1.本技术涉及压缩机技术领域,具体涉及一种螺杆转子坯料及其加工方法、螺杆转子和螺杆压缩机。
背景技术:
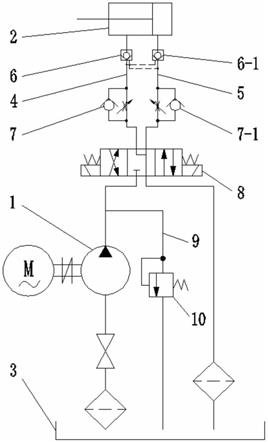
2.螺杆压缩机通过平行布置的一对阴、阳转子的周期性啮合旋转实现容积变化,从而完成吸气、压缩、排气过程。阴、阳转子间、转子与机壳间存在形状、大小不一的多种泄漏通道,这些泄漏通道会使得压缩机运行产生泄漏损失,无法达到最佳效率。目前,存在一种螺杆转子涂层技术,在金属转子磨削后进行非金属材料涂层。由于涂层厚度及均匀性难以保证精确,在转子装配前进行静态干磨处理:阴阳转子装配于啮合仪上,驱动阳转子带动阴转子,将阴、阳转子涂层磨合至零间隙状态。
3.这种静态干磨工艺操作起来复杂耗时,实施起来效率偏低。并且,现有涂层工艺,大部分局限于1层,只是用于降低泄漏损失和提升运行效率上,涂层的功能性偏少。
技术实现要素:
4.因此,本技术要解决的技术问题在于提供一种螺杆转子坯料及其加工方法、螺杆转子和螺杆压缩机,能够使得利用该螺杆转子坯料加工出的螺杆转子的功能选择多样化,且加工工艺简单,生产效率更高。
5.为了解决上述问题,本技术提供一种螺杆转子坯料,包括转子本体、功能涂层和定位涂层,功能涂层位于转子本体的外表面,定位涂层位于功能涂层的外表面。
6.优选地,功能涂层涂镀在转子本体外,定位涂层涂镀在功能涂层外。
7.优选地,功能涂层为至少一层。
8.优选地,功能涂层为多层,各层功能涂层的功能不同。
9.优选地,功能涂层为降噪材料、隔振材料和隔热材料中的至少一种。
10.优选地,螺杆转子包括阴转子和阳转子,阴转子和阳转子之间的间隙值为a,当仅对阳转子进行涂层时,阳转子上的功能涂层厚度大于a,当仅对阴转子进行涂层时,阴转子上的功能涂层厚度大于a,当同时对阴转子和阳转子进行涂层时,阴转子和阳转子上的涂层厚度均大于a/2。
11.优选地,定位涂层的厚度大于或等于机床磨削余量要求。
12.优选地,功能涂层的厚度为0.04mm~0.06mm,定位涂层的厚度为0.49mm~0.51mm。
13.根据本技术的另一方面,提供了一种螺杆转子,由上述的螺杆转子坯料将定位涂层加工掉后形成。
14.优选地,螺杆转子坯料通过磨削加工形成螺杆转子。
15.根据本技术的另一方面,提供了一种螺杆压缩机,包括螺杆转子,该螺杆转子为上述的螺杆转子。
16.根据本技术的另一方面,提供了一种上述的螺杆转子坯料的加工方法,包括:
17.在螺杆转子外涂镀第一预设厚度的功能涂层;
18.在功能涂层外涂镀第二预设厚度的定位涂层,形成螺杆转子坯料。
19.优选地,加工方法还包括:
20.对螺杆转子坯料进行加工,预留第三预设厚度的功能涂层,将其他的功能涂层和全部定位涂层均加工掉。
21.优选地,定位涂层和部分功能涂层通过磨削方式去除。
22.本技术提供的螺杆转子坯料,包括转子本体、功能涂层和定位涂层,功能涂层位于转子本体的外表面,定位涂层位于功能涂层的外表面。本技术实施例的螺杆转子坯料,在功能涂层外增加了定位涂层,可以通过定位涂层增加整体涂层的厚度,从而避免涂层过薄导致厚度无法满足机床磨削余量要求,无法精准定位加工的问题,功能涂层的功能选择性更多,加工完成的螺杆转子表面涂层均匀性更好,涂层均匀度更高,加工工艺更加简单,加工效率更高。
附图说明
23.图1为本技术一个实施例的阳转子坯料的结构示意图;
24.图2为本技术一个实施例的阴转子坯料的结构示意图;
