1.本实用新型属于砖茶生产设备技术领域,涉及一种茶砖模具及其脱模结构。
背景技术:
2.青砖茶是湖北咸宁地区特色产业,在行业内具有很高的美誉,现有的砖茶生产线一般包括如下步骤:分别称取里茶、中间茶和面茶,使其分别位于三个茶盒中,连续经过蒸茶区蒸煮后,将三个茶盒内的三种茶叶依序导入茶砖模具中,形成三层结构,压制成型后脱模得到茶砖坯件,现如今的砖茶生产线存在如下缺陷:
3.1、需要对数量众多的茶盒进行在线运行,按顺序排列以便于里茶、中间茶和面茶的装入,然后对其分别蒸煮,蒸煮后导入模具中,即其存在茶盒循环流水线和模具循环流水线,结构复杂。
4.2、茶叶在蒸煮后湿度很高,其导入模具的过程中部分茶叶粘附在茶盒内壁,造成茶叶的浪费,也需要增加茶盒的清洗工序;再者,茶叶蒸煮后易碎,导入模具过程中容易会影响茶叶的完整性。
5.3、为了提高蒸煮效率,也为了可实现连续生产,里茶、面茶和中间茶处于同一蒸箱内进行蒸煮,容易造成中间茶的蒸煮过度,实际上,中间茶的蒸煮熟度应该在一定程度上小于里茶和面茶,因为里茶和面茶需要压印图案,也需要使成品茶砖外表平整洁净,从而里茶和面茶需要蒸煮熟透一些,理想状态下为:里茶和面茶需要蒸煮的时间更长一些;而现有技术中,由于其处于同一蒸箱,且连续运行过程中各茶盒的蒸煮时间相同,导致中间茶蒸煮过度。
6.4、现有的茶砖模具需要手工拆模,且其结构复杂,拆装模具浪费大量时间。
技术实现要素:
7.本实用新型的目的是针对现有的技术存在的上述问题,提供一种茶砖模具及其脱模结构,本实用新型所要解决的技术问题是如何使脱模高效。
8.本实用新型的目的可通过下列技术方案来实现:一种茶砖模具及其脱模结构,其特征在于,茶砖模具包括里茶框、中间茶框和面茶框,所述中间茶框通过若干连接件可拆卸连接在里茶框和面茶框之间,所述面茶框的下端与中间茶框的上端之间形成一个第一导槽,所述里茶框的上端与中间茶框的下端之间形成一个第二导槽;
9.所述中间茶框的四个侧壁处分别设置有一出砖组件,所述出砖组件包括开设在中间茶框侧壁上的安装孔,所述安装孔内转动连接有一出砖辊,所述出砖辊的周面上具有一平直的适配面,所述安装孔在中间茶框的内侧面处形成一矩形的缺口,所述适配面与中间茶框内侧面平齐时能够封堵所述缺口,所述出砖辊内固定设置有一转轴,所述转轴的两端分别固定连接有一锥齿轮;四根转轴在中间茶框上形成一四边形结构,位于四边形结构棱角处的两个锥齿轮相互啮合,以使各出砖辊能够同步旋转;
10.脱模结构包括一个第三气缸,所述第三气缸的推杆上固定设置有一出砖架,所述
出砖架包括托板和对称设置在托板两端的驱动板,所述驱动板与托板之间呈95~100
°
的倾角;所述第三气缸推动出砖架上行时,两个驱动板能够分别抵靠在相互平行的两根出砖辊上,并使各出砖辊同步旋转。
11.进一步的,所述出砖辊为硅胶材质。
12.进一步的,所述中间茶框的各侧壁均为竖直面,所述里茶框的侧壁与中间茶框的侧壁之间呈3~5
°
的倾角。
13.硅胶材质的出砖辊具有一定的弹性,在压茶过程中,由于作用力与中间茶框的侧壁平行,使出砖辊受到的挤压力较小,适配面能够与中间茶框的侧壁平齐形成平滑的模腔,在出砖辊旋转过程中,由于其具有一定弹性,能够在保护茶砖侧壁不受损的情况下将茶砖由上至下挤出,能够将茶砖挤出的原因在于:由于初始状态下适配面与中间茶框的侧壁平直,出砖辊旋转后会伸出中间茶框侧壁之内,使出砖辊紧紧的与茶砖侧壁压紧,在出砖辊旋转过程中使茶砖在中间茶框内移动,进而使茶砖脱离中间茶框。
14.由于里茶框的侧壁均为楔型,易于茶砖脱离。
15.茶砖模具在装入茶叶之前,需确保各出砖辊的适配面与中间茶框的侧壁平直。
附图说明
