1.本发明属于贴膜技术领域,特别涉及一种用于曲面贴带粘性无底膜的贴膜装置及方法。
背景技术:
2.注塑件是指由注塑机生产的各种注塑产品统称注塑件,包括各种包装,零件等。主要是由聚乙烯或聚丙烯等材料并添加了多种有机溶剂后制成的。注塑件可以一次成型,并且尺寸精密、内在质量好,而且注塑件可以进行大批量的生产,因此在很多领域都有着广泛的应用,如汽车制造领域。对于某些注塑件的外观要求比较高,需要在注塑完成之后,在注塑件的表面贴上保护膜,防止出现注塑件表面刮花等缺陷。
3.目前的贴膜机都是对贴膜面为平面的注塑件进行贴膜,对于曲形表面贴膜比较困难。目前对曲形表面贴膜一般采用人工作业,工作效率低,质量不稳定。另外,贴膜所使用的贴带都带有底膜,需要提前根据注塑件的形状裁剪出贴膜条,揭掉底膜后再往注塑件上贴膜。
技术实现要素:
4.本发明针对现有技术中存在的技术问题,提供一种用于曲面贴带粘性无底膜的贴膜装置及方法,能够直接对无底膜的粘性贴带进行模切,而后贴于曲面承贴物上,极大地提高了工作效率。
5.本发明采用的技术方案是:一种用于曲面贴带粘性无底膜的贴膜装置,包括轨道、定位胎具、放卷机构和收卷机构,所述定位胎具位于所述轨道上,并可沿所述轨道移动,所述轨道上方设有模切覆膜机构,所述模切覆膜机构旁设置有所述放卷机构和收卷机构,所述模切覆膜机构包括模切辊、底辊、覆膜辊、压辊和电机a,所述模切辊与所述底辊贴合,所述覆膜辊与所述压辊贴合,所述电机a驱动各个辊转动。
6.作为优选,所述覆膜辊表面为柔性材料,可贴合于承贴物的曲形表面上。
7.作为优选,所述模切覆膜机构还包括气缸a和气缸b,所述气缸a与所述模切辊连接,所述气缸b与所述压辊连接,所述电机a驱动所述底辊、覆膜辊转动。
8.作为优选,所述定位胎具包括电机b、升降台、左夹具和右夹具,所述电机b与所述升降台连接,所述升降台上设置有所述左夹具和右夹具。承贴物放置于左夹具和右夹具之间,左夹具和右夹具从两侧夹紧承贴物,定位胎具运动到模切覆膜机构下方时,电机b控制升降台升起,使承贴物与覆膜辊上的贴膜条贴合,无底膜贴覆到承贴物上。
9.作为优选,所述轨道的末端上方设置有抓取机构,所述抓取机构上设有吸盘。抓取机构通过吸盘吸取贴膜后的承贴物,运送到下一工序。
10.作为优选,所述轨道、定位胎具、放卷机构、收卷机构和模切覆膜机构均为两套,对称设置,所述抓取机构上设有两排吸盘,各位于一条所述轨道上方。两套部件同时工作,可以为对称的两个承贴物同时贴膜,特别适合于汽车高光外饰贴膜,贴膜后的成对承贴物由
抓取机构统一运送。
11.一种用于曲面贴带粘性无底膜的贴膜方法,包括以下步骤:
12.a.抽出无底膜粘贴带;
13.b.在粘贴带上切出承贴物曲面形状的贴膜条;
14.c.粘贴带与承贴物贴合,贴膜条贴覆在承贴物上,贴膜条与粘贴带分离。
15.作为优选,步骤c中,从背面对粘贴带施加压力,使粘贴带与承贴物贴合,贴膜条与承贴物从头至尾依次贴覆,贴覆过程与贴膜条、粘贴带的分离过程同步完成。
16.工作原理:贴带盘安装在放卷机构内,无底膜的粘性贴带从放卷机构抽出后,进入模切覆膜机构;粘性贴带经过模切辊、底辊之间,模切辊、底辊转动时,完成粘性贴带的模切工序,裁剪出与承贴物曲面形状相同的贴膜条;贴膜条随粘性贴带剩余部分,一起移动到覆膜辊处,在覆膜辊转动过程中,夹持有承贴物的定位胎具在轨道上同步移动,完成贴膜工序,将贴膜条贴覆在承贴物上,粘性贴带剩余部分经覆膜辊、压辊之间,最终收纳于收卷机构。
