1.本发明属于电缆裁断封帽技术领域,具体涉及一种电缆自动裁断两端封帽机。
背景技术:
2.在电缆行业中,经常需要将大盘径的电缆裁断成指定米数的电缆,方便使用与运输,这时候裁断的电缆两端就会漏出电缆线以及铜丝,有可能带来安全隐患。
3.目前,现有电缆的裁断和封帽都是先由设备裁断电缆然后由人工操作套上电缆两端封帽。这个过程极大地降低了生产效率,增加了人力成本以及安全隐患。人工操作都是靠着自身从事该工作经验把握封帽程序从而影响其封帽精度和产品质量,并且生产效率低。目前市场竞争压力大,人工成本高,不利于降低成本;且人工操作具有一定的安全隐患,需要运行的设备将裁好的电缆移出,再进行两端封帽,不能实现连续化生产,无法做到裁断与封帽连续衔接。
4.鉴于上述已有技术,有必要对现有电缆裁断和封帽机构加以合理的改进。为此,本技术人作了有益的设计,下面将要介绍的技术方案便是在这种背景下产生的。
技术实现要素:
5.本发明的任务是要提供一种电缆自动裁断两端封帽机,实现对电缆计米、裁断、封帽的一体化作业,保证自动化生产,能够大大降低人力成本,不仅能解决员工安全问题,还能提高产品精度以及产品质量,极大地提高了生产效率。
6.本发明的任务是这样来完成的,一种电缆自动裁断两端封帽机,包括计米装置、履带牵引装置、自动裁切装置、封帽头输送装置、线缆夹紧导向装置和封帽转位及平移装置,所述的计米装置控制电缆通过的米数,所述的履带牵引装置输送电缆向前,所述的自动裁切装置将由履带牵引装置输送来经过计米装置计米的电缆切断,所述线缆夹紧导向装置夹持住被切断的电缆,所述封帽头输送装置筛选封帽并将封帽推入封帽转位及平移装置,当所述封帽转位及平移装置上的两侧封帽夹爪都具有封帽时,所述线缆夹紧导向装置驱动封帽转位及平移装置上的两侧的封帽夹爪移动,将封帽夹爪中的封帽套在切断的电缆两端。
7.在本发明的一个具体的实施例中,所述的封帽头输送装置包括振动盘装置和封帽输送推帽装置,所述的振动盘装置包括振动盘,所述的封帽输送推帽装置包括封帽输送槽、封帽压住气缸、推帽气缸、直振器,所述振动盘的振动出料口与封帽输送槽连接,通过振动盘不断振动将合格的封帽以振动的形式输送到封帽输送槽,再通过直振器以振动形式振动封帽输送槽将封帽输送出来,然后由封帽压住气缸压住封帽,再由推帽气缸将封帽推入封帽转位及平移装置。
8.在本发明的另一个具体的实施例中,所述的封帽转位及平移装置包括封帽转位装置,所述的封帽转位装置包括转向气缸安装板、180
°
转向气缸、封帽夹爪、左夹爪气缸、右夹爪气缸,所述封帽夹爪的数量具有两个且分别固定于左夹爪气缸上和右夹爪气缸上,所述左夹爪气缸固定在左气缸滑架上,所述右夹爪气缸固定在右气缸滑架上,所述左气缸滑架
和右气缸滑架均滑动设置在导轨架上,所述左气缸滑架和右气缸滑架沿着导轨架向两侧移动,所述的导轨架固定在180
°
转向气缸上,所述180
°
转向气缸位于左夹爪气缸和右夹爪气缸的下方,所述180
°
转向气缸安装于转向气缸安装板上。
9.在本发明的又一个具体的实施例中,所述的封帽转位装置还包括封帽滚动螺栓,所述的封帽滚动螺栓具有两个,分别位于左气缸滑架和右气缸滑架相邻近的位置,当从两封帽滚动螺栓中间推动两封帽滚动螺栓时,实现左气缸滑架和右气缸滑架向两侧移动。
