1.本发明涉及钢丝加工技术领域,具体而言,尤其涉及一种钢丝自动穿孔装置及方法。
背景技术:
2.在供电设备的安装过程中,吊运作业是一项较为常见的工作,如设备的检修,运输和转载等,其中,钢丝绳套是吊运作业中主要的起吊工具。
3.钢丝绳在插接绳套时多采用改锥,螺丝刀等工作,首先将上述工具从钢丝绳缝隙内插入钢丝绳内部,然后利用工具头部将单股钢丝绳钩住,接着将工具从钢丝绳缝内抽出,且在其抽出的过程中需要保证将单股钢丝绳带入钢丝绳缝内,然后在穿入缝的另一个口将绳头拉出并收紧,完成钢丝绳套的插接。
4.上述现有技术中对钢丝绳的穿孔打结过程中由于钢丝绳硬度较高,打结时弹性恢复力较大,耗费体力,打结时稍不注意就容易弹回,工作效率低,并且对用于打结穿孔的工具容易造成磨损。另外,钢丝在穿孔的过程中,由于钢丝硬度比较高,现有设备难以使得钢丝始终处于张紧状态,无法确保钢丝穿孔的准确性。
技术实现要素:
5.本发明的目的是克服现有技术存在的不足,提供一种钢丝自动穿孔装置及方法。
6.本发明的目的通过以下技术方案来实现:一种钢丝自动穿孔装置,包括机架以及设置在其上用以承载并可驱动工字轮转动的驱动件所述机架上设有用以将钢丝熔断夹取的熔断机构,另一侧设有用以将所述工字轮下料的下料组件;所述熔断机构的一侧设有用以将钢丝夹持并插接至所述工字轮的容置槽内的夹持机构,所述夹持机构上设有可使所述钢丝始终处于张紧状态的张紧轮,所述夹持机构包括夹持架,所述夹持架上设有用以将钢丝夹持的夹持组件和用以对所述钢丝起引导作用的引导组件,所述夹持组件可由驱动组件驱动其面向所述引导组件移动;所述夹持架上还设有用以将所述钢丝张紧的张紧轮,所述张紧轮可由推送组件驱动其移动。
7.优选的,所述下料组件包括机械手以及固设在所述机械手上的下料座,所述下料座上设有呈对称结构且可同步相向移动的抓盘,所述抓盘上开设有与所述工字轮边沿相适配的开口。
8.优选的,所述下料座上固设有一双向气缸,所述双向气缸的气缸轴分别连接于相应地所述抓盘。
9.优选的,所述下料座上固设有一下料架,所述下料架上固设有导向轴,所述抓盘上设有与所述导向轴相适配的轴套。
10.优选的,所述下料架上还枢轴设有一转轴,所述转轴上固设有一微型气缸,所述微型气缸的气缸轴上固设有用以将钢丝夹取的夹取头。
11.优选的,所述熔断机构包括承载板,所述承载板上设有用以将钢丝熔断的熔断组
件,所述熔断组件的两侧分别设有用以将钢丝夹取的夹取组件ⅰ和夹取组件ⅱ,所述夹取组件ⅰ远离所述熔断组件的一侧还设有用以将所述钢丝张紧的张紧组件。
12.优选的,所述熔断组件包括通过连接器固设在所述承载板上的上熔断器,所述上熔断器的下方设有一可相对其上下移动的下熔断器;所述夹取组件ⅰ包括固设在所述承载板上的承载块ⅰ,所述承载块ⅰ上开设有一卡槽ⅰ;所述承载板上还固设有按压气缸ⅰ,所述按压气缸ⅰ的气缸轴上固设有一压板ⅰ,所述压板ⅰ上设有与所述卡槽ⅰ相适配的压头ⅰ;所述夹取组件ⅱ包括固设在所述承载板上的承载块ⅱ,所述承载块ⅱ上开设有一卡槽ⅱ;所述承载板上还固设有按压气缸ⅱ,所述按压气缸ⅱ的气缸轴上固设有一压板ⅱ,所述压板ⅱ上设有与所述卡槽ⅱ相适配的压头ⅱ。
13.优选的,所述张紧组件包括固设在所述基板上的传动电机,所述传动电机上通过传动器与连接臂固接,所述连接臂上枢轴设有一呈l状的张紧辊。
14.优选的,所述夹持组件包括设置在所述夹持架上的伸缩气缸,所述伸缩气缸的气缸轴上固设有夹持板,所述夹持板上固设有一夹持气缸,所述夹持气缸的气缸轴上固设有夹爪;所述驱动组件包括固设在所述夹持架上的驱动气缸,所述驱动气缸的气缸轴上固设有一驱动板,所述驱动板上滑动设有一插销,所述插销的另一端与固定板固接,所述伸缩气缸固设在所述固定板上;所述固定板和驱动板之间设有复位弹簧。