16.图1是本茶砖生产线的结构示意图。
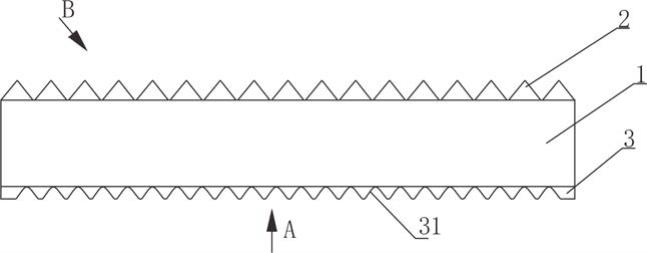
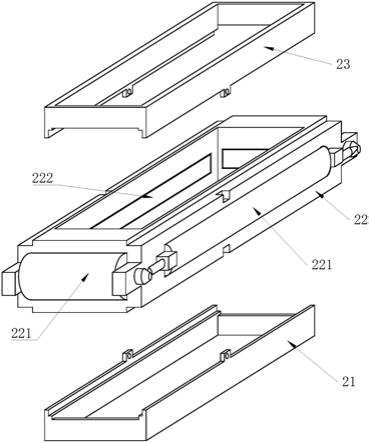
17.图2是茶砖模具的分解图。
18.图3是茶砖模具的剖视图。
19.图4是各出砖辊的传动连接结构示意图。
20.图5是茶砖模具在生产线上的连接结构示意图。
21.图6是出砖结构的剖视图。
22.图7是图3中局部a的放大图。
23.图中,1、立柱;2、茶砖模具;21、里茶框;22、中间茶框;221、出砖辊;222、适配面;223、转轴;224、锥齿轮;23、面茶框;24、第一导槽;25、第二导槽;3、第一导向板;31、第一避让口;4、第二导向板;41、第二避让口;5、第三导向板;51、第三避让口;61、里茶下料工位;62、中间茶下料工位;63、面茶下料工位;64、蒸茶工位;65、压茶工位;66、出砖工位;7、蒸箱;81、托板;82、驱动板。
具体实施方式
24.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
25.如图1~图7所示,包括两根立柱1、若干茶砖模具2、水平设置的第一导向板3和平行第一导向板3的第二导向板4,第一导向板3、第二导向板4的两端分别固定在两根立柱1上,第一导向板3位于第二导向板4上方;第二导向板4下方设置有固定在两根立柱1上的第三导向板5,第三导向板5和第二导向板4平行;
26.各茶砖模具2滑动连接在第一导向板3和第二导向板4上形成一砖茶流水线,砖茶流水线上依次设置有里茶下料工位61、中间茶下料工位62、面茶下料工位63、蒸茶工位64、若干压茶工位65和一个出砖工位66;
27.茶砖模具2包括里茶框21、中间茶框22和面茶框23,中间茶框22通过若干连接件可拆卸连接在里茶框21和面茶框23之间,面茶框23的下端与中间茶框22的上端之间形成一个与第一导向板3适配的第一导槽24,里茶框21的上端与中间茶框22的下端之间形成一个与第二导向板4适配的第二导槽25;
28.第一导向板3在里茶下料工位61、中间茶下料工位62和各压茶工位65处均开设有一第一避让口31;
29.第二导向板4在里茶下料工位61、各压茶工位65和出砖工位66处均开设有一第二避让口41;
30.第三导向板5在各压茶工位65和出砖工位66处均开设有一第三避让口;
31.第一导向板3、第二导向板4和第三导向板5均为可通气的网格板;
32.蒸茶工位64处设置有一蒸箱7,蒸箱7的中部具有一蒸茶腔,蒸箱7的两端分别具有一允许茶砖模具2通过的走料通道;蒸茶腔内通入蒸汽;
33.压茶工位65处设置有上压板和下压板,上压板和下压板分别通过一第一气缸和第二气缸驱动。
34.生产方法包括如下步骤:
35.茶砖流水线上茶砖模具2的循环:上在砖茶流水线的末端将茶砖模具2拆除,经过清洗后,送入茶砖流水线的首端,使第一导向板3穿设在第一导槽24内、第二导向板4分别穿设在第二导槽25内,间歇性推动茶砖流水线首端的茶砖模具2移动,使茶砖流水线上各茶砖模具2同步移动;
36.向运行至里茶下料工位61的茶砖模具2内投入里茶:第三导向板5遮闭里茶框21下端开口,称重后的里茶由上至下投入里茶框21内;
37.向运行至中间茶下料工位62的茶砖模具2内投入中间茶:第三导向板5遮闭里茶框21下端开口,第二导向板4遮闭中间茶框22的下端开口,称重后的中间茶由上至下投入中间茶框22内;
38.向运行至面茶下料工位63的茶砖模具2内投入中间茶:第三导向板5遮闭里茶框21下端开口,第二导向板4遮闭中间茶框22的下端开口,第一导向板3遮闭面茶框23下端开口,称重后的面茶由上至下投入面茶框23内;