10.在本发明的再一个具体的实施例中,所述封帽转位及平移装置还包括封帽平移装置,所述的封帽平移装置包括往复气缸、直线导轨,所述的转向气缸安装板滑动设置在直线导轨上,所述的往复气缸和直线导轨的配合将封帽转位装置移动到封帽位置。
11.在本发明的还有一个具体的实施例中,所述的计米装置包括过线导轮、包胶轮、计米轮、计米升降气缸、计米编码器,电缆穿过过线导轮与包胶轮之间,进而通过计米升降气缸控制计米轮压住电缆,继而电缆通过的长度就可以通过装在计米轮上的计米编码器来精确控制电缆通过的米数。
12.在本发明的进而一个具体的实施例中,所述的履带牵引装置包括履带牵引安装板以及安装于履带牵引安装板上的同步带轮、上同步带、履带升降气缸、下同步带、伺服电机安装板、联轴器、伺服电机,所述伺服电机固定于伺服电机安装板上,进而通过联轴器控制同步带轮驱动下同步带传动,当线缆穿过履带牵引装置时,履带升降气缸带动上同步带下降,进而压住电缆来达到伺服电机控制下同步带、上同步带的牵引传动,从而不断将电缆向前输送,当计米数达到设定长度时,自动裁切装置就开始自动裁切。
13.在本发明的更而一个具体的实施例中,所述的自动裁切装置包括裁断升降气缸、气缸安装板、裁断安装板、导向轴、上裁切刀安装座、上裁切刀、下裁切刀、下裁切刀安装座,所述的下裁切刀固定于下裁切刀安装座上,所述上裁切刀安装于由裁断升降气缸控制的上裁切刀安装座上,所述裁断升降气缸安装于位于裁断安装板上方的气缸安装板上,所述上裁切刀安装座滑动装配于导向轴上,所述的下裁切刀安装座固定安装于导向轴上,所述裁断升降气缸驱动上裁切刀安装座沿着导向轴上下滑动,从而带动上裁切刀安装座上的上裁切刀与下裁切刀安装座上的下裁切刀配合切断电缆。
14.在本发明的又进而一个具体的实施例中,所述的线缆夹紧导向装置包括封帽夹线安装板以及安装于封帽夹线安装板上的封帽气缸、升降导向气缸、线尾夹紧气缸、线头夹紧气缸、线缆头夹头、线缆尾夹头、线缆导向座、封帽三角推块,所述封帽夹线安装板的左侧板上安装有线头夹紧气缸和线缆头夹头,所述封帽夹线安装板的右侧板上安装有线尾夹紧气缸和线缆尾夹头;所述封帽夹线安装板的前侧板的两侧的上方均安装有升降导向气缸,两侧升降导向气缸的下方均安装有线缆导向座,所述升降导向气缸驱动线缆导向座上下移动;所述前侧板中部的上方安装有封帽气缸,所述封帽气缸的下方安装有封帽三角推块,所述封帽气缸驱动封帽三角推块上下移动,进而由封帽三角推块驱动左气缸滑架和右气缸滑架沿着导轨架向两侧移动。
15.在本发明的又更而一个具体的实施例中,还包括机架,所述的计米装置、履带牵引装置、自动裁切装置、封帽头输送装置的封帽输送推帽装置、线缆夹紧导向装置和封帽转位及平移装置安装于机架上,所述的封帽头输送装置的振动盘装置邻近机架放置。本发明由于采用了上述结构,具有的有益效果:
第一、本封帽机可以连续地对电缆进行定米裁断,并给裁断后的电缆两端进行封帽;第二、配置电缆履带牵引装置,采用伺服精确控制,进而可以保证电缆牵引的位置每次都是一致的,达到自动连续地对裁断的电缆进行封帽处理,解决了人工操作带来的质量问题以及生产效率低的问题;第三、采用振动盘对封帽进行筛选,然后通过封帽输送槽进行输送,这样就会保证每次的封帽都是合格的,减少人工对封帽头的筛查,降低生产时间,替代了人工筛选封帽,以及通过封帽平移装置来推动封帽转位装置来回往复运动,整个过程实现了自动化连续生产,全程无需人工参与,对封帽头自动筛选,保证了产品的质量以及生产效率,整体降低了生产成本,机架采用40