25.图3为本技术一个实施例的螺杆转子涂层成品结构;
26.图4为本技术一个实施例的螺杆转子涂层成品结构;
27.图5为本技术一个实施例的阳转子坯料的立体结构示意图;
28.图6为本技术一个实施例的阴转子坯料的立体结构示意图;
29.图7为本技术一个实施例的螺杆转子坯料的加工方法流程图。
30.附图标记表示为:
31.1、转子本体;2、功能涂层;3、定位涂层。
具体实施方式
32.结合参见图1至图6所示,根据本技术的实施例,螺杆转子坯料包括转子本体1、功能涂层2和定位涂层3,功能涂层2位于转子本体1的外表面,定位涂层3位于功能涂层2的外表面。
33.本技术实施例的螺杆转子坯料,在功能涂层2外增加了定位涂层3,可以通过定位涂层3增加整体涂层的厚度,从而避免涂层过薄导致厚度无法满足机床磨削余量要求,无法精准定位加工的问题,功能涂层2的功能选择性更多,加工完成的螺杆转子表面涂层均匀性更好,涂层均匀度更高,加工工艺更加简单,加工效率更高。
34.转子材料可以是锻件或铸件;功能涂层2的材料具有低摩擦系数、耐磨损、耐冷媒、亲油性等;定位涂层3无特殊要求,可涂镀即可。
35.例如,在利用机床进行定位涂层3以及功能涂层2的加工时,机床保证加工精确需要定位加工掉0.5mm,功能涂层2表面由于均匀性,厚度为0.5~0.55mm,同理,定位涂层3的厚度可定为0.3~0.35mm,那么加床加工0.5mm的话,就要在功能涂层2上继续加工0.15~0.2mm,这样就可以将功能涂层2上0.05mm的不均匀度给加工掉,从而解决功能涂层均匀性问题以及功能涂层外观粗糙度问题。
36.在一个实施例中,功能涂层2涂镀在转子本体1外,定位涂层3涂镀在功能涂层2外。功能涂层2采用涂镀的方式附着在转子本体1的表面,定位涂层3通过涂镀的方式附着在功能涂层2的表面,能够保证各层之间的附着力,提高整体结构的稳定性。
37.在一个实施例中,功能涂层2为至少一层。
38.例如,如果是一层功能涂层2,又如果是用于隔热的,那么就选择一种隔热涂层材料,往金属螺杆转子型面上进行喷涂,然后喷涂定位涂层3,最后利用机床加工保证功能涂层2的均匀性和外观粗糙度。
39.在一个实施例中,功能涂层2为多层,各层功能涂层2的功能不同。
40.如果是两层功能涂层2,那么可假设选择隔热和隔振两种材料,首选喷涂隔振材料,然后继续喷涂隔热材料,中间无需定位涂层3,定位涂层3只用于最外层。紧接着再喷涂定位涂层3,然后再进行加工。用于功能涂层2的两种材料根据实际情况进行先后排序,或者无需排序。
41.在一个实施例中,功能涂层2为降噪材料、隔振材料和隔热材料中的至少一种。
42.在一个实施例中,螺杆转子包括阴转子和阳转子,阴转子和阳转子之间的间隙值为a,当仅对阳转子进行涂层时,阳转子上的功能涂层2厚度大于a,当仅对阴转子进行涂层时,阴转子上的功能涂层2厚度大于a,当同时对阴转子和阳转子进行涂层时,阴转子和阳转子上的涂层厚度均大于a/2。通过该种方式,能够保证在对阴转子和阳转子加工完成后,仅剩功能涂层2时,也能够使得阴转子和阳转子之间的特层厚度等于间隙,有效填补阴转子和阳转子之间的间隙,减少泄漏,提高运行效率。a值一般为0.03mm~0.05mm。
43.在一个实施例中,定位涂层3的厚度大于或等于机床磨削余量要求。机床磨削余量一般为0.3mm~0.5mm。
44.在一个实施例中,功能涂层2的厚度为0.04mm~0.06mm,定位涂层3的厚度为0.49mm~0.51mm。
