1.本发明涉及压缩机领域,更具体地说,涉及一种单级高压液环压缩机及其制造方法。
背景技术:
2.在现在的工业生产中,会使用到多种结构压缩机,其中单级液环压缩机就是常用的一种,单级液环压缩机是指采用一级转子、泵腔压缩的工作结构和方式。
3.但是现有的压缩机结构中,由于结构和性能的要求,采用的加工方式和布局结构也都不同,两级液环式压缩机来实现,两级液环式压缩机采用两级转子、泵腔串联的结构方式,加工精度要求高、装配调整难度大,同时故障点多,设备运行稳定性差,并且在零部件加工时,采用整体铸造的方式制作毛坯存在铸造难度大、铸造缺陷多且不容易发现、叶片尺寸不均匀、表面粗糙度大导致流体阻力大等一些列缺陷,该一些列缺陷均会导致液环压缩机的运行稳定性、寿命、抽气压缩效率性能等的大幅降低。采用分体焊接的方式制作需要由多个部件拼装焊接组成,焊缝多、焊接后易变形,叶轮叶片型线角度不易保证,同时应用于腐蚀性工况时,焊缝是晶间腐蚀最易发生部位,使用寿命短,因此需要提出一种新的结构和制造方法。
技术实现要素:
4.针对现有技术中存在的问题,本发明的目的在于提供一种单级高压液环压缩机及其制造方法,通过采用依据不同应用工况选取不同材质的圆钢,通过锻打制作整体毛坯,经过车削加工后,叶片空心部分采用线切割进行加工初步成型,最后通过立式加工中心将整个叶轮叶片型线加工制作成型,保证了叶轮型线的完全符合,同时采用整体结构叶轮强度和刚度完全得到保证,采用圆钢锻打件毛坯材质零缺陷,杜绝了铸造叶轮、焊接叶轮的工艺缺陷保证加工制造的稳定性,同时采用一级转子、泵腔压缩,叶轮线速度≥38m/s,最高排气压力最高可达0.6mpa(g),完全替代了两级液环压缩机的应用,单级叶轮的结构设计更加紧凑,加工、装配、维修简便,更加适合于对易燃易爆气体的压缩输送,利于生产加工和装配安装,方便推广使用。
5.为解决上述问题,本发明采用如下的技术方案。
6.一种单级高压液环压缩机及其制造方法,包括泵体,所述泵体的一端表面通过拉杆螺栓固定安装有前吸排气盘和前泵盖,所述泵体的另一端表面通过拉杆螺栓固定安装有后吸排气盘和后泵盖,所述前泵盖和后泵盖的表面固定连接有轴承架,所述轴承架的侧面转动安装有轴,所述轴的表面中心处过盈配合连接有叶轮,所述叶轮的表面转动连接于泵体的侧面,所述轴的两端表面均固定安装有集装式机械密封,所述集装式机械密封的一端连接有包覆轴套,所述包覆轴套的一侧表面套接于轴的两端,所述包覆轴套的一端设有o型圈,所述o型圈的表面连接于叶轮的止口侧面。
7.进一步的,所述轴承架的一端表面固定安装有圆柱滚子轴承,所述圆柱滚子轴承
的侧面转动连接于轴的一端表面,通过圆柱滚子轴承连接轴,可以对一端稳定支撑,保证稳定性。
8.进一步的,所述轴承架的一端表面固定安装有前轴承压盖,所述前轴承压杆的一侧表面顶紧连接于圆柱滚子轴承的侧面,通过前轴承压盖连接圆柱滚子轴承,利于安装拆卸,方便定位使用。
9.进一步的,所述轴承架的另一端表面固定连接有定位轴承壳,所述定位轴承壳体的侧面固定安装有双列角接触轴承,所述双列角接触轴承的侧面转动连接于轴的另一端表面,通过定位轴承壳连接双列角接触轴承,可以对轴进行支撑定位,保证运动的平稳性,避免窜动。
10.进一步的,所述定位轴承壳的另一端表面通过锁紧螺钉固定安装有后轴承压盖,所述后轴承压盖的一端表面顶紧连接于双列角接触轴承的一侧表面,通过锁紧螺钉连接后轴承压盖,可以对双列角接触轴承定位支撑,保证安全稳定性。
11.进一步的,所述包覆轴套的侧面两端均固定连接有内孔密封圈,所述内孔密封圈的侧面套接于轴的两端表面,通过内孔密封圈配合轴形成密封结构,可以隔离介质,提高轴的安全稳定性。
12.进一步的,所述集装式机械密封的一端表面设置有端面密封圈,所述端面密封圈的一侧表面顶紧连接于前泵盖的的止口位置,通过端面密封圈连接前泵盖,可以仅一步隔离介质,提高使用安全性。