15.本发明还揭示了一种钢丝自动穿孔方法,包括如下步骤:s1、驱动件启动,驱动工字轮旋转;s2、传动丝杆启动,通过与其丝杆传动的传动块驱动支撑架ⅰ移动至相应位置后,无杆气缸启动,驱动承载板移动至预定位置;s3、按压气缸ⅰ启动,通过压板ⅰ驱动压头ⅰ将钢丝按压在所述卡槽ⅰ内,将钢丝限位;与此同时,所述按压气缸ⅱ启动,通过压板ⅱ驱动压头ⅱ将钢丝压在所述卡槽ⅱ,将钢丝限位;s4、承载气缸启动,通过支撑块和支撑板驱动下熔断器向上移动,直至与上熔断器紧贴,完成对钢丝的熔断;s5、伸缩气缸启动,驱动夹持板移动至相应位置,此时,夹持气缸启动,驱动夹爪完成对钢丝的夹持,与此同时,引导气缸驱动,驱动夹头完成对钢丝的夹持;s6、待夹持完成后,驱动气缸启动,通过驱动板、插销和固定板驱动伸缩气缸移动至相应位置,直至所述钢丝按预定路线依次贯穿所述工字轮的容置槽内,完成钢丝在工字轮上的绕设;s7、抓盘相向移动,通过开口完成对工字轮边沿的夹持,完成下料。
16.本发明的有益效果主要体现在:1、结构精巧,自动化程度高,全程无需人工操作,降低劳动强度,提高工作效率,避免安全隐患的发生。同时,在穿孔过程中,钢丝可贯穿两个工字轮的容置槽,即可对其定位,防止其回弹的情况发生,保证合格率。另外,张紧轮的活动设置可使钢丝始终张紧,保证后续加工时钢丝穿孔的精准度,保证合格率;2、夹持机构可相对引导组件进行位置调节,以满足不同工况下的需求,具有较广的适用性;3、在对钢丝进行熔断的过程中,钢丝的两端由夹取组件夹取按压,确保熔断处的
钢丝不会散开,方便后续工艺的加工,节省人力、节省多个工序、生产效率高;4、钢丝的熔断过程中是垂直方向运作的,利用下熔断器向上移动与上熔断器相配合完成对钢丝的熔断,减小机器的驱动力,节约成本,也有利于夹取组件夹取按压的工作;5、下料组件自动化程度高,无需人工操作,具有较广的适用性。
附图说明
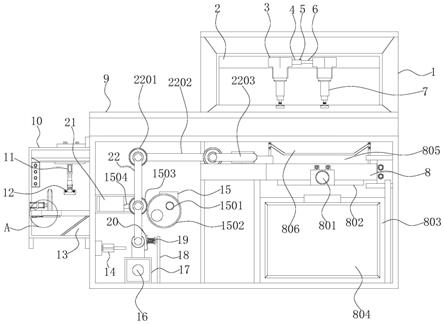
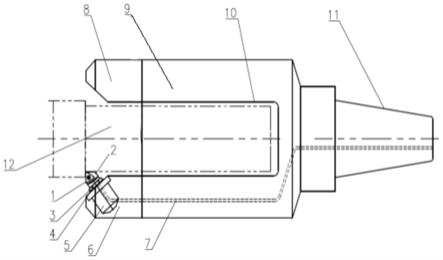
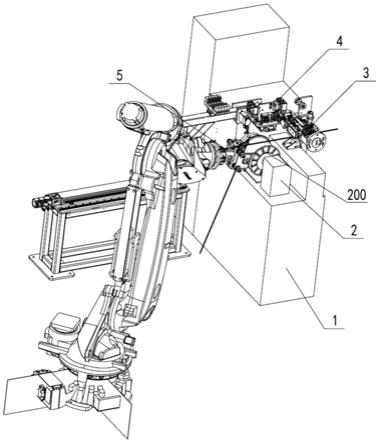
17.下面结合附图对本发明技术方案作进一步说明:图1:本发明优选实施例中工字轮的立体图;图2:本发明优选实施例的立体图;图3:本发明优选实施例中下料组件的立体图;图4:图3中b部分的放大图;图5:本发明优选实施例中夹持机构的立体图;图6:本发明优选实施例中夹持机构的立体图,此时,去除固定块;图7:本发明优选实施例中熔断机构的立体图;图8:图7中a部分的放大图。
具体实施方式
18.以下将结合附图所示的具体实施方式对本发明进行详细描述。但这些实施方式并不限于本发明,本领域的普通技术人员根据这些实施方式所做出的结构、方法、或功能上的变换均包含在本发明的保护范围内。
19.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
20.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
21.下面将参考附图并结合实施例来详细说明本发明。
22.如图1至图8所示,本发明揭示了一种钢丝自动穿孔装置,包括机架1以及设置在其上用以承载并可驱动工字轮200转动的驱动件2,所述驱动件2可以为电机驱动,亦可为其它驱动方式,均属于本发明的保护范畴,在此不做过多赘述。
23.所述机架1上设有用以将钢丝100熔断夹取的熔断机构4,所述熔断机构4包括承载板41,所述承载板41上设有用以将钢丝100熔断的熔断组件42,所述熔断组件42包括通过连
