1.本发明属于自动装配领域,特别涉及一种用于伞骨自动装配的装置和伞骨装配方法。
背景技术:
2.雨伞作为家家户户必备的日常生活用品,在市场上具有十分广泛的销售前景。雨伞的质量高低很大程度取决于伞骨的质量,伞骨在生产过程中需要进行多次铆接,传统的人工铆接不仅速度较慢,而且存在人工失误导致原料报废的风险,因此,伞骨的自动装配装置应运而生。
3.现有的伞骨自动装配装置如公开号为cn111759062a的中国专利公开的一种雨伞骨架组装用雨伞装配机,包括支撑架一、支撑架二和绕线装置,所述支撑架一顶端的内侧活动连接有转动轮,所述转动轮的外圈缠绕有传动带,所述支撑架一一侧的地面上固定连接有另一支撑架一,另一所述支撑架一内侧的顶端活动连接有另一转动轮,两个所述转动轮通过传动带传动连接,两个所述支撑架一的内侧固定连接有支撑架三,所述传动带位于支撑架三的内侧,所述支撑架三内侧的顶端活动连接有支撑杆,所述支撑杆底部的中部固定连接有电动伸缩杆一,所述电动伸缩杆一的底部固定连接有吸盘,所述支撑杆的一端固定连接有真空泵,所述真空泵的进风口与吸盘通过吸管固定连接,所述支撑杆的一端贯穿支撑架三的侧壁并延伸至支撑架三的外侧,所述支撑架三顶端的外侧固定连接有电机二,所述电机二的输出轴末端与支撑杆的一端固定连接,所述支撑架三顶端左侧的两端均固定连接有穿线装置,所述支撑架三的上方悬挂有绕线装置,所述传动带的上方悬挂有两个支撑架二,两个所述支撑架二的底部均固定连接有传动轮,所述传动轮的外圈缠绕有主骨架输送带,且两个所述传动轮通过主骨架输送带传动连接,所述主骨架输送带上均匀设有主骨架固定槽。
4.上述专利提供的雨伞骨架组装用雨伞装配机,伞骨的各个零件在装配时无法良好的固定,铆接的质量难以保证。
技术实现要素:
5.为解决现有技术中存在的问题,本发明提供一种用于伞骨自动装配的装置和伞骨装配方法。
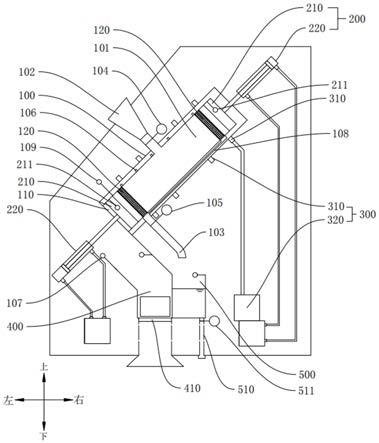
6.一种用于伞骨主动装配的装置,包括设有定位槽的工作台、驱动工作台旋转的旋转电机、用于将伞骨的各零件送入工作台的若干送料机构、用于将工作台上的各零件进行铆接的若干铆接机构,以及用于将铆接好的伞骨移出工作台的下料机构;
7.所述定位槽用于将各零件进行定位;
8.所述下料机构、若干送料机构、若干铆接机构环绕工作台设置。
9.具体的,每个伞骨都由若干个零件组成,而每个零件的形状各不相同,因此每个零件均需设置与该零件相适配的送料机构和定位槽;由于各送料机构环绕工作台设置,因此,
工作台需旋转方能将各零件定位在定位槽,因此需设置若干个铆接机构满足各零件各个方向的铆接需求。
10.优选的,所述送料机构包括底板、送料气缸、送料推块、导向槽,所述底板的一端通过送料气缸固定架固定有送料气缸;所述送料气缸内部设有送料活塞杆,所述送料活塞杆外端与送料推块固定,所述送料推块将置于导向槽中的伞骨零件推至工作台;所述导向槽的形状与伞骨零件相适配。
11.具体的,所述送料气缸驱动送料活塞杆向外伸出,此时与送料活塞杆固定的送料推块向着工作台运动,将置于导向槽中的伞骨零件推送至工作台上的定位槽中并将其压紧后,送料活塞杆带着送料推块回缩至零位。
12.优选的,所述铆接机构包括固定板、推动气缸、铆接机、滑块、滑槽,所述固定板的一端通过推动气缸固定架固定有推动气缸,所述推动气缸内部设有推动活塞杆,所述推动活塞杆外端与送料推块固定,所述滑块上固定有铆接机,所述推动气缸驱动滑块带着铆接机在滑槽内滑动。