17.承贴物由注塑机取件机械手放置到定位胎具上,由左夹具和右夹具固定;定位胎具移动到贴膜位置后,电机b工作,承贴物顶升,定位胎具以平滑曲线(承贴物的覆膜方向的中心曲线)的路径向前移动,同时覆膜棍以同步的等线速度转动;定位胎具移动到下料位置(轨道末端),抓取机构抓取承贴物,运送到下一设备;定位胎具回位。
18.本贴膜装置分为左右两个工位,左右工位分别独立完成左右镜像承贴物的贴膜工序,两个工位公用一个控制系统,同步完成贴膜工序。
19.与现有技术相比,本发明所具有的有益效果是:
20.1.本发明实现了无底膜粘贴带的曲面贴膜,取代了人工贴膜,提高了工作效率;
21.2.本发明实现了无底膜粘贴带的使用,替代了有底膜粘贴带,降低了成本;
22.3.无底膜粘贴带模切后直接覆膜,模切和覆膜间隔时间短,保证了贴膜质量;
23.4.本发明具有两个工位,同步加工,特别适用于成对的镜像承贴物。
附图说明
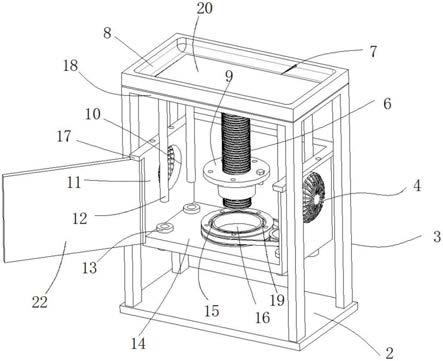
24.图1为本发明的结构示意图;
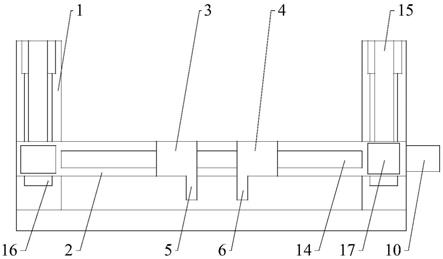
25.图2为本发明的模切覆膜机构的结构示意图;
26.图3为本发明的定位胎具的结构示意图。
27.图中1-轨道,2-放卷机构,3-收卷机构,4-模切辊,5-底辊,6-覆膜辊,7-压辊,8-电机a,9-气缸a,10-气缸b,11-电机b,12-升降台,13-左夹具,14-右夹具,15-吸盘,16-承贴物。
具体实施方式
28.为使本领域技术人员更好的理解本发明的技术方案,下面结合附图和具体实施例对本发明作详细说明。
29.本发明的实施例公开了一种用于曲面贴带粘性无底膜的贴膜装置,如图所示,其包括轨道1、定位胎具、放卷机构2和收卷机构3,所述定位胎具位于所述轨道1上,并可沿所述轨道1移动,所述轨道1上方设有模切覆膜机构,所述模切覆膜机构旁设置有所述放卷机
构2和收卷机构3,所述模切覆膜机构包括模切辊4、底辊5、覆膜辊6、压辊7和电机a8,所述模切辊4与所述底辊5贴合,所述覆膜辊6与所述压辊7贴合,所述覆膜辊6表面为柔性材料,可贴合于承贴物16的曲形表面上,所述模切覆膜机构还包括气缸a9和气缸b10,所述气缸a9与所述模切辊4连接,所述气缸b10与所述压辊7连接,所述电机a8驱动所述底辊5、覆膜辊6转动。所述定位胎具包括电机b11、升降台12、左夹具13和右夹具14,所述电机b11与所述升降台12连接,所述升降台12上设置有所述左夹具13和右夹具14。所述轨道1的末端上方设置有抓取机构,所述抓取机构上设有吸盘15。
30.轨道1、定位胎具、放卷机构2、收卷机构3和模切覆膜机构均可设置为两套,对称设置,所述抓取机构上设有两排吸盘15,各位于一条所述轨道1上方。两套部件同时工作,可以为对称的两个承贴物16同时贴膜,特别适合于汽车高光外饰贴膜,贴膜后的成对的承贴物16由抓取机构统一运送。
31.一种用于曲面贴带粘性无底膜的贴膜方法,包括以下步骤:
32.a.抽出无底膜粘贴带;
33.b.在粘贴带上切出承贴物16曲面形状的贴膜条;
34.c.从背面对粘贴带施加压力,使粘贴带与承贴物16贴合,贴膜条与承贴物16从头至尾依次贴覆,贴覆过程与贴膜条、粘贴带的分离过程同步完成。
35.以上通过实施例对本发明进行了详细说明,但所述内容仅为本发明的示例性实施例,不能被认为用于限定本发明的实施范围。本发明的保护范围由权利要求书限定。凡利用本发明所述的技术方案,或本领域的技术人员在本发明技术方案的启发下,在本发明的实质和保护范围内,设计出类似的技术方案而达到上述技术效果的,或者对申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。