1.本发明涉及防护设备技术领域,特别是涉及一种航空保护头盔盔体及其制备方法。
背景技术:
2.航空保护头盔,用于飞行器驾驶人员的头部防护,在飞行器驾驶过程中。如果遇到飞行器严重故障,需要紧急脱离飞行器,该过程需要佩戴头盔为飞行员提供可靠的头部防护。
3.因此,一顶高防护性的航空保护头盔,对飞行人员的生命安全至关重要。然后,现有的航空保护头盔盔体还存在防护能力差的问题,在飞行器故障后,无法对飞行人员提供可靠的保护。
技术实现要素:
4.本发明的目的在于提供一种航空保护头盔盔体及其制备方法,以解决现有技术防护能力差的问题。
5.一种航空保护头盔盔体,由以下四种材料构成:
6.正交平纹加捻芳纶布预浸料;
7.左斜45
°
缎纹芳纶布预浸料;
8.超高分子量聚乙烯正交平纹布ⅰ型预浸料;
9.超高分子量聚乙烯正交平纹布ⅱ型预浸料。
10.其中,所述正交平纹加捻芳纶布预浸料由正交平纹芳纶布和改性环氧树脂组成,所述改性环氧树脂由环氧树脂和聚硼硅氧烷应变率敏感型自适应材料组成;
11.所述正交平纹芳纶布的结构形态为:
12.芳纶布原丝采用z向加捻;
13.经纬密度:(75
×
75)
±
5根/10cm;
14.面密度:340
±
5g/m2;
15.编织结构:二维正交平纹。
16.其中,所述正交平纹芳纶布和所述改性环氧树脂的结合工艺为溶剂浸渍法。
17.其中,所述左斜45
°
缎纹芳纶布预浸料由左斜45
°
缎纹芳纶布和环氧树脂组成;
18.所述左斜45
°
缎纹芳纶布的结构形态为:
19.芳纶布采用原丝非加捻结构;
20.经纬密度:(66
×
66)
±
5根/10cm;
21.面密度为:220
±
5g/m2;
22.编织方式:左斜45
°
缎纹。
23.其中,所述超高分子量聚乙烯正交平纹布ⅰ型预浸料由超高分子量聚乙烯正交平纹布ⅰ型和改性环氧树脂组成,所述改性环氧树脂由环氧树脂和聚硼硅氧烷应变率敏感型
自适应材料组成;
24.所述超高分子量聚乙烯正交平纹布ⅰ型的结构形态为:
25.超高分子量聚乙烯正交平纹布采用原丝z向加捻;
26.经纬密度:(100
×
100)
±
5根/10cm;
27.面密度:300
±
5g/m2;
28.编织结构:二维正交平纹。
29.其中,所述超高分子量聚乙烯正交平纹布ⅰ型和改性环氧树脂的结合工艺为溶剂浸渍法。
30.其中,所述超高分子量聚乙烯正交平纹布ⅱ型预浸料由超高分子量聚乙烯正交平纹布ⅱ型和改性环氧树脂组成,所述改性环氧树脂由环氧树脂和聚硼硅氧烷应变率敏感型自适应材料组成;
31.所述超高分子量聚乙烯正交平纹布ⅱ型的结构形态为:
32.超高分子量聚乙烯正交平纹布采用原丝z向加捻;
33.经纬密度:(150
×
150)
±
5根/10cm;
34.面密度:400
±
5g/m2;
35.编织结构:二维正交平纹。
36.其中,所述超高分子量聚乙烯正交平纹布ⅱ型和所述改性环氧树脂的结合工艺为溶剂浸渍法。
37.上述航空保护头盔盔体的制备方法,包括:
38.将所述正交平纹加捻芳纶布预浸料、所述左斜45
°
缎纹芳纶布预浸料、所述超高分子量聚乙烯正交平纹布ⅰ型预浸料、所述超高分子量聚乙烯正交平纹布ⅱ型预浸料分别按预设形状进行裁片,并按顺序逐层贴附到硅胶气袋模;
39.将硅胶气袋模放入金属外模内,并闭合金属外模具,对硅胶内模加压,保温,完成各芳纶和超高分子量聚乙烯织物材料,在预定工艺下的环氧改性树脂热固化,进而使各类材料固化粘合为一体,形成航空保护头盔盔体。
40.其中,所述正交平纹加捻芳纶布预浸料、所述左斜45
°
缎纹芳纶布预浸料、所述超高分子量聚乙烯正交平纹布ⅰ型预浸料、所述超高分子量聚乙烯正交平纹布ⅱ型预浸料在贴附前,分别按以下工艺进行烘烤:
41.所述正交平纹加捻芳纶布预浸料的烘烤工艺:温度60℃,时间300~360秒;
42.所述左斜45
°
缎纹芳纶布预浸料的烘烤工艺:温度45℃,时间120~240秒;
43.所述超高分子量聚乙烯正交平纹布ⅰ型预浸料的烘烤工艺:温度50℃,时间180~300秒;
44.所述超高分子量聚乙烯正交平纹布ⅱ型预浸料的烘烤工艺:温度50℃,时间180~300秒。
45.根据本发明提供的航空保护头盔盔体及其制备方法,通过多种不同特性的高分子材料的优势搭配,保证了不同材料产生优势性能的叠加效应,极大提高了头盔保护能力,此外,材料中共混聚硼硅氧烷应变率敏感型自适应材料进行改性,进一步提高了产品对碰撞冲击的吸收能力,可最大限度的抵消和吸收冲击能量,保护人员头部。
附图说明
46.图1为第1种形状的裁片的示意图(图中标注的单位为mm,下同);
47.图2为第2种形状的裁片的示意图;
48.图3为第3种形状的裁片的示意图;
49.图4为第4种形状的裁片的示意图;
50.图5为第5种形状的裁片的示意图;
51.图6为第6种形状的裁片的示意图;
52.图7为第7种形状的裁片的示意图;
53.图8为第8种形状的裁片的示意图;
54.图9为第9种形状的裁片的示意图;
55.图10为第1种形状的加强筋的示意图;
56.图11为第2种形状的加强筋的示意图;
57.图12为第10种形状的裁片的示意图;
58.图13为第11种形状的裁片的示意图;
59.图14为第12种形状的裁片的示意图;
60.图15为第13种形状的裁片的示意图;
61.图16为第14种形状的裁片的示意图;
62.图17为第15种形状的裁片的示意图;
63.图18为第16种形状的裁片的示意图;
64.图19为第17种形状的裁片的示意图;
65.图20为第18种形状的裁片的示意图;
66.图21为第19种形状的裁片的示意图;
67.图22为第20种形状的裁片的示意图;
68.图23为第21种形状的裁片的示意图;
69.图24为第22种形状的裁片的示意图;
70.图25为第23种形状的裁片的示意图;
71.图26为第24种形状的裁片的示意图;
72.图27为第25种形状的裁片的示意图;