13.具体的,推动气缸驱动推动活塞杆向外伸出,此时,在推动活塞杆的推动下,滑块带着铆接机在滑槽内向着工作台的方向运动,当铆接机到达铆接点后将零件进行铆接;铆接完成后,推动活塞杆带着滑块、铆接机回缩至零位。
14.优选的,所述下料机构包括底座,所述底座上活动连接有臂板,所述臂板远离底座的一端活动连接有连接台,所述连接台上设有用于抓取伞骨的气动手指。
15.具体的,下料机构需要同时满足运动范围大、运动精准度高的要求,因此设置可大范围运动的臂板,可精准控制的连接台是合适的。
16.优选的,所述下料机构还包括驱动臂板转动的臂板旋转电机、驱动连接台转动的连接台旋转电机。
17.具体的,臂板和连接台的运动由不同的旋转电机控制,更方便控制。
18.优选的,所述定位槽底部设有仿形槽,所述仿形槽用于将零件完全定位。
19.具体的,在将零件铆接的过程中,零件或会受到较大的冲击发生位移,因此将零件完全定位是铆接的前提。
20.一种伞骨装配方法,采用如上任一项所述的用于伞骨主动装配的装置,
21.所述伞骨包括主杆、第一连接杆、第一支撑杆、第二连接杆、第二支撑杆;所述送料机构包括主杆送料机构、第一连接杆送料机构、第一支撑杆送料机构、第二连接杆送料机构、第二支撑杆送料机构;所述铆接机构包括第一铆接机构、第二铆接机构;所述工作台上设有主杆定位槽、第一连接杆定位槽、第一支撑杆定位槽、第二连接杆定位槽、第二支撑杆定位槽;
22.伞骨的装配包括如下步骤:
23.工作台以及下料机构、各铆接机构、各送料机构复位回零后,将伞骨的各个零件分别放置于其所对应的送料机构的导向槽内;
24.旋转工作台使其依次与主杆送料机构、第一连接杆送料机构、第一支撑杆送料机构、第二连接杆送料机构、第二支撑杆送料机构的位置相适配,各送料机构依次将所对应的零件送至并压紧在对应的定位槽内;
25.第一铆接结构将主杆与第一连接杆铆接、第一连接杆与第二连接杆铆接、第一连
接杆与第一支撑杆铆接;
26.第二铆接机构将第二连接杆与第二支撑杆铆接、第一支撑杆与第二支撑杆铆接。
27.与现有技术相比,本发明的有益之处在于。
28.(1)实现了伞骨的全自动化的装配,不仅显著提高了伞骨的装配速度,而且提高了伞骨装配的成功率。
29.(2)将各用于伞骨装配的机械环绕可旋转的工作台分布的装配结构,实现了流水线装配伞骨,不仅仅提高了生产效率,而且当伞骨装配出现故障时,可以迅速的排查出问题。
30.(3)根据伞骨的形状选择合适的工作台,并对各机构的位置进行调整即可使得本产品适用于不同形状的伞骨的自动装配。
附图说明
31.图1为本发明提供的用于伞骨主动装配的装置的装配示意图;
32.图2为本发明提供的用于伞骨主动装配的装置的主杆送料机构俯视图;
33.图3为本发明提供的用于伞骨主动装配的装置的铆接机构主视图;
34.图4为本发明提供的用于伞骨主动装配的装置的下料机构主视图;
35.图5为本发明提供的用于伞骨主动装配的装置的伞骨示意图;
36.图6为本发明提供的用于伞骨主动装配的装置的工作台示意图;
37.图7为本发明提供的用于伞骨主动装配的装置的定位槽剖视图;
38.图8为本发明提供的用于伞骨主动装配的装置的工位分布示意图;