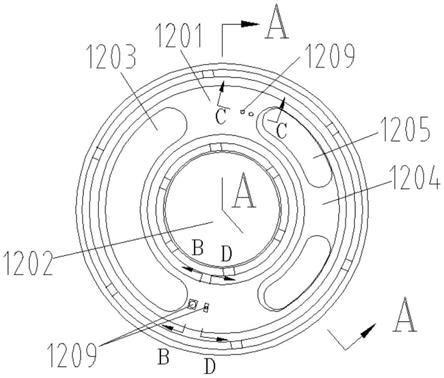
13.进一步的,所述前吸排气盘和后吸排气盘的表面设置有柔性调节排气槽、定位销孔、排气口型线、排气孔、进水孔、轴孔、进水槽和吸气口型线,设置前吸排气盘和后吸排气盘的结构,利于加工生产,保证压缩的效率和稳定性。
14.进一步的,所述制造方法包括如下步骤:
15.s1、依据不同应用工况选取不同材质的圆钢,作为挤出原料;
16.s2、通过锻打制作整体毛坯;
17.s3、经过车削加工后,叶片空心部分采用线切割进行加工初步成型;
18.s4、通过立式加工中心将整个叶轮叶片型线加工制作成型;
19.s5、吸排气盘采用钢板切割,形成坯料圆盘;
20.s6、采用由立式加工中心精密加工形成吸气口型线、排气口型线及柔性调节排气槽型线;
21.s7、最后进行组合安装成型。
22.相比于现有技术,本发明的优点在于:
23.(1)本方案保证了叶轮型线的完全符合,同时采用整体结构叶轮强度和刚度完全得到保证,采用圆钢锻打件毛坯材质零缺陷,杜绝了铸造叶轮、焊接叶轮的工艺缺陷保证加工制造的稳定性,同时采用一级转子、泵腔压缩,叶轮线速度≥38m/s,最高排气压力最高可达0.6mpa(g),完全替代了两级液环压缩机的应用,单级叶轮的结构设计更加紧凑,加工、装配、维修简便。
24.(2)通过圆柱滚子轴承连接轴,可以对一端稳定支撑,保证稳定性。
25.(3)通过前轴承压盖连接圆柱滚子轴承,利于安装拆卸,方便定位使用。
26.(4)通过定位轴承壳连接双列角接触轴承,可以对轴进行支撑定位,保证运动的平
稳性,避免窜动。
27.(5)通过锁紧螺钉连接后轴承压盖,可以对双列角接触轴承定位支撑,保证安全稳定性。
28.(6)通过内孔密封圈配合轴形成密封结构,可以隔离介质,提高轴的安全稳定性。
29.(7)通过端面密封圈连接前泵盖,可以仅一步隔离介质,提高使用安全性。
30.(8)设置前吸排气盘和后吸排气盘的结构,利于加工生产,保证压缩的效率和稳定性。
附图说明
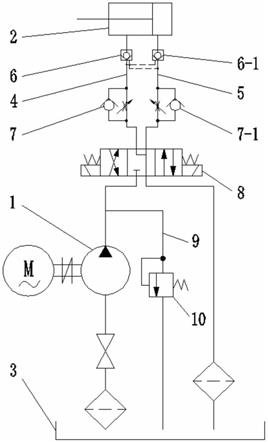
31.图1为本发明的整体结构示意图;
32.图2为本发明的叶轮的表面示意图;
33.图3为本发明的包覆轴套连接局部放大图;
34.图4为本发明的前吸排气盘和后吸排气盘的结构示意图。
35.图中标号说明:
36.1轴、2前轴承压盖、3圆柱滚子轴承、4轴承架、5集装式机械密封、6包覆轴套、7拉杆螺栓、8前泵盖、9前吸排气盘、10o型圈、11叶轮、12泵体、13后吸排气盘、14后泵盖、15定位轴承壳、16双列角接触轴承、17锁紧螺钉、18轴承压盖、19内孔密封圈、20端面密封圈、31柔性调节排气槽、32定位销孔、33排气口型线、34排气孔、35进水孔、36轴孔、37进水槽、38吸气口型线。
具体实施方式
37.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
38.请参阅图1
‑
4,一种单级高压液环压缩机及其制造方法,包括泵体12,请参阅图1和图2,泵体12的一端表面通过拉杆螺栓7固定安装有前吸排气盘9和前泵盖8,泵体12的另一端表面通过拉杆螺栓7固定安装有后吸排气盘13和后泵盖14,前泵盖8和后泵盖14的表面固定连接有轴承架4,轴承架4的侧面转动安装有轴1,轴1的表面中心处过盈配合连接有叶轮11,叶轮11的表面转动连接于泵体12的侧面,轴1的两端表面均固定安装有集装式机械密封5,集装式机械密封5的一端连接有包覆轴套6,包覆轴套6的一侧表面套接于轴1的两端,包覆轴套6的一端设有o型圈10,o型圈10的表面连接于叶轮11的止口侧面。
