1.本发明涉及液压柱塞泵技术领域,尤其涉及一种柱塞泵缸体结构及其装配方法。
背景技术:
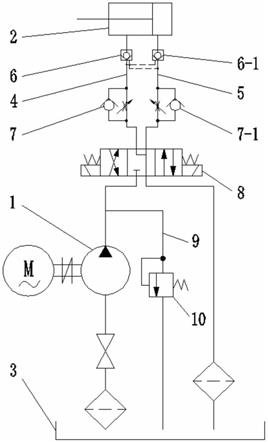
2.柱塞泵是依靠柱塞在缸体柱塞孔中的往复运动产生容积变化来实现压油、吸油,由于柱塞泵具有额定压力高、结构紧凑、效率高以及流量调节方便等优点,在工程机械、船舶等领域得到了广泛的运用。
3.柱塞泵工作时,由传动轴带动缸体旋转,使滑动装配在缸体柱塞孔内柱塞同步旋转,变量活塞通过带动变量头及回程斜盘的角度改变实现柱塞往复运动行程的调节,实现吸油及供油量的变化,同时缸体的底部安装配油盘,配油盘用于柱塞进出油的油道转换。
4.缸体是柱塞泵的关键核心零件,其使用寿命和稳定性直接影响到整个柱塞泵的使用寿命和质量。在制备柱塞泵缸体时,常在缸体的钢基体孔内镶嵌铜套。目前,普遍采用的做法是在常温下依靠压力机将铜套直接压入钢基体孔中,使铜套与钢基体孔为过盈配合。设计缸体时,铜套与钢基体孔的尺寸参照gb/t1800.2
‑
2009《产品几何技术规范(gps)极限与配合第2部分:标准公差等级和孔、轴极限偏差表》,在重型压入配合中,公差配合采用h7/u6和h8/u7,是较轻松的过盈配合;公差配合采用h7/v6,是较紧的过盈配合。
5.现有技术在制备缸体时,若铜套与钢基体柱塞孔之间的过盈量较大,铜套难以顺利压入钢基体的柱塞孔中,且易产生铜套压扁的现象,因此,在实际装配过程中,铜套与钢基体柱塞孔之间的过盈量较小,而此种装配方式在使用过程中容易产生铜套脱落的现象,从而导致缸体失效。
技术实现要素:
6.为解决背景技术中存在的技术问题,本技术提出一种柱塞泵缸体结构及其装配方法。
7.本技术提出的一种柱塞泵缸体结构,包括钢基体与柱塞衬套,钢基体内开设有柱塞孔,所述柱塞孔的内壁上开设有凹槽,所述柱塞衬套过盈配合在柱塞孔内,且所述柱塞衬套的外壁上具有镶嵌在凹槽内的隆突体。
8.通过采用上述技术方案,将柱塞衬套装配在钢基体的柱塞孔内时,隆突体镶嵌在凹槽内,此时凹槽对隆突体的限制作用,有效地降低了柱塞衬套发生脱落的可能性,从而大幅度提高柱塞衬套与柱塞孔的咬合力,使柱塞衬套与钢基体的连接更为稳定,防止缸体因柱塞衬套脱落而导致产品失效。
9.优选的,所述凹槽的宽度为0.2~5mm、深度为0.1~2mm。
10.通过采用上述技术方案,凹槽的宽度设为0.2~5mm,深度设为0.1~2mm,此空间范围为隆突体的形成提供了足够的空间,确保了柱塞衬套经过挤压能够形成隆突体,进而保证了柱塞衬套在钢基体中的镶嵌效果。
11.优选的,所述凹槽沿柱塞孔内壁呈环形布置。
12.通过采用上述技术方案,柱塞衬套沿着环形凹槽产生隆突体,隆突体的形成大大增加了缸体在使用过程中柱塞衬套脱落的阻力;且环形的凹槽使柱塞衬套的四周均衡受力,防止柱塞衬套在柱塞孔内发生偏斜,有效地提高了柱塞衬套与钢基体连接的稳定性。
13.优选的,所述的环形凹槽沿柱塞孔的长度方向设有至少一个。
14.通过采用上述技术方案,柱塞衬套形成隆突体卡入到钢基体的环形凹槽内而设置的至少一个环形凹槽沿柱塞衬套的长度方向对其进行至少一次的限制,有利于防止柱塞衬套发生轴向移动脱离柱塞孔,从而增强了卡合效果。
15.优选的,所述凹槽呈螺纹状,且所述凹槽的螺距为3~7mm。
16.通过采用上述技术方案,由于螺纹状的凹槽具有连续性,一方面螺纹状的凹槽加工较为简便,且柱塞衬套沿着螺纹状的凹槽同样能产生隆突体,也能够提高柱塞衬套与钢基体连接的稳定性;另一方面螺纹状的凹槽增大了隆突体与凹槽的卡合长度,以此提高柱塞衬套与柱塞孔的咬合效果,进一步降低了柱塞衬套脱离钢基体的可能性。
