1.本发明涉及板材弯曲技术领域,尤其涉及一种弯曲硬质板材及弯曲加工方法。
背景技术:
2.板材的弯曲是指将平直的板材经一系列加工后得到弯曲呈一定夹角。然而硬质板材在进行弯曲时,由于其材料刚性作用,在弯曲时容易断裂,尤其是木板材在直接弯曲时,在弯曲位置处容易产生裂纹,而无法弯曲至目标角度。
3.目前,木板材的弯曲方式主要有:1、逐片拼接:即将一个曲面分成铣削分段,采用粘接或铆接方式形成曲面造型,加工工艺复杂,拼装难度高;2、榫卯拼接;3、整体切削为弯曲形;4、热弯曲。可见在硬质木板材进行弯曲时整体难度较大,且在加工前需要确定弯曲的角度,并对板材进行加工处理,而实际加工后实现目标弯曲的差异化较大。
技术实现要素:
4.本发明为了解决上述技术问题提供一种结构简单的弯曲硬质板材以及用于加工该弯曲硬质板材的弯曲加工方法,以解决上述至少一项技术问题。
5.本发明解决上述技术问题的技术方案如下:
6.本发明为实现上述目的之一提供一种弯曲硬质板材,包括一板材,所述板材具有第一端、第二端、以及连接于所述第一端与所述第二端之间的弯曲部;
7.所述弯曲部围绕一轴或一顶点弯曲为弧形,所述弯曲部上设置有多个细条缝,多个所述细条缝以所述顶点为中心延伸并排列为辐射状,或多个所述细条缝与所述轴平行延伸并排列为阵列状。
8.本发明的有益效果是:本发明在弯曲部上设置有细条缝,并且细条缝呈辐射状或阵列状,能够实现弯曲并且弯曲的方式多样化,同时在细条缝的存在能够减轻弯曲板材的整体重量。
9.在上述技术方案的基础上,本发明还可以做如下改进。
10.进一步,所述弯曲部为方形、平行四边形、梯形或扇形中的一种。
11.采用上述进一步方案的有益效果是:该弯曲部的结构多样化,能够根据不同的弯曲形式进行弯曲。
12.进一步,所述细条缝的缝宽不小于所述板材厚度的二分之一。
13.采用上述进一步方案的有益效果是:采用该细条缝,能够避免在弯曲过程中细条缝的变形而使而造成细条缝的两端的板材存在拉伸作用而产生裂纹。
14.进一步,所述细条缝为直缝,所述直缝沿与所述轴平行延伸,或所述直缝的延伸线相交于所述顶点。
15.采用上述进一步方案的有益效果是:采用直缝的抗变形稳定性作用好,同时能够在弯曲过程中释放玩去不内侧的应力作用,能够有效的降低弯曲过程中背离弯曲方向一侧的弯曲部表面裂纹的产生。
16.进一步,所述细条缝为波纹缝,每个所述波纹缝沿长度方向设有至少一个波峰以及至少一个波谷,相邻的所述波纹缝的所述波峰朝向相同,相邻的所述波纹缝的所述波谷朝向相同。
17.采用上述进一步方案的有益效果是:采用波形缝弯曲后的抗变形稳定性作用更好。
18.本发明为实现上述目的之二提供一种硬质板材的弯曲加工方法,包括如下步骤:
19.s1:提供一平直的板材,在所述板材上确定需弯曲的平直过渡区域;
20.s2:根据需弯曲要求确定弯曲轴点或弯曲轴线,以所述弯曲轴点在所述平直过渡区域内加工辐射状细条缝,或以所述弯曲轴线在所述平直过渡区域内加工阵列状细条缝;
21.s3:将加工后的所述平直过渡区域弯曲至目标弯曲弧度。
22.本发明的有益效果是:本发明采用上述方法能够实现硬质板材的弯曲,加工简单,适用范围广,同时能够根据弯曲需要即时的调整加工区域,灵活方便。
23.在上述技术方案的基础上,本发明还可以做如下改进。
24.进一步,所述板材的材质为木材。
25.采用上述进一步方案的有益效果是:木材更轻,能够加工后弯曲。
26.进一步,步骤s2中所述细条缝采用激光切割机切割得到。
