置的压块,所述压块设置在所述塑件的轴向两个方向上,因此本发明所述配重块在制作的过程中,可以根据实际使用的结构进行配重,也可以通过增减压块实现不同结构的配重,无需根据不同结构制作不同的配重块模具;此外,本
发明配重块在塑件上设置有融腔,在后期的使用过程中,如需进行微量配重比列的调整,仅需通过向融腔内注入不同重量的配重溶液,即可达到较好的配重效果。
附图说明
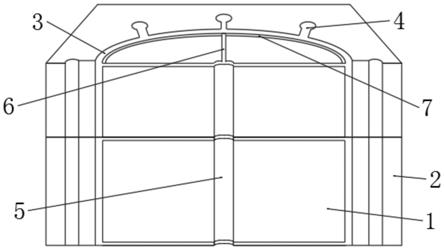
13.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制,在附图中:图1为本发明提出的一种高致密度工程机械类配重块的生产工艺的结构示意图;图2为本发明提出的一种高致密度工程机械类配重块的生产工艺的部分结构示意图;图3为本发明提出的一种高致密度工程机械类配重块的生产工艺的部分结构示意图;附图标记为:1、动模板垫圈;2、主流道;3、浇口套;4、动模垫板;5、动模板;6、定模板;7、定模垫板;8、型腔;9、液压油缸;10、复位杆;11、导柱;12、导套;13、推杆;14、塑件;15、压块;16、融腔;20、分型模板;21、侧面顶出机构;23、管道。
具体实施方式
14.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
15.根据图1
‑
3所示一种高致密度工程机械类配重块的生产工艺,本发明提供以下一种技术方案:包括动模垫板4、动模板5、定模垫板7、定模板6、型腔8与塑件14组成,所述动模板5与动模垫板4组合形成动模,所述定模板6与定模垫板7组合形成定模,所述动模垫板4下侧设置有动模板5,所述定模垫板7下侧设置有定模板6,所述动模板5与定模板6扣合形成型腔8,所述型腔8内部设置有塑件14,所述动模垫板4顶部端面螺栓连接液压油缸9,所述液压油缸9的驱动件与复位杆10相连,所述动模垫板4底部端面上设置有推杆13,所述动模板5上侧设置有与导套12相匹配的导柱11。
16.如图1所示,本实施例提供了一种高致密度工程机械类配重块的生产工艺,其特征在于:所述模具的型腔8的动模板5、定模板6与型腔8之间通过对螺栓相连接,所述动模板5与定模板6上侧均设置有管道23,所述管道23整体采用直通式管路与隔板式管路组合形成,所述管道23采用直径为15
‑
23mm的管道。
17.如图1所示,本实施例提供了一种高致密度工程机械类配重块的生产工艺,其特征在于:所述动模垫板4中间部位设置有动模板垫圈1,所述动模板垫圈1中间部位设置有主流道2,所述主流道2设置有浇口套3,所述主流道2与型腔8相连通,所述动模板垫圈1采用直径为320
‑
460mm的定位圈,所述动模板垫圈1高出动模垫板4至少50mm。
18.如图3所示,本实施例提供了一种高致密度工程机械类配重块的生产工艺,其特征在于:所述模具的型腔8采用拼镶结构,所述模具的动模板5由多个单独独立设置的不同形状的分型模板20组合拼接形成,并且其中间部位设置的型腔8内部设置有塑件14,侧面设置的分型模板20上设置有侧面顶出机构21,侧面顶出机构21采用ehs规格的台阶推杆。
19.如图2所示,本实施例提供了一种高致密度工程机械类配重块的生产工艺,其特征在于:所述塑件14设置有两块独立设置的压块15,所述压块15设置在所述塑件14的轴向两个方向上,并且塑件14上设置有融腔16,所述融腔16主要用配置配重溶液。
20.一种高致密度工程机械类配重块的生产工艺的具体制作步骤,包括:(1)配重块的塑件14模具设计,所述配重块15设置在所述塑件14的轴向两个方向上,并且塑件14上设置有融腔16,所述融腔16主要用配置配重溶液;(2)将步骤1中的塑件14安装到动模板5与定模板6之间的型腔8内部;(3)压铸机预充填:在模具没有合拢前,在鹅颈内的压铸锤头下压使得锌合金配重块溶液充满压铸机鹅颈和料管,以便于将鹅颈和料管内留存气体排出;(4)通过压铸机将配重块溶液注入主流道2内部,并且通过主流道2流入模具的型腔内部,进行压铸合模;(5)铸件冷却,利用高压点冷机,对模具的局部温度进行控制,并且将冷却液通入动模板与定模板上设置的管道内部,对型腔内部的塑件进行冷却降温,使模具整体实现均匀冷却;(6)开模、进行去毛刺检验,最终得到高致密度工程机械类配重块。
21.本发明的工作原理:本发明的塑件14设置有两块独立设置的压块15,所述压块15设置在所述塑件14的轴向两个方向上,因此本发明的配重块在制作的过程中,可以根据实际使用的结构进行配重,可以通过增减压块实现不同结构的配重,无需根据不同结构制作不同配重块模具,并且本发明通过在塑件14上设置有融腔16,所述融腔16主要用配置配重溶液,在后期的使用过程中,如需进行微量配重比列的调整,仅需通过注入不同重量的配重溶液即可,从而达到较好的配重效果。
22.本发明的模具的型腔8采用拼镶结构,所述模具的动模板5由多个单独独立设置的不同形状的分型模板20组合拼接形成,并且其中间部位设置的型腔8内部设置有塑件14,侧面设置的分型模板20上设置有侧面顶出机构21,侧面顶出机构21采用ehs规格的台阶推杆,因此在使用的过程中,在进行脱模时,通过侧面顶出机构21将两侧面的分型模板顶出,更加便于脱模,结构简单。
23.本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
24.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。