接器421固设在所述承载板41上的上熔断器422,所述上熔断器422的下方设有一可相对其上下移动的下熔断器423。所述熔断组件42还包括固设在所述承载板41上的承载气缸424,所述承载气缸424的气缸轴上固设有支撑块425,所述支撑块425与支撑板426固接,所述下熔断器423固设在所述支撑板426上。所述承载气缸424通过支撑块425和支撑板426驱动下熔断器423面向所述上熔断器422移动,使得钢丝的熔断过程中是垂直方向运作的,利用下熔断器向上移动与上熔断器相配合完成对钢丝的熔断,减小机器的驱动力,节约成本,也有利于夹取组件夹取按压的工作。
24.所述熔断组件42的两侧分别设有用以将钢丝夹取的夹取组件ⅰ43和夹取组件ⅱ44,所述夹取组件ⅰ43包括固设在所述承载板41上的承载块ⅰ431,所述承载块ⅰ431上开设有一卡槽ⅰ432;所述承载板41上还固设有按压气缸ⅰ433,所述按压气缸ⅰ433的气缸轴上固设有一压板ⅰ434,所述压板ⅰ434上设有与所述卡槽ⅰ432相适配的压头ⅰ435。所述夹取组件ⅱ44包括固设在所述承载板41上的承载块ⅱ441,所述承载块ⅱ441上开设有一卡槽ⅱ442;所述承载板41上还固设有按压气缸ⅱ443,所述按压气缸ⅱ443的气缸轴上固设有一压板ⅱ444,所述压板ⅱ444上设有与所述卡槽ⅱ442相适配的压头ⅱ445。所述夹取组件ⅰ43和夹取组件ⅱ44的结构雷同,便于后续维修更换,极大地提高工作效率。
25.所述夹取组件ⅰ43远离所述熔断组件42的一侧还设有用以将所述钢丝100张紧的张紧组件45,所述张紧组件45包括固设在所述基板472上的传动电机451,所述传动电机451上通过传动器452与连接臂453固接,所述连接臂453上枢轴设有一呈l状的张紧辊454。所述张紧辊454可对钢丝进行张紧,提高其精准度。
26.本发明还包括承载架46,所述承载板41通过滑动组件47设置在所述承载架46上,所述滑动组件47包括支撑架ⅰ471以及固设在其上的基板472,所述基板472上固设有一无杆气缸473,所述无杆气缸473的活塞与所述承载板41固接。所述滑动组件47还包括固设在所述承载架46上的传动架474,所述传动架474上设有与其枢轴连接的传动丝杆,所述传动丝杆上设有与其为丝杆传动的传动块475,所述支撑架ⅰ471固设在所述传动块475上。
27.所述熔断机构4的一侧设有用以将钢丝夹持并插接至所述工字轮200的容置槽201内的夹持机构3,所述夹持机构3包括夹持架31,所述夹持架31上设有用以将钢丝夹持的夹持组件32和用以对所述钢丝起引导作用的引导组件33,所述夹持组件32可由驱动组件34驱动其面向所述引导组件33移动。所述夹持机构可相对引导组件进行位置调节,以满足不同工况下的需求,具有较广的适用性。
28.本优选实施例中,所述驱动组件34包括固设在所述夹持架31上的驱动气缸341,所述驱动气缸341的气缸轴上固设有一驱动板342,所述驱动板342上滑动设有一插销343,所述插销343的另一端与固定板344固接,所述伸缩气缸321固设在所述固定板344上;所述固定板344和驱动板342之间设有复位弹簧345。当工作完成后,所述复位弹簧345可驱动固定板344复位,该操作简单便捷,便于拆卸更换及维修,极大的提高工作效率。
29.进一步的,所述夹持架31上固设有导向套346,所述导向套346内设有与其相适配的导向柱347,所述导向柱347的一端固接于所述固定板344,所述导向柱347和导向套346相适配可提高固定板344的稳定性,避免在工作过程中出现慌动的情况,保证夹持的精准度。
30.所述夹持组件32包括设置在所述夹持架31上的伸缩气缸321,所述伸缩气缸321的气缸轴上固设有夹持板322,所述夹持板322上固设有一夹持气缸323,所述夹持气缸323的