17.优选的,所述钢基体内还开设有与柱塞孔依次连通的台阶孔与油孔,且所述油孔与钢基体的顶面连通。
18.通过采用上述技术方案,工作时,当柱塞向柱塞孔外滑动时,柱塞孔与缸体外存在压力差,此时液压油由油孔被吸入台阶孔内进行暂存,此过程为吸油;当柱塞向柱塞孔内滑动时,柱塞将台阶孔内的液压油由油孔压出缸体,此过程为压油,如此循环即可实现流体的输送。
19.优选的,所述柱塞衬套由铜合金制成。
20.通过采用上述技术方案,铜合金的摩擦学性能好、抗疲劳强度高,且耐腐蚀性能强,适合在高速、高温的条件下工作,使柱塞衬套在柱塞的反复摩擦下不易损坏,有利于提高缸体的使用寿命。
21.本技术提出的一种柱塞泵缸体结构的装配方法,包括具体步骤如下:
22.s1:设计加工钢基体:设计并加工钢基体,同时在钢基体的柱塞孔内壁上开设凹槽;
23.s2:设计加工柱塞衬套:根据钢基体柱塞孔的尺寸,设计加工柱塞衬套;
24.s3:冷态压装:将柱塞衬套置于液氮中进行冷却收缩,然后将收缩的柱塞衬套取出,再利用压力机施加100~1000n的外力将收缩的柱塞衬套压入常温的钢基体的柱塞孔内,柱塞衬套的温度随钢基体升高,柱塞衬套发生膨胀并对柱塞孔的内壁产生挤压,实现紧密的过盈配合;
25.s4:挤压镶嵌:对冷态压装的柱塞衬套的内壁上施加外力,以向外挤压柱塞衬套,直至位于凹槽处柱塞衬套的外壁发生变形并产生隆突体,隆突体镶嵌在柱塞孔的凹槽内。
26.通过采用上述技术方案,装配时,先根据设计要求加工钢基体及柱塞衬套,使柱塞衬套与钢基体柱塞孔之间具有较大的过盈配合量,同时在钢基体的柱塞孔内壁上开设凹槽;柱塞衬套在进行冷态压装时,柱塞衬套经液氮冷却产生收缩,即可在降低的压力下将收缩的柱塞衬套压入常温钢基体的柱塞孔内,随后柱塞衬套的温度逐渐升高,此过程中柱塞衬套发生膨胀变形并对柱塞孔的内壁进行挤压,以此挤紧在柱塞孔内实现紧密的过盈配合;最后对柱塞衬套的内壁施加外力,以向外挤压柱塞衬套使其再次发生形变,此时柱塞孔的凹槽为柱塞衬套提供了变形空间,柱塞衬套的外壁即可在凹槽的位置隆起变形,并产生
隆突体镶嵌在凹槽内,以此形成柱塞衬套与钢基体的镶嵌结构;利用热胀冷缩的原理将过盈配合量较大的柱塞衬套装入钢基体内,实现柱塞衬套和钢基体柱塞孔之间紧密的过盈配合,工艺简单、操作方便,具有良好省时省力效果。
27.优选的,所述步骤s2中柱塞衬套与钢基体柱塞孔的公差配合采用h7/v6。
28.通过采用上述技术方案,预先设计公差配合为h7/v6的柱塞衬套与钢基体柱塞孔,柱塞衬套经液氮冷却收缩后直径减小,可轻松的压入柱塞孔内,待柱塞衬套随温度上升而发生膨胀,即可达到紧密过盈配合的效果。;
29.优选的,所述步骤s3中液氮对柱塞衬套的冷却温度低于
‑
100℃。
30.通过采用上述技术方案,柱塞衬套在低于
‑
100℃的液氮中冷却时,具有良好的收缩效果,当其在柱塞孔内恢复时膨胀效果好,有利于提高柱塞衬套对柱塞孔内壁的挤压力,进一步增强了柱塞衬套与柱塞孔的过盈配合效果。
31.优选的,所述步骤s4中隆突体的深度为0.1~0.3mm。
32.通过采用上述技术方案,隆突体的深度为0.1~0.3mm,其与凹槽的配合足以将柱塞衬套卡紧在柱塞孔内,进而确保了柱塞衬套与柱塞孔的咬合效果。
33.综上所述,本技术包括以下至少一种有益技术效果:
34.1.本技术将柱塞衬套装配在钢基体的柱塞孔内时,隆突体镶嵌在凹槽内,此时凹槽对隆突体的限制作用,有效地降低了柱塞衬套发生脱落的可能性,从而大幅度提高柱塞衬套与柱塞孔的咬合力,使柱塞衬套与钢基体的连接更为稳定,防止缸体因柱塞衬套脱落而导致产品失效;
35.2.本技术中柱塞衬套沿着环形的凹槽或螺纹状的凹槽产生隆突体,大大增加了缸体在使用过程中柱塞衬套脱落的阻力,有效地提高了柱塞衬套与钢基体连接的稳定性;
36.3.本技术利用热胀冷缩的原理将过盈配合量较大的柱塞衬套装入钢基体内,待柱塞衬套升温即可膨胀并挤紧在柱塞孔内实现紧密的过盈配合;通过在柱塞衬套的内壁上施加外力,并向外挤压柱塞衬套,使柱塞衬套的外壁在凹槽的位置隆起变形,并产生0.1~0.3mm的隆突体镶嵌在凹槽内,以此形成柱塞衬套与钢基体的镶嵌结构,工艺简单、操作方便,且具有良好的省时省力效果。
附图说明
37.图1为本技术实施例1的整体结构示意图。
38.图2为本技术实施例1中钢基体结构示意图。
39.图3为图1中a的局部放大图。
40.图4为本技术实施例1的方法流程图。
41.图5为本技术实施例2的整体结构示意图。
42.图6为本技术实施例3的整体结构示意图。
43.图7为本技术对比例的整体结构示意图。
44.附图标记说明:1、钢基体;2、中心孔;3、柱塞孔;31、凹槽;4、台阶孔;41、油孔;5、柱塞衬套;51、隆突体。
具体实施方式
45.以下结合附图1
‑
7对本技术作进一步详细说明。
46.实施例1
47.本技术实施例公开一种柱塞泵缸体结构及其装配方法。参照图1,柱塞泵缸体柱塞衬套与钢基体的镶嵌结构包括钢基体1与柱塞衬套5。
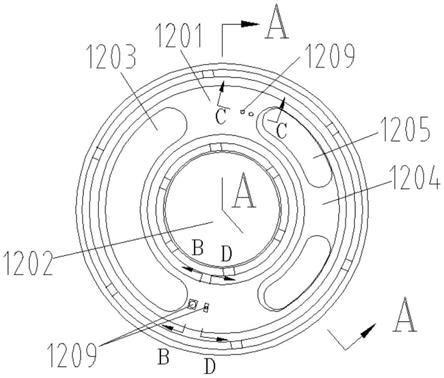
48.参照图2,钢基体1的横截面呈倒立的凸字形,钢基体1内开设有中心孔2、柱塞孔3、台阶孔4以及油孔41,中心孔2、柱塞孔3、台阶孔4均呈圆形,油孔41呈腰形。中心孔2的轴线与钢基体1的轴线重合,且中心孔2与钢基体1的两个端面均连通。柱塞孔3设有多个,多个柱塞孔3环绕中心孔2均匀分布。台阶孔4的一端与柱塞孔3连通、另一端与油孔41连通。油孔41倾斜设置在钢基体1内,且其远离台阶孔4的一端与钢基体1的顶面连通。台阶孔4与油孔41均相应的设有多个。
49.参照图2,柱塞孔3的内壁上开设有凹槽31,凹槽31沿柱塞孔的内壁呈环形布置,且其轴线与柱塞孔3的轴线重合。本实施例中,一个柱塞孔3内设有一个凹槽31。凹槽31的宽度范围为0.2~5mm、深度范围为0.1~2mm,本实施例中凹槽31的宽度为2mm、深度为1mm。
50.参照图1、图3,柱塞衬套5为圆筒状,柱塞衬套5过盈配合在柱塞孔3内,且柱塞衬套5的外壁上具有隆突体51。隆突体51为圆环状,其顶面、底面分别与凹槽31的内顶面、内底面抵接,以此镶嵌在凹槽31内。凹槽31对隆突体51的限制有效地降低了柱塞衬套5发生脱落的可能性,大幅度提高柱塞衬套5与柱塞孔3的咬合力,使柱塞衬套5与钢基体1的连接更为稳定,防止缸体因柱塞衬套5脱落而导致产品失效。
51.参照图4,柱塞泵柱塞衬套与钢基体的镶嵌结构的装配方法包括具体步骤如下:
52.s1:设计加工钢基体:设计并加工钢基体1,同时在钢基体1的柱塞孔3内壁上开设凹槽31。
53.s2:设计加工柱塞衬套:根据钢基体1柱塞孔3的尺寸,利用铜合金加工制成柱塞衬套5。柱塞衬套5与柱塞孔3的公差配合为h7/v6,为过盈配合量较大的情况。
54.s3:冷态压装:将柱塞衬套5置于液氮中进行冷却收缩,待柱塞衬套5冷却至
‑