45.根据本技术的实施例,螺杆转子由上述的螺杆转子坯料将定位涂层3加工掉后形成。也即,本技术是在螺杆转子外增加功能涂层2和定位涂层3之后,再将定位涂层3完全加工掉,并加工掉部分功能涂层2,从而保证功能涂层2的表面厚度更加均匀,光滑度更高。定位涂层3在此处的作用是配合机床磨削转子型面时进行基准定位,保证涂层有足够的加工厚度,便于进行机床的磨削加工。
46.在一个实施例中,螺杆转子坯料通过磨削加工形成螺杆转子。本实施例中,由于增加了定位涂层3,使得涂层的厚度能够得到保证,能够满足机床磨削余量的要求,因此可以采用机床磨削的方式进行精准定位加工,工艺更加简单,生产效率更高。
47.根据本技术的实施例,螺杆压缩机包括螺杆转子,螺杆转子为上述的螺杆转子。
48.结合参见图7所示,根据本技术的实施例,上述的螺杆转子坯料的加工方法包括:在螺杆转子外涂镀第一预设厚度的功能涂层2;在功能涂层2外涂镀第二预设厚度的定位涂层3,形成螺杆转子坯料。
49.加工方法还包括:对螺杆转子坯料进行加工,预留第三预设厚度的功能涂层2,将其他的功能涂层2和全部定位涂层3均加工掉。
50.定位涂层3和部分功能涂层2通过磨削方式去除。
51.在进行螺杆转子坯料的成形过程中,先按照预设的间隙分布进行金属转子磨削加
工,材料选用铸件或锻件,如45#钢或球铁qt600
‑
3,金属转子间间隙为0.03mm,驱动侧节圆间隙为0.005mm,密封侧节圆间隙为0.015mm。
52.对磨削成型后阴、阳转子进行非金属涂层涂镀,包括功能涂层2和定位涂层3。功能涂层2的材料选取为具有低摩擦系数、耐磨损、耐冷媒、亲油性的非金属材料。定位涂层3无特殊要求,可涂镀即可。具体涂镀要求如下:1、根据压缩机功能需求,选择减振材料或降噪材料、或隔热材料,将其均匀涂镀在金属转子表面,厚度0.04mm~0.06mm。2、选择可用的定位涂层材料,将其均匀涂镀在功能涂层表面,厚度0.5mm左右。
53.将完成涂层的螺杆转子坯料上机床进行二次磨削加工,按阴、阳转子的功能涂层厚度为0.015mm进行控制,最终形成零间隙配对状态。需要强调的是,定位涂层3最终是被加工掉的,功能涂层2也要被加工掉一定厚度。
54.此时,配对的阴阳转子已具备零间隙、减振或降噪或隔热或其他功能。需要强调的是,若功能涂层2选用减振材料,螺杆转子就具备零间隙和减振功能,进而提高压缩机的能效和减少其振动;若功能涂层2选用降噪材料,螺杆转子就具备零间隙和降噪功能,进而提高压缩机的能效和降低其噪音;若功能涂层2选用隔热材料,螺杆转子就具备零间隙和抗热变形功能,进而提高压缩机的能效和解决因转子热变形带来的可靠性问题。
55.功能涂层2也可以分为2层或更多层,每层设置不同的涂层材料,从而使压缩机同时具备多种功能。例如:功能涂层2分为2层,分别设置降噪层和减振层,那么压缩机就具备高能效和减振降噪的功能。
56.本领域的技术人员容易理解的是,在不冲突的前提下,上述各有利方式可以自由地组合、叠加。
57.以上仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。以上仅是本技术的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本技术的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。