×
80型材组装,安装板均采用q23b材质保证设备的稳定性以及安全性。
附图说明
16.图1a为本发明所述一种电缆自动裁断两端封帽机的一侧示意图。
17.图1b为本发明所述一种电缆自动裁断两端封帽机的另一侧示意图。
18.图2为本发明所述一种电缆自动裁断两端封帽机的计米装置示意图。
19.图3为本发明所述一种电缆自动裁断两端封帽机的履带牵引装置示意图。
20.图4为本发明所述一种电缆自动裁断两端封帽机的自动裁断装置示意图。
21.图5为本发明所述一种电缆自动裁断两端封帽机的封帽头输送装置示意图。
22.图6为本发明所述一种电缆自动裁断两端封帽机的线缆夹紧导向装置示意图。
23.图7为本发明所述一种电缆自动裁断两端封帽机的封帽转位及平移装置示意图。
24.图中:1.机架;2.计米装置、21.计米安装板、22.过线导轮、23.包胶轮、24.计米轮、25.压缩弹簧、26.计米升降气缸、27.计米编码器、28.计米轮安装板、29.导轴;2’.电缆;3.履带牵引装置、31.履带牵引安装板、311.竖直板、32.同步带轮、33.上同步带、331.上同步带安装板、34.履带升降气缸、35.下同步带、36.伺服电机安装板、37.联轴器、38.伺服电机;4.自动裁切装置、41.裁断升降气缸、42.气缸安装板、43.裁断安装板、44.导向轴、45.上裁切刀安装座、46.上裁切刀、47.下裁切刀、48.下裁切刀安装座;5.封帽头输送装置、501.振动盘装置、51.振动盘支架、52.振动盘、502.封帽输送推帽装置、53.封帽输送槽、54.封帽压住气缸、55.推帽气缸、56.直振器、57.直振器安装板;6.线缆夹紧导向装置、61.封帽夹线安装板、611.左侧板、612.右侧板、613.前侧板、62.封帽气缸、63.升降导向气缸、64.线尾夹紧气缸、65.线头夹紧气缸、66.线缆头夹头、66’.线缆尾夹头、67.线缆导向座、68.线缆感应器、681.感应器支架、69.封帽三角推块;7.封帽转位及平移装置、701.封帽平移装置、71.往复气缸、72.直线导轨、702.封帽转位装置、73.转向气缸安装板、74.180
°
转向气缸、75.封帽夹爪、76.左夹爪气缸、761.左气缸滑架、77.右夹爪气缸、771.右气缸滑架、78.封帽滚动螺栓、79.电缆过线导线槽、70.导轨架。
具体实施方式
25.下面结合附图对本发明的具体实施方式详细描述,但对实施例的描述不是对技术方案的限制,任何依据本发明构思作形式而非实质的变化都应当视为本发明的保护范围。
26.在下面的描述中凡是涉及上、下、左、右、前和后的方向性或称方位性的概念都是以对应附图所示的位置为基准的,因而不能将其理解为对本发明提供的技术方案的特别限定。
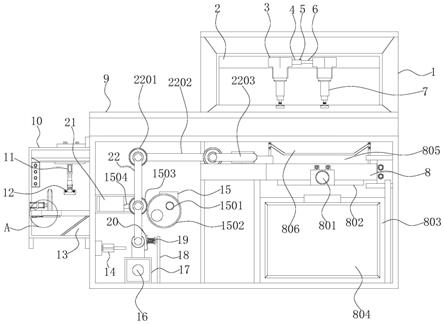
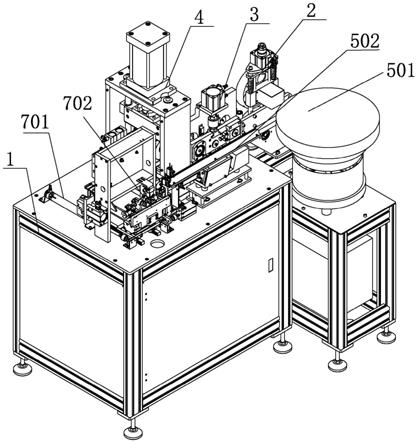
