1.本发明涉及补强钢片处理领域,具体涉及一种用于线路板的补强钢片处理工艺及处理设备。
背景技术:
2.柔性电路板(flexibleprintedcircuit,fpc),又称软性电路板、挠性电路板,其以质量轻、厚度薄、可自由弯曲折叠等优良特性而备受青睐,但国内有关fpc的质量检测还主要依靠人工目测,成本高且效率低。而随着电子产业飞速发展,电路板设计越来越趋于高精度、高密度化,传统的人工检测方法已无法满足生产需求,fpc缺陷自动化检测成为产业发展必然趋势。
3.柔性电路(fpc)是上世纪70年代美国为发展航天火箭技术发展而来的技术,是以聚脂薄膜或聚酰亚胺为基材制成的一种具有高度可靠性,绝佳曲挠性的印刷电路,通过在可弯曲的轻薄塑料片上,嵌入电路设计,使在窄小和有限空间中堆嵌大量精密元件,从而形成可弯曲的挠性电路。此种电路可随意弯曲、折迭重量轻,体积小,散热性好,安装方便,冲破了传统的互连技术。在柔性电路的结构中,组成的材料是是绝缘薄膜、导体和粘接剂。
4.fpc在一些设备中需要增强其强度,使之不会变形,一般采用在fpc上装在补强钢片,现在这类补强钢片生产加工时,需要对其表面进行清洁处理,现在这类工作很多还是依靠手工或者机械辅助处理,不能满足现在的加工要求。
技术实现要素:
5.为解决上述技术问题,本发明提供一种用于线路板的补强钢片处理工艺,包括如下步骤:
6.s1:将装载有补强钢片的料带卷转载在放卷轮上,料带包括复合在一起的膜带和钢带,钢带面朝上并在在处理平台的水平面上匀速滑过,采用擦拭机构对钢带面进行擦拭;
7.s2:首先将擦拭机构中的擦拭块按压在钢带上;
8.s3:驱使擦拭块沿着钢带宽度方向往复运动,擦拭块上的擦带对钢带表面进行反复擦拭;
9.s4:擦拭之后的钢带输送到下一工序中;
10.s5:一卷料带钢带擦拭之后,更换擦带。
11.优选的:在s2中,采用擦拭机构中的气缸驱动,将擦拭块按压在钢带上。
12.优选的:在s3中,采用气动驱动擦拭块沿着钢带宽度方向往复运动。
13.优选的:在s5中,将擦拭块转动到上方,再更换擦带。
14.一种用于线路板的补强钢片处理设备,包括处理平台,处理平台的水平面上装有擦拭机构,料带呈面朝上,沿着其长度方向水平滑过擦拭机构下方,擦拭机构包括擦拭块,擦拭块和料带对应的侧面可拆卸式安装有擦带,擦拭块连接调节机构和更换机构,调节机构用于调节擦拭块沿着料带宽度方向往复运动,更换机构用于更换擦拭块上的擦带。。
15.优选的:更换机构包括安装轴、转向组件和升降组件,安装轴水平布置,安装轴轴向和料带行进方向一致,安装轴上装有转架,擦拭块活动安装在转架上,转架连接转向组件,转向组件用于驱使转架带动擦拭块围绕安装轴转动,升降组件用于用于驱使调节机构升降,调节机构下降时,调节机构和位于下方的擦拭块结合,并将擦拭块按压在料带的钢带面,调节机构上升时,调节机构和位于下方的擦拭块脱离。
16.优选的:擦拭块围绕安装轴呈圆周阵列分布。
17.优选的:转向组件为槽轮机构,槽轮机构包括槽轮,槽轮转动安装在安装轴上,槽轮和转架固定连接,槽轮上的槽道数量和擦拭块数量一致。
18.优选的:擦拭块两端通过弹性绷带安装在转架上。
19.优选的:调节机构包括卡座和调节组件,卡座上开设有卡口,开口朝下且和擦拭块对应布置,升降组件驱使调节机构下降时,卡口卡接在擦拭块背部,调节组件用于调节卡座沿着料带宽度方向往复运动。