100℃以下后将其取出并置于压力机上,使其对准常温钢基体1的柱塞孔3,然后利用压力机施加100n的外力,即可将收缩的柱塞衬套5轻易地压入常温的钢基体1的柱塞孔3内,工艺简单、操作方便,具有良好省时省力效果;随后柱塞衬套5的温度随钢基体1升高,柱塞衬套5发生膨胀并对柱塞孔3的内壁产生挤压,以此挤紧在柱塞孔3内实现紧密的过盈配合。
55.s4:挤压镶嵌:对冷态压装的柱塞衬套5的内壁上施加外力,以向外挤压柱塞衬套5,直至位于凹槽31处柱塞衬套5的外壁发生变形并产生隆突体51,隆突体51的深度为0.1~0.3mm,本实施例中取0.2mm。隆突体51镶嵌在柱塞孔3的凹槽31内,以此形成柱塞衬套5与钢基体1的镶嵌结构。
56.实施例2
57.参照图5,本实施例与实施例1的区别在于:凹槽31亦呈环形,环形的凹槽31沿柱塞孔3的长度方向设有三个,柱塞衬套5的外壁上相应形成有三个环形的隆突体51。三个环形凹槽31沿柱塞衬套5的轴向通过隆突体51对其进行三次限制,有利于防止柱塞衬套5脱离柱塞孔3,增强了卡紧效果。
58.实施例3
59.参照图6,本实施例与实施例1的区别在于:凹槽31呈螺纹状,凹槽31的螺距范围为3~7mm,本实施例中取5mm。加工时,将液氮冷却的柱塞衬套5压入常温钢基体1的柱塞孔3内,柱塞衬套5升温后发生膨胀变形并挤紧在柱塞孔3内实现过盈配合,然后挤压柱塞衬套5的内壁,使其外壁产生螺纹状的隆突体51并卡入凹槽31内,螺纹状凹槽31具有连续性,加工较为简便;增大了隆突体51与凹槽31的卡合长度,有利于提高柱塞衬套5与钢基体1的咬合效果。
60.对比例
61.参照图7,现有技术中柱塞泵柱塞衬套与钢基体的镶嵌装配方法包括具体步骤如下:
62.s1:设计加工钢基体:设计并加工钢基体1,并在钢基体1内预留中心孔2、柱塞孔3、台阶孔4以及油孔41。
63.s2:设计加工柱塞衬套:根据钢基体1柱塞孔3的尺寸,设计并加工圆筒状的柱塞衬套5,柱塞衬套5与柱塞孔3的公差配合为h7/u6,过盈配合量较小。
64.s3:常温压装:将常温状态下的柱塞衬套5与钢基体1均置于压力机上,使柱塞衬套5对准钢基体1的柱塞孔3,然后通过压力机对柱塞衬套5施加2000n的外力,以将柱塞衬套5压入钢基体1的柱塞孔3内,此时柱塞衬套5与柱塞孔3过盈配合,完成柱塞衬套5与钢基体1的装配。
65.本技术的实施原理为:装配时,先根据设计要求加工钢基体1及过盈配合量较大的柱塞衬套5,并在钢基体1的柱塞孔3内壁上开设凹槽31;柱塞衬套5在进行冷态压装的过程中,柱塞衬套5经液氮冷却产生收缩,即可轻易的将收缩的柱塞衬套5压入常温钢基体1的柱塞孔3内,随后柱塞衬套5的温度逐渐升高,并发生膨胀变形对柱塞孔3的内壁进行挤压,以此挤紧在柱塞孔3内实现紧密的过盈配合;然后在柱塞衬套5的内壁上施加对其进行向外挤压的外力,使柱塞衬套5的外壁在凹槽31的位置产生隆突体51,且隆突体51卡入凹槽31内,即可形成柱塞衬套5与钢基体1的镶嵌结构。与对比例相比,冷态压装与挤压镶嵌步骤分别利用了热胀冷缩的原理和挤压变形原理将过盈配合量较大的柱塞衬套5装入钢基体1内,实现柱塞衬套5和柱塞孔3之间的紧密过盈配合,并在凹槽31的位置形成隆突体51,该装配方法工艺简单、操作方便,具有良好的省时省力效果;凹槽31对隆突体51的限制有效地降低了柱塞衬套5发生脱落的可能性,大幅度提高柱塞衬套5与柱塞孔3的咬合力,使柱塞衬套5与钢基体1的连接更为稳定,防止缸体因柱塞衬套5脱落而导致产品失效。
66.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。