一种卧式bog压缩机用低温大直径高镍球墨铸铁气缸
技术领域
1.本实用新型涉及到卧式bog压缩机领域,特别涉及一种卧式bog压缩机用低温大直径高镍球墨铸铁气缸。
背景技术:
2.lng新能源,高效、清洁、安全,发展势头强劲,地位越来越重要。大型lng接收站的主要功能是接收、储存和气化lng,并通过天然气管道向燃气电厂和城市供气。lng船在运输和卸载时,储罐内lng体积的变化以及外界能量的输入,使储罐内汽化产生大量的低温闪蒸气(boil
‑
offgas,bog),bog压缩机是lng运输和接受系统中的关键设备,由于bog温度极低,极限温度为
‑
162℃,进气腔和排气腔的温差可达100℃以上。在低温工况下材料塑性韧性降低,脆性增大,在如此大的温差下会产生很大的热应力,一般的材料在这种工况下会产生变形甚至脆性裂纹,使用寿命短,降低气缸运行的可靠性。
3.由于机身与中体部分的曲轴、连杆、十字头等运动机构需要压力系统提供润滑油进行强制润滑,如果不做隔热措施,在温度极低的情况下,润滑油温度过低,会使润滑油的黏度增加甚至凝固,会产生油膜润滑摩擦增大以及运动副摩擦热量难以及时通过润滑油进行冷器降温,将导致轴承耗功率增加、轴瓦温度超标以及轴瓦寿命降低。此外还会因为过大的摩擦阻力,引起机械振动异常,有时还会发出“机械尖叫”声,给设备造成安全危害。以往的技术中需设置独立的隔冷腔,采用不间断通乙二醇,形成隔冷层将气缸与接筒进行隔冷,防止冷量传到机身,使润滑油凝固,但这样做会大大增加运行成本。
4.所以,设计一种耐低温、耐大温差、结构强度高,稳定性好、隔冷性能好、铸造质量好且运行成本低的气缸,可以应用于卧式bog压缩机的低温大直径铸铁气缸,成为当前要解决的技术难点。
技术实现要素:
5.本实用新型的目的是提供一种卧式bog压缩机用低温大直径高镍球墨铸铁气缸,其通过采用高镍球墨铸铁材料整体铸造以及结构优化设计,以满足bog压缩机长周期平稳运行。
6.针对上述,本实用新型公开了一种用于上述目的技术方案:一种卧式bog压缩机用低温大直径高镍球墨铸铁气缸,其特征在于:包括有缸体,缸体内的轴侧工作腔以及盖侧工作腔,所述缸体上设有进气腔和排气腔,所述的进气腔和排气腔分别位于缸体的一侧设置,且所述进气腔和排气腔与轴侧工作腔以及盖侧工作腔联通,还包括有两个示功器安装孔,所述的示功器安装孔分别连通轴侧工作腔和盖侧工作腔设置,所述缸体在连接气缸盖端还设置有用于连接支承结构的支承凸台,气连接筒体端设置有隔冷腔和填料安装孔。
7.作为上述方案的进一步设置,所述进气腔还连接设置进气法兰接口,其用于bog气体从进气法兰接口进入通过进气腔再分别进入到轴侧工作腔和盖侧工作腔内。
8.作为上述方案的进一步设置,所述排气腔还连接设置排气法兰接口,其用于bog气
体分别从轴侧工作腔和盖侧工作腔通过排气腔排出至排气法兰接口外。
9.作为上述方案的进一步设置,所述缸体其材料选用高镍球墨铸铁,采用高镍球墨铸铁材料整体铸造,并进行低温深冷处理制得,其缸体两端采用螺柱连接方式相连接设置有气缸盖和接筒,其最高使用温度可达
‑
196℃,其最大直径可设置为850mm。
10.作为上述方案的进一步设置,所述缸体采用高镍球墨铸铁的熔炼工艺制得。
11.根据上述的一种卧式bog压缩机用低温大直径高镍球墨铸铁气缸,其特征在于:所述缸体的制作步骤如下:
12.1)光谱试样,在1490
‑
1520℃取样,用光谱分析仪分析成分并对照目标成分进行调整至合格后,再继续升温至1550
‑
1580℃进行球化孕育处理;
13.2)采用包内冲入法进行二次孕育球化处理,处理前在球化包底放置0.5%硅镁球化剂冲紧压实;