20.优选的:调节组件包括活塞杆和a缸体,活塞杆布置在a缸体内,活塞杆杆长方向和a缸体长度方向一致,活塞杆杆长方向和料带带宽方向一致,a缸体下端开设有活动槽,活动槽槽向和活塞杆杆长方向一致,活塞杆杆身上通过连接部和卡座固定连接,连接部穿过活动槽,a缸体两端还装有b缸体,活塞杆两端均装有活塞,两活塞和b缸体沿着活塞杆杆长方向构成滑动导向配合,两b缸体上还装有进气/出气阀。
21.优选的:升降组件为气缸,气缸长度方向垂直于处理平台平面,气缸缸体固定在安装轴上,气缸活动端固定连接在a缸体上。
22.优选的:擦带通过魔术贴可拆卸式粘贴在擦拭块上。
23.本发明的技术效果和优点:本发明提出的处理工艺,能够实现料带的钢带面进行反复擦拭功能,能够实现跟换擦拭块上的擦带,本发明提出的处理设备,能够实现对料带的钢带面进行自动化擦拭功能,还能够实现快速更换擦带,擦带跟换快捷方便,不会影响钢带的处理效率,满足了现在的使用要求。
附图说明
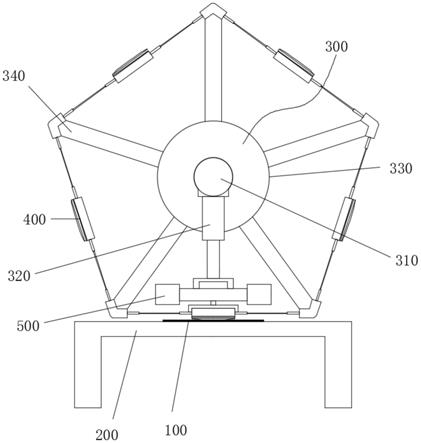
24.图1为本发明提出的一种用于线路板的补强钢片处理设备中的结构示意图。
25.图2为本发明提出的一种多用于线路板的补强钢片处理设备中擦拭机构的结构示意图。
26.图3为本发明提出的一种用于线路板的补强钢片处理工艺和设备中料带的局部结构示意图。
27.附图标记说明:100
‑
料带、200
‑
处理平台、300
‑
更换机构、310
‑
安装轴、320
‑
升降组件、330
‑
转向组件、340
‑
转架、341
‑
弹性绷带、400
‑
擦拭块、410
‑
擦带、500
‑
调节机构、510
‑
a缸体、520
‑
活塞杆、530
‑
活塞、540
‑
b缸体、550
‑
卡座。
具体实施方式
28.下面结合附图和具体实施方式对本发明作进一步详细的说明。本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好
说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
29.实施例1
30.在本实施例中提出了一种用于线路板的补强钢片处理工艺,包括如下步骤:
31.s1:将装载有补强钢片的料带100放卷,料带100包括复合在一起的膜带和钢带,钢带面朝上并在在处理平台200的水平面上匀速滑过,采用擦拭机构对钢带面进行擦拭;
32.s2:首先将擦拭机构中的擦拭块400按压在钢带上;
33.s3:驱使擦拭块400沿着钢带宽度方向往复运动,擦拭块400上的擦带410对钢带表面进行反复擦拭;
34.s4:擦拭之后的钢带输送到下一工序中;
35.s5:一卷料带100钢带擦拭之后,更换擦带410。
36.在s2中,采用擦拭机构中的气缸驱动,将擦拭块400按压在钢带上。
37.在s3中,采用气动驱动擦拭块400沿着钢带宽度方向往复运动。
38.在s5中,将擦拭块400转动到上方,再更换擦带410。
39.实施例2
40.参考图2和图3,在本实施例中提出了一种用于线路板的补强钢片处理设备,包括处理平台200,处理平台200的水平面上装有擦拭机构,料带100呈面朝上,沿着其长度方向水平滑过擦拭机构下方,擦拭机构包括擦拭块400,擦拭块400和料带100对应的侧面可拆卸式安装有擦带410,擦拭块400连接调节机构500和更换机构300,调节机构500用于调节擦拭块400沿着料带100宽度方向往复运动,更换机构300用于更换擦拭块400上的擦带410。
