1.本发明涉及一种冷气推力器装配间隙测量和反馈调节方法,特别针对于微小推力空间推力器和流量控制器装配领域。
背景技术:
2.微牛级推力冷气推力器采用压电驱动器作为驱动机构,可以实现μn级别的推力控制精度和很高的推力稳定性,满足航天器无拖曳控制的需求。其内部包含驱动器组件、阀芯组件等紧凑结构,通过压电驱动器驱动阀杆带动阀芯的开启,实现不同的喷管节流面积,可以实现推力在很小范围内的控制和调整。整个工作区间范围内,阀芯的工作行程只有10μm~20μm,其位置精度需要达到μm级,才能满足推力器的推力精度并保证推力器可靠密封和开启。因此,控制压电驱动器、阀杆及阀芯的位置精度和间隙尺寸是实现高精度推力控制的关键因素。要达到这样的装配精度,依靠零件的加工精度和传统的顺序装配手段不可能满足要求,最终装配精度及结构稳定性需要依靠高精度的测量和反馈调节手段。
技术实现要素:
3.本发明的技术解决问题:克服现有技术的不足,提供了一种高精度推力器装配间隙的测量、反馈和补偿方法,减少对零件加工精度的依赖,有效的实现μm级的间隙测量和控制,从而实现μn级的推力控制。
4.本发明的技术解决方案:
5.基于间隙测量和反馈调节的微牛级冷气推力器装配方法,包括步骤如下:
6.1)组装压电驱动器组件;
7.2)获得压电驱动器组件的测量预偏置量c;
8.3)装配推力器,粗调推力器阀杆与阀芯之间的轴向间隙;
9.4)将阀杆通过螺纹副连接在压电驱动器组件上,测量推力器阀杆的总行程a;
10.5)测量在要求电压作用下,推力器阀芯的开启行程b;
11.6)根据步骤4)所述推力器阀杆的总行程a和步骤5)所述推力器阀芯的开启行程b,精调阀杆和阀芯的轴向间隙,使轴向间隙满足指标要求;
12.7)对推力器进行温度控制,标定工作温度范围内推力器阀杆与阀芯之间的轴向间隙的实测值,通过调安装在阀杆上的调节螺母,使推力器在工作温度范围内,实测值均能满足指标要求;
13.8)焊接推力器阀杆和驱动器组件,完成装配。
14.步骤2)所述测量预偏置量c,具体为:
15.推力器阀杆与压电驱动器组件之间由于焊接产生变形,将变形方向上的形变量作为预偏置量c。
16.步骤3)所述粗调推力器阀杆与阀芯之间的轴向间隙,使推力器阀杆与阀芯之间的轴向间隙不大于50μm。
17.步骤4)所述测量推力器阀杆的总行程a的方法,具体为:
18.驱动阀杆在压电驱动器组件的作用下伸缩移动,测量阀杆在要求电压作用下的总行程a。
19.步骤6)和步骤7)所述指标要求等于(x c)
±
30%,其中,x为阀杆和阀芯的轴向间隙的理论值。
20.步骤7)所述工作温度范围的取值范围为25℃~50℃。
21.步骤6)所述精调阀杆和阀芯轴向间隙的方法,具体为:
22.根据步骤4)所述推力器阀杆的总行程a和步骤5)所述推力器阀芯的开启行程b的差值,获得装配间隙的实测值,装配间隙的实测值等于阀杆总行程与阀芯行程之差(a
‑
b);
23.根据装配间隙的实测值,通过安装在阀杆上的调节螺母,调整阀杆和阀芯的轴向间隙,令轴向间隙值等于指标要求。
24.进一步,步骤8)之后,还包括:
25.9)复测推力器阀杆总行程a’和推力器阀芯开启行程b’,获得复测的推力器阀杆与阀芯之间的轴向间隙,判断轴向间隙值(a
’‑
b’)是否满足设计要求值x
±
30%;若满足则完成装配,反之则若不满足使用要求,进入步骤10)。
26.10)配置压电驱动器、阀杆和壳体间的螺接顺序和拧紧力矩大小,通过配置不同的螺接顺序和力矩大小,微调装配间隙,使推力器阀杆与阀芯之间的轴向间隙满足设计要求值x
±
30%,完成装配。
27.本发明与现有技术相比的优点在于:
28.(1)本发明满足冷气推力器装配精度,同时降低了对零件加工精度的要求