27.请参阅图1,本发明涉及一种电缆自动裁断两端封帽机,包括机架1、计米装置2、履带牵引装置3、自动裁切装置4、封帽头输送装置5、线缆夹紧导向装置6和封帽转位及平移装置7。所述的机架1为型材和封板组合连接。所述的计米装置2、履带牵引装置3、自动裁切装置4、封帽头输送装置5的封帽输送推帽装置502、线缆夹紧导向装置6和封帽转位及平移装置7安装于机架1上,所述的封帽头输送装置5的振动盘装置501邻近机架1放置。
28.如图1a、图1b、图2所示,所述的计米装置2包括计米安装板21、过线导轮22、包胶轮23、计米轮24、压缩弹簧25、计米升降气缸26、计米编码器27,所述的计米安装板21安装于机架1上,所述过线导轮22有横向和竖向交错安装,本实施例中,所述的过线导轮22两两成对横向和竖向交错安装,且所述过线导轮22两两成对构成两组分别位于上下布置的过线导轮22和包胶轮23的横向两侧。图中所示电缆2’在两组过线导轮22中间穿过,防止电缆窜动。所述计米轮24安装于计米轮安装板28上,所述计米轮安装板28滑动安装于导轴29上,所述导轴29固定安装于计米安装板21上。所述计米轮安装板28上方安装有计米升降气缸26,所述计米升降气缸26与计米轮安装板28之间安装有压缩弹簧25,所述计米轮安装板28的位于计米轮24的另一侧安装有计米编码器27。电缆2’穿过过线导轮22与包胶轮23之间,进而通过计米升降气缸26控制计米轮24压住电缆2’,继而电缆2’通过的长度就可以通过装在计米轮24上的计米编码器27来精确控制电缆2’通过的米数,从而保证所需切断电缆2’的长度。
29.如图1a、图1b、图3所示,所述的履带牵引装置3包括履带牵引安装板31、同步带轮32、上同步带33、履带升降气缸34、下同步带35、伺服电机安装板36、联轴器37、伺服电机38。所述的履带牵引安装板31安装于机架1上,所述同步带轮32两两分组具有上下布置的两组,每个同步带轮32均枢置在各自的轮轴上,所述下方的一组同步带轮32的轮轴固定安装于履带牵引安装板31的竖直板311上,所述上方的一组同步带轮32的轮轴分别穿过竖直板311上的通孔后固定在上同步带安装板331。所述的上同步带33缠绕在上方的一组同步带轮32上,所述的下同步带35缠绕在下方的一组同步带轮32上。所述履带升降气缸34安装于履带牵引安装板31上,可驱动上同步带安装板331的上下移动,从而驱动位于上方的一组同步带轮32以及上同步带33的上下移动。所述伺服电机38固定于伺服电机安装板36上,进而通过联轴器37控制同步带轮32驱动下同步带35传动,当线缆穿过履带牵引装置3时,履带升降气缸34带动上同步带33下降,进而压住电缆来达到伺服电机38控制下同步带35、上同步带33的牵引传动,从而不断将电缆向前输送,当计米数达到设定长度时,自动裁切装置4就开始自动裁切。所述履带牵引装置3保证电缆可以无需人工牵引,电缆在伺服电机38以及上同步带33、下同步带35的驱动下自动向前走。
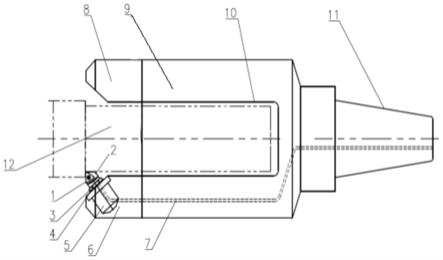