39.图9为本发明提供的用于伞骨主动装配的装置的伞骨装配方法的流程图。
具体实施方式
40.下面结合附图和具体实施例,对本发明做进一步说明。
41.如图1
‑
7所示,用于伞骨主动装配的装置,包括设有定位槽110的工作台100、驱动工作台100旋转的旋转电机、用于将伞骨500的各零件送入工作台100的若干送料机构、用于将工作台100上的各零件进行铆接的若干铆接机构300,以及用于将铆接好的伞骨500移出工作台100的下料机构400;
42.所述定位槽110用于将各零件进行定位;
43.所述下料机构400、若干送料机构、若干铆接机构300环绕工作台100 设置。
44.具体的,每个伞骨500都由若干个零件组成,而每个零件的形状各不相同,因此每个零件均需设置与该零件相适配的送料机构和定位槽110;由于各送料机构环绕工作台100设置,因此,工作台100需旋转方能将各零件定位在定位槽110,因此需设置若干个铆接机构300满足各零件各个方向的铆接需求。
45.优选的,所述送料机构包括底板210、送料气缸220、送料推块230、导向槽240,所述底板210的一端通过送料气缸固定架250固定有送料气缸220;所述送料气缸220内部设有送料活塞杆,所述送料活塞杆外端与送料推块230固定,所述送料推块230将置于导向槽240中的伞骨500的零件推至工作台100;所述导向槽240的形状与伞骨500的零件形状相适配。
46.具体的,所述送料气缸220驱动送料活塞杆向外伸出,此时与送料活塞杆固定的送
料推块230向着工作台100运动,将置于导向槽240中的伞骨500的零件推送至工作台100上的定位槽110中并将其压紧后,送料活塞杆带着送料推块230回缩至零位。
47.优选的,所述铆接机构300包括固定板310、推动气缸320、铆接机 330、滑块340、滑槽350,所述固定板310的一端通过推动气缸固定架360 固定有推动气缸320,所述推动气缸320内部设有推动活塞杆,所述推动活塞杆外端与滑块340固定,所述滑块340上固定有铆接机330,所述推动气缸320驱动滑块340带着铆接机330在滑槽350内滑动。
48.具体的,推动气缸320驱动推动活塞杆向外伸出,此时,在推动活塞杆的推动下,滑块340带着铆接机330在滑槽350内向着工作台100的方向运动,当铆接机330到达铆接点后将零件进行铆接;铆接完成后,推动活塞杆带着滑块340、铆接机330回缩至零位。
49.优选的,所述下料机构400包括底座410,所述底座410上活动连接有臂板420,所述臂板420远离底座410的一端活动连接有连接台430,所述连接台430上设有用于抓取伞骨500的气动手指440。
50.具体的,下料机构400需要同时满足运动范围大、运动精准度高的要求,因此设置可大范围运动的臂板420,可精准控制的连接台430是合适的。
51.优选的,所述下料机构400还包括驱动臂板420转动的臂板旋转电机 450、驱动连接台430转动的连接台旋转电机460。
52.具体的,臂板420和连接台430的运动由不同的旋转电机控制,更方便控制。
53.优选的,所述定位槽110底部设有仿形槽120,所述仿形槽120用于将零件完全定位。
54.具体的,在将零件铆接的过程中,零件或会受到较大的冲击发生位移,因此将零件完全定位是铆接的前提。