27.采用上述进一步方案的有益效果是:采用激光切割机进行切割方便快捷。
附图说明
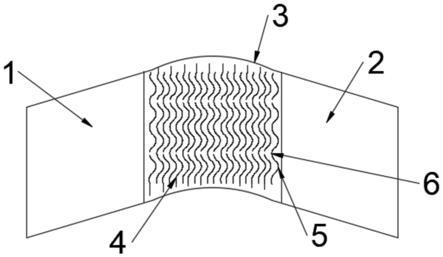
28.图1为本发明最佳实施例的弯曲硬质板材的结构示意图;
29.图2为本发明最佳实施例的硬质板材弯曲加工方法的流程框图。
30.附图1中,各标号所代表的部件列表如下:
31.1、第一端;2、第二端;3、弯曲部;4、细条缝;5、波峰;6、波谷。
具体实施方式
32.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
33.实施例1
34.如图1所示,本实施例提供一种弯曲硬质板材,包括一板材,板材具有第一端1、第二端2、以及连接于第一端1与第二端2之间的弯曲部3;
35.弯曲部3围绕一轴或一顶点弯曲为弧形,弯曲部3上设置有多个细条缝4,多个细条缝4以顶点为中心延伸并排列为辐射状,或多个细条缝4与轴平行延伸并排列为阵列状。
36.需要说明的是,弯曲部3围绕顶点弯曲成弧形为该弯曲部3弯曲为圆台形弧形侧壁的圆台形顶点,弯曲部3围绕轴弯曲成弧形为该弯曲部3弯曲为圆柱形弧形侧壁的中心轴线。
37.优选的,弯曲部3为方形、平行四边形、梯形或扇形中的一种,本实施例中,弯曲部3为方形,需要说明的是,该方形的弯曲部3的一侧与第一端1连接为一体,另一侧与第二端2连接为一体,采用这种方式,弯曲部3弯曲呈弧形时,第一端1与第二端2是相对弯曲的,弯曲部3的弧度沿中心轴线相同。
38.优选的,细条缝4的缝宽不小于板材厚度的二分之一,需要说明的是,根据弯曲角度需要,例如30
°
、60
°
、90
°
、120
°
、150
°
、180
°
,可适应性的调整细条缝的缝宽、细条缝的数量以及缝间距。
39.优选的,细条缝4为直缝,直缝沿与轴平行延伸,或直缝的延伸线相交于顶点。
40.优选的,细条缝4为波纹缝,每个波纹缝沿长度方向设有至少一个波峰5以及至少一个波谷6,相邻的波纹缝的波峰5朝向相同,相邻的波纹缝的波谷6朝向相同,需要说明的是,波纹缝沿顶点的辐射线波纹形延伸或沿轴线平行波纹形延伸,波峰5与波谷6的朝向相反,可以理解的是,波峰5向偏离波纹缝整体延伸轴线的一侧设置,而波谷6向偏离波纹缝延伸轴线的另一侧设置,多个细条缝4的波峰5和波谷6分别构成的结构连接于第一端1和第二端2之间。
41.实施例2
42.如图2所示,本实施例提供一种硬质板材的弯曲加工方法,包括如下步骤:
43.s1:提供一平直的板材,在板材上确定需弯曲的平直过渡区域;
44.s2:根据需弯曲要求确定弯曲轴点或弯曲轴线,以弯曲轴点在平直过渡区域加工辐射状细条缝,或以弯曲轴线在平直过渡区域加工阵列状细条缝;
45.s3:将加工后的平直过渡段弯曲至目标弯曲弧度。
46.需要说明的是,为保持加工后弯曲状态,可在细条缝内注入填充物,并对弯曲的弧形内侧面和外侧面的表面打磨平整,能够保证硬质板材弯曲后的状态稳定,可避免因板材的第一端或第二端未固定在弯曲复原作用下而使弯曲变形;当然,在将弯曲板材用于木制玩具等要求减轻重量时,细条缝内可注入填充物,只需要在弯曲后将第一端和第二端进行固定,可保持弯曲的状态。
47.优选的,板材的材质为木材。
48.优选的,步骤s2中细条缝采用激光切割机切割得到,需要说明的是,激光切割机以弯曲轴点的辐射状路径进行切割加工或以弯曲轴线的阵列状路径进行加工。
49.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