73.图28为第26种形状的裁片的示意图。
具体实施方式
74.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的若干实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容更加透彻全面。
75.本发明实施例提供一种航空保护头盔盔体,由以下四种材料构成:
76.正交平纹加捻芳纶布预浸料;
77.左斜45
°
缎纹芳纶布预浸料;
78.超高分子量聚乙烯正交平纹布ⅰ型预浸料;
79.超高分子量聚乙烯正交平纹布ⅱ型预浸料。
80.其中,所述正交平纹加捻芳纶布预浸料由正交平纹芳纶布和改性环氧树脂组成,所述正交平纹加捻芳纶布的面积份数为5份,所述的改性环氧树脂的面积份数为5份,所述改性环氧树脂由环氧树脂和聚硼硅氧烷应变率敏感型自适应材料组成,所述环氧树脂的质量份数为9份,所述聚硼硅氧烷应变率敏感型自适应材料的质量份数为1份,所述正交平纹芳纶布和所述改性环氧树脂的结合工艺为溶剂浸渍法。
81.所述正交平纹芳纶布的结构形态为:
82.芳纶布原丝采用z向加捻;
83.经纬密度:(75
×
75)
±
5根/10cm;
84.面密度:340
±
5g/m2;
85.编织结构:二维正交平纹。
86.所述左斜45
°
缎纹芳纶布预浸料由左斜45
°
缎纹芳纶布和环氧树脂组成,所述左斜45
°
缎纹芳纶布的面积份数为15份。
87.所述左斜45
°
缎纹芳纶布的结构形态为:
88.芳纶布采用原丝非加捻结构;
89.经纬密度:(66
×
66)
±
5根/10cm;
90.面密度为:220
±
5g/m2;
91.编织方式:左斜45
°
缎纹。
92.所述超高分子量聚乙烯正交平纹布ⅰ型预浸料由超高分子量聚乙烯正交平纹布ⅰ型和改性环氧树脂组成,所述超高分子量聚乙烯正交平纹布ⅰ型的面积份数为5份,所述改性环氧树脂面积份数为5份,所述改性环氧树脂由环氧树脂和聚硼硅氧烷应变率敏感型自适应材料组成,所述环氧树脂的质量份数为9份,所述聚硼硅氧烷应变率敏感型自适应材料的质量份数为1份,所述超高分子量聚乙烯正交平纹布ⅰ型和改性环氧树脂的结合工艺为溶剂浸渍法。
93.所述超高分子量聚乙烯正交平纹布ⅰ型的结构形态为:
94.超高分子量聚乙烯正交平纹布采用原丝z向加捻;
95.经纬密度:(100
×
100)
±
5根/10cm;
96.面密度:300
±
5g/m2;
97.编织结构:二维正交平纹。
98.所述超高分子量聚乙烯正交平纹布ⅱ型预浸料由超高分子量聚乙烯正交平纹布ⅱ型和改性环氧树脂组成,所述超高分子量聚乙烯正交平纹布ⅱ型的面积份数为5份,所述改性环氧树脂面积份数为5份,所述改性环氧树脂由环氧树脂和聚硼硅氧烷应变率敏感型自适应材料组成,所述环氧树脂的质量份数为9份,所述聚硼硅氧烷应变率敏感型自适应材料的质量份数为1份,所述超高分子量聚乙烯正交平纹布ⅱ型和所述改性环氧树脂的结合工艺为溶剂浸渍法。
99.所述超高分子量聚乙烯正交平纹布ⅱ型的结构形态为:
100.超高分子量聚乙烯正交平纹布采用原丝z向加捻;
101.经纬密度:(150
×
150)
±
5根/10cm;
102.面密度:400
±
5g/m2;
103.编织结构:二维正交平纹。
104.本发明还提供上述航空保护头盔盔体的制备方法,包括:
105.将所述正交平纹加捻芳纶布预浸料、所述左斜45
°
缎纹芳纶布预浸料、所述超高分子量聚乙烯正交平纹布ⅰ型预浸料、所述超高分子量聚乙烯正交平纹布ⅱ型预浸料分别按预设形状进行裁片,并按顺序逐层贴附到硅胶气袋模;
106.将硅胶气袋模放入金属外模内,并闭合金属外模具,对硅胶内模加压,保温,完成各芳纶和超高分子量聚乙烯织物材料,在预定工艺下的环氧改性树脂热固化,进而使各类材料固化粘合为一体,形成航空保护头盔盔体。
107.具体的,所述正交平纹加捻芳纶布预浸料、所述左斜45
°
缎纹芳纶布预浸料、所述超高分子量聚乙烯正交平纹布ⅰ型预浸料、所述超高分子量聚乙烯正交平纹布ⅱ型预浸料在贴附前,分别按以下工艺进行烘烤:
108.所述正交平纹加捻芳纶布预浸料的烘烤工艺:温度60℃,时间300~360秒;
109.所述左斜45
°
缎纹芳纶布预浸料的烘烤工艺:温度45℃,时间120~240秒;
110.所述超高分子量聚乙烯正交平纹布ⅰ型预浸料的烘烤工艺:温度50℃,时间180~300秒;
111.所述超高分子量聚乙烯正交平纹布ⅱ型预浸料的烘烤工艺:温度50℃,时间180~300秒。
112.下面以一具体示例对航空保护头盔盔体的制备方法进行说明。
113.各芳纶材料贴附于硅胶气袋模上,为便于区分,对气袋模各部位及进行分类,具体如下。
114.1、将正交平纹加捻芳纶布预浸料,剪裁为如图1所示的裁片,并放入烘箱中烘烤,工艺为60℃,时间300~360秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋后脑部位,如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
115.2、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图2所示的裁片,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋前额部位;如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
116.3、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图3所示的裁片,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋后脑部位;如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