29.冷气推力器装配过程由于采用本发明步骤3)~6)提出的反馈调节方法,使零件尺寸公差带来的累计误差可以测量和调节。整个工作区间,阀芯的工作行程只有10μm~20μm,其位置精度需要达到μm级,并且由多个零件装配而成,完全依靠零件尺寸精度保证,则零件尺寸精度需要达到亚微米级以上,采用本发明提出的方法,零件加工尺寸精度控制在微米级即能满足产品装配精度的要求。
30.(2)本发明步骤3)~6),测量过程采用高精度传感器测量阀芯和阀杆行程,测量精度可达10nm,避免常规测量方式带来的测量误差;采用流量传感器间接测量阀芯开启行程,得到直接的流量数据,避免推力器内部损伤,引入多余物,使得在整个寿命周期内驱动杆和阀芯间隙可测,为产品成功装配提供过程数据。
31.(3)本发明步骤7)在装配过程中,对推力器进行了主动温度控制,以标定温度对装配间隙影响的准确值。温度控制精度
±
0.2℃,使温度变化对间隙的影响量化,增加产品裕度,保证空间应用可靠性。
32.(4)本发明步骤2)对焊接变形采取了预偏置的控制策略,探索变形的相对方向,根据总的变化趋势,预先调配间隙10~20μm,使最终间隙控制在要求范围内;有效的减小了焊接变形的影响,提高了产品装配过程的合格率。
33.(5)本发明步骤9)对螺接顺序和力矩大小进行了分析和控制,分析螺钉装配对相对间隙的影响趋势,正确配置装配顺序和力矩大小,进一步微调间隙值,并使螺接变形正负抵消,减少影响,最终使得装配螺钉引起的相对位置变化从10μm减少至2μm以下。
附图说明
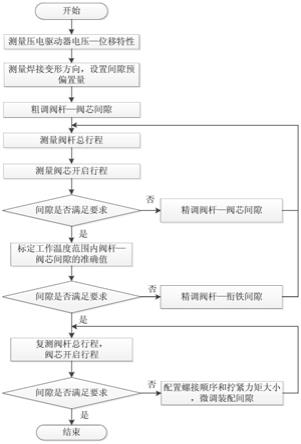
34.图1为本发明的步骤流程图;
35.图2为阀杆阀芯间隙示意图;
36.图3为微牛级冷气推力器阀杆阀芯结构示意图;
37.图4为本发明所述采用高精度电容传感器测量阀芯和阀杆行程并反馈调节示意图。
具体实施方式
38.如图1所示,本发明基于间隙测量和反馈调节的微牛级冷气推力器装配方法,包括步骤如下:
39.1)组装压电驱动器组件,测量压电驱动器的电压—位移特性;
40.2)进行摸底试验,获得测量预偏置量c;
41.推力器阀杆与压电驱动器组件之间由于焊接产生变形,将在变形方向上的形变量作为预偏置量c;
42.3)装配推力器,调节压电驱动器组件的预紧力,粗调推力器阀杆与阀芯之间的轴向间隙,如图2所示,使推力器阀杆与阀芯之间的轴向间隙不大于50μm;
43.4)将阀杆通过螺纹副(螺母)连接在压电驱动器组件上,测量推力器阀杆的总行程a;
44.驱动阀杆在压电驱动器组件的作用下伸缩移动,测量阀杆在要求电压作用下的总行程a;
45.5)测量推力器阀芯的开启行程b:
46.测量在要求电压作用下,推力器阀芯的开启行程b;
47.6)根据步骤4)所述推力器阀杆的总行程a和步骤5)所述推力器阀芯的开启行程b,同步精调阀杆—阀芯间隙;具体为:
48.阀杆和阀芯轴向存在装配间隙,装配间隙的实测值等于阀杆总行程与阀芯行程之差(a
‑
b),通过安装在阀杆上的调节螺母,精调阀杆—阀芯轴向间隙,令轴向的间隙值等于(x c)
±
30%,其中,x为阀杆—阀芯间隙的理论值,c为预偏置量。
49.7)对微牛推力器进行主动温度控制,标定工作温度范围内阀杆—阀芯间隙的准确值,具体为:采用加热片 热敏电阻(测温光纤)方案对微牛推力器进行温度控制和温度测试,将推力器温度控制在25℃~50℃(温度测量精度
±
0.2℃)。标定工作温度范围内阀杆—阀芯装配间隙的实测值,微调安装在阀杆上的调节螺母,使推力器在工作温度范围内时,阀杆—阀芯轴向间隙均能满足要求,即阀杆—阀芯轴向间隙轴向的等于(x c)
±
30%;
50.8)焊接推力器阀杆和驱动器组件,复测阀杆总行程a’,阀芯开启行程b’,获得复测的阀杆—阀芯间隙,判断间隙值(a
’‑
b’)是否满足设计要求值x
±