14.3)先往球化包内冲入三分之二球铁原铁水,此处倒铁水要保证迅速,使浇包内铁液液面快速上升;
15.4)在球化反应要结束,但未结束时,给球化包内冲入所需的另外三分之一球铁原铁水,每包球化和浇注总时间控制在8分钟以内,浇注完的气缸,其自然凝固时间为11.5小时;
16.5)完成步骤4)之后,再加热至620
‑
680℃,保温时间4小时,可以有效去除铸件应力;
17.6)缸体使用低温氮气在深冷箱中进行深冷处理,在缸体粗加工后至精加工前进行,按工艺规程控制降温速度为每分钟0.5~2.5℃,直至降至
‑
170℃的保冷温度,深冷保冷时间为4小时。
18.有益效果:相对于现有技术本实用新型采用高镍球墨铸铁材料整体铸造,通过光谱试样并采用包内冲入法进行二次孕育球化处理,再进行低温深冷处理,其结构通过三维软件按照薄壁圆筒理论进行强度校核计算并应用有限元方法建立气缸传热模型,分析bog压缩机在各阶段的内部应力变化分析,对流道和强度进行优化设计,以满足bog压缩机长周期平稳运行。
附图说明
19.图1为本实用新型具体实施例中缸体气缸盖侧的三维结构示意图;
20.图2为本实用新型具体实施例中缸体连接接筒侧的三维结构示意图;
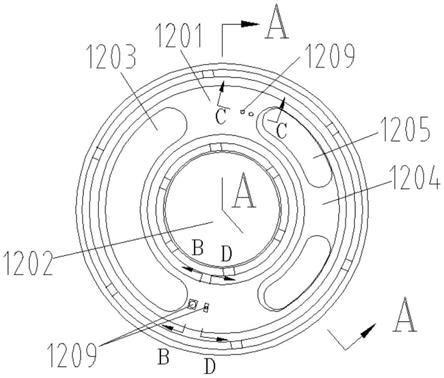
21.图3为过进气法兰中心且垂直于气缸轴线的面所截出的气缸剖视图;
22.图4为过进气、排气阀安装孔直径且垂直于气缸轴线的面所截出的气缸剖视图;
23.图5为过进气阀安装孔直径且过气缸轴线的面和过排气法兰接口直径且过气缸轴线的面两相交面所截出的气缸截面剖视图。
24.附图说明:1、示功器安装孔;2、进气阀安装孔;3、进气法兰接口;4、缸体;5、支承凸台;6、排气法兰接口;7、排气阀安装孔;8、填料安装孔;9、进气腔;10、排气腔;11、隔冷腔;12、工作镜面;13、轴侧工作腔;14、盖侧工作腔。
具体实施方式
25.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和具体实施方式对本实用新型进行进一步的详细描述。需要说明的是,在相互不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
26.如图1
‑
5所示,一种卧式bog压缩机用低温大直径高镍球墨铸铁气缸,包括有缸体4,所述缸体4上有四个进气阀安装孔2和四个排气阀安装孔7,其在压缩机运行时用阀孔盖进行密封;进气过程原理,气体先从进气法兰接口3进入进气腔9,再从工作腔内壁的进气阀安装孔2下端安装的进气阀进入工作腔内,进气分先后;排气过程原理,气体先从工作腔内壁的四个排气阀安装孔7上端安装的排气阀进入排气腔10,再从排气法兰接口6排出。
27.进一步的,所述缸体4上设有示功器安装孔1,示功器安装孔1分别连通轴侧工作腔和盖侧工作腔,且其中心位于同一平面,相对于现有技术,本设置可以方便操作人员更准确的测量到缸内气体的压力和体积数据。
28.进一步的,所述缸体4与接筒连接一侧设置有隔冷腔11,隔冷腔内部结构如图5所示,在此种设计结构下,其通过温度场模拟分析结构和设计生产后测试可知,采用该隔冷腔方案,可完全不需要通入隔热介质,在离气缸一定距离的接筒处即可保证达到一定高的温度,却不会使润滑油产生明显性质变化,而影响运动部件运行,因此,该结构能同时保证气缸与接筒连接的稳定性和与机身间的隔热效果,无需持续通入隔热介质,保证润滑油的性能,实现延长寿命,降低运行成本的优良效果。