117.4、将正交平纹加捻芳纶布ⅰ型预浸料,剪裁为如图4所示的裁片,并放入烘箱中烘烤,工艺为60℃,时间300~360秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋头部左侧部位,如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
118.5、将正交平纹加捻芳纶布ⅰ型预浸料,剪裁为如图5所示的裁片,并放入烘箱中烘烤,工艺为60℃,时间300~360秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋头部右侧部位,如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
119.6、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图6所示的裁片,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋左耳部位;如局
部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
120.7、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图7所示的裁片,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋右耳部位;如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
121.8、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图8所示的裁片,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋左耳部位;如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
122.9、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图9所示的裁片,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋右耳部位;如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
123.10、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图10所示的加强筋,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋前额部位;此位置不得有拟型工艺裁口;
124.11、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图11所示的加强筋,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋前额部位;此位置不得有拟型工艺裁口;
125.12、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图12所示的裁片,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋前额部位;如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
126.13、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图13所示的裁片,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋后脑部位;如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
127.14、将超高分子量聚乙烯正交平纹布ⅰ型预浸料,剪裁为如图14所示的裁片,并放入烘箱中烘烤,工艺为50℃,时间180~300秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋头顶部位;如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
128.15、将超高分子量聚乙烯正交平纹布预浸料,剪裁为如图15所示的裁片,并放入烘箱中烘烤,工艺为50℃,时间180~300秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋右脑部位;此位置不得有拟型工艺裁口;
129.16、将超高分子量聚乙烯正交平纹布预浸料,剪裁为如图16所示的裁片,并放入烘箱中烘烤,工艺为50℃,时间180~300秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋左脑部位;此位置不得有拟型工艺裁口;
130.17、将超高分子量聚乙烯正交平纹布ⅱ型预浸料,剪裁为如图17所示的裁片,并放入烘箱中烘烤,工艺为50℃,时间180~300秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋头顶部位;如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
131.18、将超高分子量聚乙烯正交平纹布ⅱ型预浸料,剪裁为如图18所示的裁片,并放
入烘箱中烘烤,工艺为50℃,时间180~300秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋右脑部位;此位置不得有拟型工艺裁口;