气缸轴上固设有夹爪324。所述引导组件33包括固设在所述夹持架31上的引导气缸331,所述引导气缸331的气缸轴上固设有夹头332。
31.本优选实施例中,所述夹持架31上还设有用以将所述钢丝张紧的张紧轮35,所述张紧轮35可由推送组件36驱动其移动。所述推送组件36包括固设在所述夹持架31上的固定块361,所述固定块361内枢轴设有一连接块362,所述连接块362的两端设有呈菱形状的限位块363,所述限位块363上固设有连接架364,所述连接架364上枢轴设有所述张紧轮35。所述固定块361内还设有还滑动设有一推送块365,所述推送块365上枢轴设有一传动臂366,所述传动臂366的另一端与所述连接块362枢轴连接。所述夹持架31上固设有一推送气缸367,所述推送气缸367的气缸轴上固设有连接杆368,所述推送块365固设在所述连接杆368上。所述张紧轮可转动对钢丝进行张紧,保证后续加工时钢丝精准度的加工,保证合格率。
32.所述熔断机构4的另一侧设有用以将所述工字轮200下料的下料组件5,所述下料组件5包括机械手以及固设在所述机械手上的下料座51,所述下料座51上设有呈对称结构且可同步相向移动的抓盘52,所述抓盘52上开设有与所述工字轮200边沿相适配的开口53。所述下料座51上固设有一双向气缸54,所述双向气缸54的气缸轴分别连接于相应地所述抓盘52。所述下料座51上固设有一下料架55,所述下料架55上固设有导向轴56,所述抓盘52上设有与所述导向轴56相适配的轴套57。所述轴套57和导向轴56相配合可提高抓盘52滑行中的稳定性。
33.本优选实施例中,所述下料架55上还枢轴设有一转轴58,所述转轴58上固设有一微型气缸59,所述微型气缸59的气缸轴上固设有用以将钢丝100夹取的夹取头591。
34.下面简单阐述一下本发明的工作过程,包括如下步骤 :s1、驱动件2启动,驱动工字轮200旋转;s2、传动丝杆启动,通过与其丝杆传动的传动块475驱动支撑架ⅰ471移动至相应位置后,无杆气缸473启动,驱动承载板41移动至预定位置。
35.s3、按压气缸ⅰ433启动,通过压板ⅰ434驱动压头ⅰ435将钢丝按压在所述卡槽ⅰ432内,将钢丝限位。与此同时,所述按压气缸ⅱ443启动,通过压板ⅱ444驱动压头ⅱ445将钢丝压在所述卡槽ⅱ442,将钢丝限位。
36.s4、承载气缸424启动,通过支撑块425和支撑板426驱动下熔断器423向上移动,直至与上熔断器422紧贴,完成对钢丝的熔断;s5、伸缩气缸321启动,驱动夹持板322移动至相应位置,此时,夹持气缸323启动,驱动夹爪324完成对钢丝的夹持,与此同时,引导气缸331驱动,驱动夹头332完成对钢丝的夹持。
37.s6、待夹持完成后,驱动气缸341启动,通过驱动板、插销343和固定板344驱动伸缩气缸321移动至相应位置,直至所述钢丝按预定路线依次贯穿所述工字轮200的容置槽201内,完成钢丝在工字轮上的绕设;s7、抓盘52相向移动,通过开口53完成对工字轮200边沿的夹持,完成下料。
38.应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
39.上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施方式的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施方式或变更均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。