30.如图1a、图1b、图4所示,所述的自动裁切装置4包括裁断升降气缸41、气缸安装板42、裁断安装板43、导向轴44、上裁切刀安装座45、上裁切刀46、下裁切刀47、下裁切刀安装座48,所述的裁断安装板43安装于机架1上,所述的下裁切刀47固定于下裁切刀安装座48
上,所述上裁切刀46安装于由裁断升降气缸41控制的上裁切刀安装座45上。所述裁断升降气缸41安装于位于裁断安装板43上方的气缸安装板42上,所述上裁切刀安装座45滑动装配于导向轴44上,所述的下裁切刀安装座48固定安装于导向轴44上。所述裁断升降气缸41可驱动上裁切刀安装座45沿着导向轴44上下滑动,从而带动上裁切刀安装座45上的上裁切刀46与下裁切刀安装座48上的下裁切刀47配合切断电缆。具体过程是:电缆经过计米装置2和履带牵引装置3后,当计米数达到设定长度时,自动裁切装置4就开始工作。裁断升降气缸41使上裁切刀46下降,切断电缆。切断时,上裁切刀46和下裁切刀47相互交错,从而保证裁切的完整性,其中上裁切刀46与下裁切刀47均采用月牙形式,保证刀口的锋利性,裁出的电缆切口没有飞边。
31.如图1a、图1b、图5所示,所述的封帽头输送装置5包括振动盘装置501和封帽输送推帽装置502,所述的振动盘装置501包括振动盘支架51、振动盘52,所述的封帽输送推帽装置502包括封帽输送槽53、封帽压住气缸54、推帽气缸55、直振器56、直振器安装板57,所述的振动盘支架51邻近机架1放置,振动盘支架51的平台上固定安装有振动盘52。所述的封帽输送推帽装置502安装于机架1上。所述封帽输送槽53一端延伸到振动盘52的一侧,另一端安装有封帽压住气缸54和推帽气缸55,另一端的下方安装有直振器56,所述的直振器56安装于直振器安装板57上。所述的直振器安装板57又安装于机架1上。电缆封帽的输送是通过振动盘52筛选封帽的,所述振动盘52的振动出料口与封帽输送槽53连接,通过振动盘52振动不断将合格的封帽以振动的形式输送到封帽输送槽53,接着由直振器56以振动形式振动封帽输送槽53将封帽输送出来,然后由封帽压住气缸54压住封帽,再由推帽气缸55将封帽推入封帽转位及平移装置7的左夹爪气缸76。采用振动盘52,可以有效地对封帽进行筛选保证产品的质量同时保证可以不间断地对电缆进行封帽。
32.如图1a、图1b、图7所示,所述的封帽转位及平移装置7包括封帽平移装置701和封帽转位装置702,所述的封帽平移装置701包括往复气缸71、直线导轨72,所述的封帽转位装置702包括转向气缸安装板73、180
°
转向气缸74、封帽夹爪75、左夹爪气缸76、右夹爪气缸77、封帽滚动螺栓78、电缆过线导线槽79,所述封帽夹爪75的数量具有两个,分别固定于左夹爪气缸76上和右夹爪气缸77上。所述左夹爪气缸76固定在左气缸滑架761上,所述的右夹爪气缸77固定在右气缸滑架771上,所述左气缸滑架761和右气缸滑架771均滑动设置在导轨架70上,即所述左气缸滑架761和右气缸滑架771可沿着导轨架70向两侧移动。所述的导轨架70固定在180
°
转向气缸74上。所述180
°
转向气缸74位于左夹爪气缸76和右夹爪气缸77的下方,所述180
°