132.19、将超高分子量聚乙烯正交平纹布ⅱ型预浸料,剪裁为如图19所示的裁片,并放入烘箱中烘烤,工艺为50℃,时间180~300秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋左脑部位;此位置不得有拟型工艺裁口;
133.20、将正交平纹加捻芳纶布ⅰ型预浸料,剪裁为如图20所示的裁片,并放入烘箱中烘烤,工艺为60℃,时间300~360秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋头顶部位,如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
134.21、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图21所示的裁片,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋前额部位;如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
135.22、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图22所示的裁片,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋后脑部位;如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
136.23、将正交平纹加捻芳纶布ⅰ型预浸料,剪裁为如图23的裁片,并放入烘箱中烘烤,工艺为60℃,时间300~360秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋右脑部位,如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
137.24、将正交平纹加捻芳纶布ⅰ型预浸料,剪裁为如图24所示的裁片,并放入烘箱中烘烤,工艺为60℃,时间300~360秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋左脑部位,如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
138.25、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图25所示的裁片,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋左耳部位;如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
139.26、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图26所示的裁片,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋右耳部位;如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
140.27、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图27所示的裁片,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋右耳部位;如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
141.28、将左斜45
°
缎纹芳纶布预浸料,剪裁为如图28所示的裁片,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋左耳部位;如
局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接;
142.29、将左斜45
°
缎纹芳纶布预浸料,剪裁为特定形状的裁片,并放入烘箱中烘烤,工艺为45℃,时间120~240秒,完成后,将此材料平顺过渡,无褶皱贴附于气袋后脑部位;如局部有褶皱,可在此位置剪开15
±
3mm的拟型工艺裁口,并将裁口两边的材料上下叠层搭接,
143.完成以上工艺后,需将贴附在气袋模上的各层材料,放入金属外膜中,并向气袋模内冲入气体,保持气体压力1.2
±
0.1mpa,金属模温度为120
±
5℃,成型时间为75
±
5min,在以上工艺条件下,改性环氧树脂受热、受压,并完成固化,各金属材料有效粘合后,完成盔体成型。
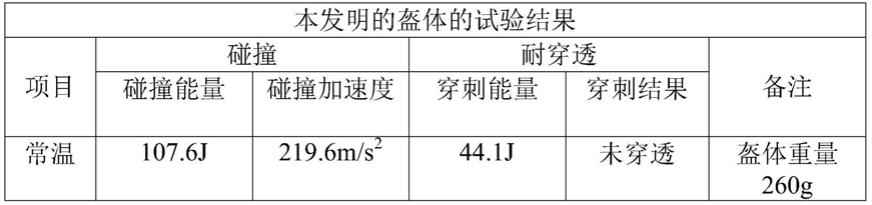
144.将上述实例取得的盔体进行实际检测,依据gjb1564a中碰撞、耐穿透测试方法,结果见表1:
145.表1
[0146][0147]
此外,对某一现有技术的盔体,依据gjb1564a中碰撞、耐穿透测试方法,结果见表2:
[0148]
表2
[0149][0150][0151]
对比表1和表2可知,本发明的盔体具有重量轻,抗冲击、耐穿透性能好的优点,各方面属性均达到最佳。
[0152]
综上,根据本实施例提供的航空保护头盔盔体及其制备方法,通过多种不同特性的高分子材料的优势搭配,保证了不同材料产生优势性能的叠加效应,极大提高了头盔保护能力,此外,材料中共混聚硼硅氧烷应变率敏感型自适应材料进行改性,进一步提高了产品对碰撞冲击的吸收能力,可最大限度的抵消和吸收冲击能量,保护人员头部。
[0153]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。