41.更换机构300包括安装轴310、转向组件330和升降组件320,安装轴310水平布置,安装轴310轴向和料带100行进方向一致,安装轴310上装有转架340,擦拭块400活动安装在转架340上,转架340连接转向组件330,转向组件330用于驱使转架340带动擦拭块400围绕安装轴310转动,升降组件320用于驱使调节机构500升降,调节机构500下降时,调节机构500和位于下方的擦拭块400结合,并将擦拭块400按压在料带100的钢带面,调节机构500上升时,调节机构500和位于下方的擦拭块400脱离。
42.擦拭块400围绕安装轴310呈圆周阵列分布。
43.转向组件330为槽轮机构,槽轮机构包括槽轮,槽轮转动安装在安装轴310上,槽轮和转架340固定连接,槽轮上的槽道数量和擦拭块400数量一致。
44.擦拭块400两端通过弹性绷带341安装在转架340上。
45.调节机构500包括卡座550和调节组件,卡座550上开设有卡口,开口朝下且和擦拭块400对应布置,升降组件320驱使调节机构500下降时,卡口卡接在擦拭块400背部,调节组件用于调节卡座550沿着料带100宽度方向往复运动。
46.参考图2,调节组件包括活塞杆520和a缸体510,活塞杆520布置在a缸体510内,活塞杆520杆长方向和a缸体510长度方向一致,活塞杆520杆长方向和料带100带宽方向一致,a缸体510下端开设有活动槽,活动槽槽向和活塞杆520杆长方向一致,活塞杆520杆身上通过连接部和卡座550固定连接,连接部穿过活动槽,a缸体510两端还装有b缸体540,活塞杆520两端均装有活塞530,两活塞530和b缸体540沿着活塞杆520杆长方向构成滑动导向配合,两b缸体540上还装有进气/出气阀。
47.升降组件320为气缸,气缸长度方向垂直于处理平台平面,气缸缸体固定在安装轴310上,气缸活动端固定连接在a缸体510上。
48.擦带410通过魔术贴可拆卸式粘贴在擦拭块400上。
49.本发明提出的处理设备在使用时,首先一卷料带的起始端穿过位于下方的擦拭块400下方,升降组件320驱使a缸体510和擦拭块400下降,擦拭块400及其下侧面上的擦带410按压在料带100的钢带面,拉动料带100,使得料带匀速向前滑动,同时向两b缸体540内交替充气和排气,驱使活塞杆520沿着其轴向往复运动,活塞杆520带动卡座550同步往复运动,卡座550带动擦拭块400同步往复运动,实现对料带的钢带面进行往复擦拭,一卷料带擦拭完毕之后,将另一卷料带进行放卷,与此同时,升降组件320带动a缸体510上行,卡座550脱离擦拭块400,同时槽轮机构启动,转动一个角度,将相邻的擦拭块400转动到下方,升降组件320驱使a缸体510下降,卡座550卡在擦拭块400上,重复上述步骤,即可实现连续化擦拭功能,将转动到上位的擦拭块400表面的擦带取下,贴上干净的擦带410,即可完成更换工作。
50.本发明提出的处理工艺,能够实现料带的钢带面进行反复擦拭功能,能够实现跟换擦拭块上的擦带,本发明提出的处理设备,能够实现对料带的钢带面进行自动化擦拭功能,还能够实现快速更换擦带,擦带跟换快捷方便,不会影响钢带的处理效率,满足了现在的使用要求。
51.显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域及相关领域的普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