转向气缸74安装于转向气缸安装板73上。所述的转向气缸安装板73滑动设置在直线导轨72上。所述的封帽滚动螺栓78具有两个,分别位于左气缸滑架761和右气缸滑架771相邻近的位置。当从两封帽滚动螺栓78中间推动两封帽滚动螺栓78时,可实现左气缸滑架761和右气缸滑架771向两侧移动。当振动盘52筛选出来的封帽,通过左夹爪气缸76侧的封帽夹爪75夹住由推帽气缸55推出来的封帽,再通过180
°
转向气缸74将已有封帽的左夹爪气缸76转至180
°
,继而再通过推帽气缸55将封帽推入右夹爪气缸77,通过其右夹爪气缸77的封帽夹爪75夹住推出来的封帽。当传感器检测两端封帽已进入两端的封帽夹爪75中时,封帽转位装置702就会通过往复气缸71和直线导轨72的配合下移动到封帽位置,即将封帽转位装置702移动到所述线缆夹紧导向装置6的封帽三角推块69的下方。
33.如图1a、图1b、图6所示,所述的线缆夹紧导向装置6包括封帽夹线安装板61、封帽
气缸62、升降导向气缸63、线尾夹紧气缸64、线头夹紧气缸65、线缆头夹头66、线缆尾夹头66’、线缆导向座67、线缆感应器68、封帽三角推块69。所述封帽夹线安装板61安装在机架1,所述封帽夹线安装板61的左侧板611上安装有线头夹紧气缸65和线缆头夹头66,所述封帽夹线安装板61的右侧板612上安装有线尾夹紧气缸64和线缆尾夹头66’。所述封帽夹线安装板61的前侧板613的两侧的上方均安装有升降导向气缸63,两侧升降导向气缸63的下方均安装有线缆导向座67,所述升降导向气缸63可驱动线缆导向座67上下移动。所述前侧板613中部的上方安装有封帽气缸62,所述封帽气缸62的下方安装有封帽三角推块69,所述封帽气缸62可驱动封帽三角推块69上下移动,所述封帽三角推块69采用三角形式。所述线缆感应器68是固定于感应器支架681上,用以检测是否有电缆。
34.当电缆被裁断时,电缆线尾和线头已经漏出电缆丝,通过履带牵引装置3将电缆牵引至通过线缆夹紧导向装置6时,电缆过线导线槽79进一步导向将电缆穿过并引导线缆导向座67进而保证电缆升降导向气缸63带动线缆导向座67下降引导其电缆线通过,便于两端电缆进行封帽也可保证封帽的准确性以及一致性;然后当线缆感应器68检测有线缆时,线头夹紧气缸65驱动线缆头夹头66夹住线头,线尾夹紧气缸64驱动线缆尾夹头66’夹住线尾,这样可以保证在电缆封帽时电缆不会产生移动以及封帽不到位的情况,最后由封帽气缸62来驱动封帽三角推块69下降,封帽三角推块69下降运动顶住并推动相邻两个封帽滚动螺栓78,使左气缸滑架761和右气缸滑架771分离,从而推动两端的封帽夹爪75开始向左右移动,将两端封帽夹爪75中的封帽紧紧套在电缆两端上,随后左夹爪气缸76、右夹爪气缸77松开,然后封帽气缸62驱动封帽三角推块69回到原位,最后往复气缸71在直线导轨72的配合下驱动封帽转位装置702回到原位。所述线缆头夹头66和线缆尾夹头66’回到原位,这样一个电缆计米裁断以及两端的封帽过程结束,通过往复循环动作,可以达到自动不停机生产。本发明能够自动化生产,而且可以实现对线缆计米、裁断、封帽一体化作业,有效地提高了产品的质量以及生产效率,也有效降低了生产成本。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。