30%;若满足则完成装配,反之则若不满足使用要求,进入步骤9)。
51.9)配置螺接顺序和拧紧力矩大小,微调装配间隙:压电驱动器、阀杆和壳体间分别采用螺钉连接,通过配置不同的螺接顺序和力矩大小,微调装配间隙,使阀芯—阀杆间隙满足设计要求x
±
30%。
52.所述步骤3)中粗调阀杆—阀芯间隙,需计算零件尺寸公差,预紧力引起的结构变
形量之和。
53.所述步骤5)中,测量阀芯开启行程采用高精度传感器直接测量方法和流量间接测量方法。
54.所述步骤7)中,对微牛推力器进行高精度温度场测试,其控温精度优于
±
0.2℃。
55.实施例
56.以某型号1
‑
50μn冷气推力模块装配过程为例说明本发明的具体实施过程,如图1所示,本发明具体实现流程如下:
57.(1)组装压电驱动器组件,采用高精度电容传感器测量压电驱动器电压—位移特性;
58.(2)测量焊接变形方向,设置间隙预偏置量;焊前探索变形的相对方向,采用预偏置装配策略,预先在驱动杆上施加不同的力可以控制焊接后相对位置的改变大小的方向(变大或变小);根据总的变化趋势,预先调配间隙10
‑
20μm。使得最终间隙在20
‑
30μm范围内。
59.(3)装配推力器,计算零件尺寸公差累计带来的误差量,计算预紧力引起的结构变形量之和,采用0.05mm~0.2mm规格垫片粗调阀杆—阀芯间隙;
60.(4)引入电容位移传感器测量阀芯位移变化(测量精度达10nm);测量阀杆、阀芯行程,阀杆在压电驱动器作用下移动,给定电压20v~100v,测量阀杆在要求电压作用下的行程范围;测量在20v~100v电压作用下,阀芯的行程范围。
61.(5)阀芯开启行程不满足要求时,如图3所示,转动调节螺母,精调阀杆位置,测量给定电压下阀芯行程,直至给定电压下满足间隙测量要求;
62.(6)对微牛推力器进行主动温度控制,标定工作温度范围内阀杆—阀芯间隙的准确值。采用加热片 热敏电阻(测温光纤)方案对微牛推力器进行温度控制和温度测试。将推力器温度控制在25℃~50℃(温度测量精度
±
0.2℃),不同温度下测得对应间隙值。微调图3所示调节螺母,使推力器在工作温度范围内均能满足要求。
63.(7)配置螺接顺序和拧紧力矩大小,微调装配间隙。
64.螺钉连接对本产品装配引起的微变形在10μm量级,不能忽略不计。分析力对相对间隙的影响趋势,并进行试验,积累原始数据;根据总结出的变形趋势制定每个螺钉的装配顺序和拧紧力矩大小;根据每个螺钉影响趋势,正确配置装配顺序,进一步微调间隙值,并使变形正负抵消,减少影响;使得装配螺钉引起的相对位置变化从10μm减少至2μm以下。
65.本发明所述采用高精度电容传感器测量阀芯和阀杆行程并反馈调节示意图,如图4所示。
66.本发明在装配过程中,对阀芯的位置和间隙尺寸进行实时测量,采用了反馈调节装配策略,通过对影响阀芯的位置和间隙尺寸的温度场、焊接变形、螺接应力因素进行控制和补偿,保证装配精度满足要求。
67.阀芯—阀杆间隙尺寸是影响微牛级推力器可靠开启和密封的关键因素,其尺寸精度需要达到μm级,基于零件尺寸精度的顺序装配手段不能满足该装配要求,焊接、环境温度变化带来的变形均也是不能忽略的因素。通过基于位移传感器的反馈调节,避免了装配过程零件尺寸误差积累带来的间隙值超差;通过对焊接变形进行预估和预偏置,保证了间隙值焊接过程中保持稳定;通过高精度温度场
‑
电压
‑
位移特性测量和标定,保证该间隙值在
全工作温度范围内满足要求。
68.该方法能满足微牛级冷气推力器装配精度控制需求,实现了10μm产品间隙的全寿命周期可调可测可控,并已通过环境试验,顺利完成了研制交付。
69.本发明说明书中未作详细描述的内容属本领域专业技术人员的公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