29.进一步的,所述缸体4与缸盖连接一侧设置有支承凸台5,凸台结构如图1所示设置,凸台结构用于安装支承结构,以增强低温工况下气缸运行的稳定性,根据现场低温气缸支承的使用经验,本实用新型通过优化设置支承结构和优化采用焊接工艺,确保长期低温工况下气缸支承的可靠性。
30.进一步的,所述缸体4采用如图1~5的内、外部结构,材料选用高镍球墨铸铁,通过理论计算、三维模拟分析、有限元应力和温度场模拟分析研究,证明此结构和材料所设计出的气缸能够符合低温、大温差条件下的强度和使用寿命要求,后期进行生产测试所设计的气缸也完全符合设计要求的参数。
31.本实用新型缸体4在熔炼过程方法步骤,光谱试样,在1490
‑
1520℃取样,用光谱分析仪分析成分并对照目标成分进行调整至合格后,再继续升温至1550
‑
1580℃进行球化孕育处理,采用包内冲入法进行二次孕育球化处理,处理前在球化包底放置0.5%硅镁球化剂冲紧压实,也就是先往球化包内冲入三分之二球铁原铁水,此处倒铁水要保证迅速,使浇包内铁液液面快速上升,在球化反应要结束,但未结束时,同时给球化包内冲入所需的另外三分之一球铁原铁水,每包球化和浇注总时间控制在8分钟以内,浇注完的气缸,其自然凝固时间为11.5小时,之后,再加热至620
‑
680℃,保温时间4小时,可以有效去除铸件应力;缸体4使用低温氮气在深冷箱中进行深冷处理,在气缸粗加工后至精加工前进行,按工艺规程控制降温速度为每分钟0.5~2.5℃,直至降至
‑
170℃的保冷温度,深冷保冷时间为4小时。
32.本实用新型的气缸缸体4材料选用高镍球墨铸铁,其特性为能长期在低温工况下稳定运行,结合该实用新型的气缸结构进一步提升大温差带来的热应力的承受性能,本实用新型的示功器安装孔中心孔结构设置分别连通轴侧工作腔和盖侧工作腔,可以准确的测量到缸内气体的压力和体积数据,通过应力分析模拟和实际运行测试结果,对气缸整体结
构进行了优化设计,提高了整体强度和使用寿命,本实用新型的隔冷腔采用的结构能提高低温连接部分的稳定性和隔热效果,通过温度场模拟和实验验证,在所连接中间接筒与气缸距离400mm后即可达到25℃以上,满足隔冷要求,省去不断通入隔冷介质的做法,降低运行成本。
33.如上述步骤方法中所示,本实用新型的气缸在熔炼过程中,使用光谱分析仪进行取样,用光谱分析仪分析成分,采用球化孕育处理,使用镁球化剂进行,球化和浇注要迅速,气缸铸件凝固时间要足够。经过后期测试,本实用新型气缸材料力学性能:抗拉强度rm≥370mpa,屈服强度rp
0.2
≥210mpa,在
‑
160℃低温试验的冲击吸收能量kv2≥12j,并且可以有效避免奥氏体球墨铸铁件发生缩松缺陷。气缸铸件消应力采用退火工艺,可以有效去除铸件应力,提高气缸抗疲劳强度。
34.进一步的,气缸在粗加工后精加工前使用低温氮气进行深冷处理,深冷处理可以细化材料组织晶粒,可以提前消除气缸在低温工作条件下的应力,从而提高尺寸稳定性,减少低温工作条件下的形变,还可以提高气缸工作镜面12的耐磨性。
35.综上所述的本实用新型其采用高镍球墨铸铁材料整体铸造,通过光谱试样并采用包内冲入法进行二次孕育球化处理,再进行低温深冷处理,其结构通过三维软件按照薄壁圆筒理论进行强度校核计算并应用有限元方法建立气缸传热模型,分析bog压缩机在各阶段的内部应力变化分析,对流道和强度进行优化设计,以满足bog压缩机长周期平稳运行。
36.尽管已描述了本实用新型的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本实用新型范围的所有变更和修改。
37.显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。