55.一种伞骨装配方法,采用如上任一项所述的用于伞骨主动装配的装置,
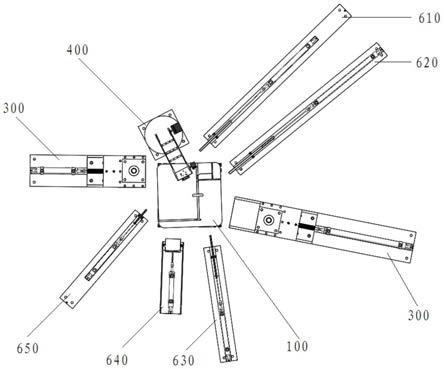
56.所述伞骨500包括主杆510、第一连接杆520、第一支撑杆530、第二连接杆540、第二支撑杆550;所述送料机构包括主杆送料机构610、第一连接杆送料机构620、第一支撑杆送料机构630、第二连接杆送料机构640、第二支撑杆送料机构650;所述铆接机构300包括第一铆接机构、第二铆接机构,所述第一铆接机构与第二铆接机构结构相同;所述工作台100上设有主杆定位槽111、第一连接杆定位槽112、第一支撑杆定位槽113、第二连接杆定位槽114、第二支撑杆定位槽115;
57.如图1
‑
9所示,伞骨500的具体装配步骤如下:
58.s1环绕工作台100的工位中以右上角为工位一顺时针依次分布八个工位;
59.s2将主杆送料机构610设于工位一,第一连接杆送料机构620设于工位二,将第一铆接机构设于工位三,将第一支撑杆送料机构630设于工位四,将第二连接杆送料机构640设于工位五,将第二支撑杆送料机构650 设于工位六,将第二铆接机构设于工位七,将下料机构400设于工位八;
60.s3各机构复位归零后,此时主杆定位槽111的位置与主杆送料机构 610相适配;将主杆510、第一连接杆520、第一支撑杆530、第二连接杆 540、第二支撑杆550依次放置于其所对应的送料机构的导向槽240内;
61.s4主杆送料机构610将主杆510推送至主杆定位槽111中并压紧;
62.s5工作台100旋转至第一连接杆定位槽112与第一连接杆送料机构 620相适配的
方位后,第一连接杆送料机构620将第一连接杆520推送至第一连接杆定位槽112并压紧;
63.s6第一铆接机构将主杆510的一端与第一连接杆520的一端铆接;
64.s7工作台100旋转至第一支撑杆定位槽113与第一支撑杆送料机构630相适配的位置后,第一支撑杆送料机构630将第一支撑杆530推送至第一支撑杆定位槽113并压紧;
65.s8第一铆接机构将第一支撑杆530的一端与第一连接杆520远离主杆510的一端铆接;
66.s9工作台100旋转至第二连接杆定位槽114与第二连接杆送料机构 640相适配的位置后,第二连接杆送料机构640将第二连接杆540推送至第二连接杆定位槽114并压紧;
67.s10第一铆接机构将第二连接杆540的一端与第一连接杆520远离主杆510的一端铆接;第一支撑杆530、第二连接杆540连接在同一铆接件上的不同连接点上;且第一支撑杆530与第一连接杆520连接在同一连接点上;
68.s11工作台100旋转第二支撑杆定位槽115至与第二支撑杆送料机构 650相适配的方位后,第二支撑杆送料机构650将第二支撑杆550推送至第二支撑杆定位槽115并压紧;
69.s12利用第二铆接机构,将第一支撑杆530的中部与第二支撑杆550 的一端铆接,第二支撑杆550的中部与第二连接杆540远离第一连接杆520 的一端铆接,伞骨500装配完成;
70.s13依次启动臂板旋转电机450、连接台旋转电机460将气动手指440 驱动到下料槽130上方,气动手指440从下料槽130将装配好的伞骨500 取下。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。