39.请参阅图2和图3,轴承架4的一端表面固定安装有圆柱滚子轴承3,圆柱滚子轴承3的侧面转动连接于轴1的一端表面,通过圆柱滚子轴承连接轴,可以对一端稳定支撑,保证稳定性,轴承架4的一端表面固定安装有前轴承压盖2,前轴承压杆2的一侧表面顶紧连接于圆柱滚子轴承3的侧面,通过前轴承压盖连接圆柱滚子轴承,利于安装拆卸,方便定位使用,轴承架4的另一端表面固定连接有定位轴承壳15,定位轴承壳体15的侧面固定安装有双列角接触轴承16,双列角接触轴承16的侧面转动连接于轴1的另一端表面,通过定位轴承壳连接双列角接触轴承,可以对轴进行支撑定位,保证运动的平稳性,避免窜动,定位轴承壳15
的另一端表面通过锁紧螺钉17固定安装有后轴承压盖18,后轴承压盖18的一端表面顶紧连接于双列角接触轴承16的一侧表面,通过锁紧螺钉连接后轴承压盖,可以对双列角接触轴承定位支撑,保证安全稳定性。
40.请参阅图2和图4,包覆轴套6的侧面两端均固定连接有内孔密封圈19,内孔密封圈19的侧面套接于轴1的两端表面,通过内孔密封圈配合轴形成密封结构,可以隔离介质,提高轴的安全稳定性,集装式机械密封5的一端表面设置有端面密封圈20,端面密封圈20的一侧表面顶紧连接于前泵盖8的的止口位置,通过端面密封圈连接前泵盖,可以仅一步隔离介质,提高使用安全性,前吸排气盘9和后吸排气盘13的表面设置有柔性调节排气槽31、定位销孔32、排气口型线33、排气孔34、进水孔35、轴孔36、进水槽37和吸气口型线38,设置前吸排气盘和后吸排气盘的结构,利于加工生产,保证压缩的效率和稳定性。
41.制造方法包括如下步骤:
42.s1、依据不同应用工况选取不同材质的圆钢,作为挤出原料;
43.s2、通过锻打制作整体毛坯;
44.s3、经过车削加工后,叶片空心部分采用线切割进行加工初步成型;
45.s4、通过立式加工中心将整个叶轮叶片型线加工制作成型;
46.s5、吸排气盘采用钢板切割,形成坯料圆盘;
47.s6、采用由立式加工中心精密加工形成吸气口型线、排气口型线及柔性调节排气槽型线;
48.s7、最后进行组合安装成型。
49.实施例
50.用整体铸造的方式制作毛坯存在铸造难度大、铸造缺陷多且不容易发现、叶片尺寸不均匀、表面粗糙度大导致流体阻力大等一些列缺陷,该一些列缺陷均会导致液环压缩机的运行稳定性、寿命、抽气压缩效率性能等的大幅降低。采用分体焊接的方式制作需要由多个部件拼装焊接组成,焊缝多、焊接后易变形,叶轮叶片型线角度不易保证,同时应用于腐蚀性工况时,焊缝是晶间腐蚀最易发生部位,使用寿命短。针对以上制作方式的缺点,我们采用依据不同应用工况选取不同材质的圆钢,通过锻打制作整体毛坯,经过车削加工后,叶片空心部分采用线切割进行加工初步成型,最后通过立式加工中心将整个叶轮叶片型线加工制作成型,保证了叶轮型线的完全符合,同时采用整体结构叶轮强度和刚度完全得到保证,采用圆钢锻打件毛坯材质零缺陷,杜绝了铸造叶轮、焊接叶轮的工艺缺陷。
51.轴套全包覆密封结构:液环压缩机的轴1是传递扭矩的旋转部件,为防止单级高压液环压缩机工作过程中的腐蚀性介质对轴产生腐蚀导致断裂,设计采用轴套全密封包覆结构,集装式机械密封5与包覆轴套6组成集装式机械密封组件,在包覆轴套6外圆安装o型圈10并插入到叶轮11的内止口配合形成第一道密封、内孔密封圈19配合轴1形成第二道密封,集装式机械密封5设置端面密封圈20与前泵盖8止口端面配合形成第三道密封,从而实现轴在泵腔内的全包覆密封,o型圈材质、轴套材质可依据工作介质进行选取,保证轴与腐蚀性工作介质完全无接触,确保了轴的使用安全可靠。
52.吸排气盘型线结构优化设计及加工工艺改进:液环压缩机的吸排气口型线结构的优化设计及制造精度决定了抽气效率和排气压力的高低,单级高压液环压缩机吸排气圆盘采用钢板切割,吸气口型线38、33排气口型线及柔性调节排气槽31由立式加工中心精密加
工而成,保证了吸排气口型线结构与设计图纸零误差,确保单级高压液环压缩机的抽吸压缩性能效率。
53.以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。