39.蒸茶:各茶砖模具2在通过蒸箱7的过程中,里茶、中间茶和面茶同步受蒸汽蒸煮;
40.压茶:在压茶工位65处,第一气缸和第二气缸同步动作,驱动上压板和下压板向中间茶框22的方向将茶叶挤压在中间茶框22内,通过多个压茶工位65对茶叶的挤压,使茶砖成型,并在成型过程中进行初步冷却;
41.出砖:在出砖工位66处使茶砖脱模;
42.清洗:将茶砖流水线末端的茶砖模具2拆除,经清洗后,将其安装至茶砖流水线首端。
43.中间茶框22的四个侧壁处分别设置有一出砖组件,出砖组件包括开设在中间茶框22侧壁上的安装孔,安装孔内转动连接有一出砖辊221,出砖辊221的周面上具有一平直的适配面222,安装孔在中间茶框22的内侧面处形成一矩形的缺口,适配面与中间茶框22内侧面平齐时能够封堵缺口,出砖辊221内固定设置有一转轴223,转轴223的两端分别固定连接有一锥齿轮224;四根转轴223在中间茶框22上形成一四边形结构,位于四边形结构棱角处
的两个锥齿轮224相互啮合,以使各出砖辊221能够同步旋转。
44.出砖辊221为硅胶材质。
45.中间茶框22的各侧壁均为竖直面,里茶框21的侧壁与中间茶框22的侧壁之间呈3~5
°
的倾角。
46.出砖工位66处设置有一第三气缸,第三气缸的推杆上固定设置有一出砖架,出砖架包括托板81和对称设置在托板81两端的驱动板82,驱动板82与托板81之间呈95~100
°
的倾角;第三气缸推动出砖架上行时,两个驱动板82能够分别抵靠在相互平行的两根出砖辊221上,并使各出砖辊221同步旋转。
47.蒸箱7内设置有两根分别位于蒸箱7顶部和底部的蒸汽输送管,蒸汽输送管上设置有若干朝向蒸箱7中部的蒸汽喷嘴。
48.硅胶材质的出砖辊221具有一定的弹性,在压茶过程中,由于作用力与中间茶框22的侧壁平行,使出砖辊221受到的挤压力较小,适配面222能够与中间茶框22的侧壁平齐形成平滑的模腔,在出砖辊221旋转过程中,由于其具有一定弹性,能够在保护茶砖侧壁不受损的情况下将茶砖由上至下挤出,能够将茶砖挤出的原因在于:由于初始状态下适配面222与中间茶框22的侧壁平直,出砖辊221旋转后会伸出中间茶框22侧壁之内,使出砖辊221紧紧的与茶砖侧壁压紧,在出砖辊221旋转过程中使茶砖在中间茶框22内移动,进而使茶砖脱离中间茶框22。
49.由于里茶框21的侧壁均为楔型,易于茶砖脱离。
50.在将茶砖模具2由茶砖流水线末端取出后安装至茶砖流水线首端时,需确保各出砖辊221的适配面222与中间茶框22的侧壁平直。
51.通过第一导向板3、第二导向板4和第三导向板5组成的导轨,可使各茶砖模具2在线移动,移动方式为:将相邻工位之间的间距等分为多段,茶砖模具2单次移动一小段,移动至指定位置后即停,停运一段时间后再次移动相同距离,如此反复。下料、压茶和出砖等工序动作均在茶砖模具2停运时进行。
52.当茶砖模具2在多个压茶工位65之间移动过程中,第二导向板4能够封堵中间茶框22的下端开口,避免茶叶掉出,直至该位置的第二避让口41与中间茶框22出口正对时,茶砖模具2停运,进而继续进行压茶。
53.里茶下料工位61、中间茶下料工位62和面茶下料工位63均包括一下料斗和一接料斗,下料斗用于将称重后的茶叶投入对应茶砖模具2内,而接料斗则能够将可能掉出的茶叶渣屑盛装。
54.由于里茶、中间茶和面茶在整个生产线上均处于茶砖模具2内,不需要对茶叶更换容器,减少了工序,减少了茶叶的导出和装载次数,进而减少了茶叶在更换容器过程中的受损。
55.由于茶砖模具2在装入里茶、中间茶和面茶后,受到第一导向板3、第二导向板4和第三导向板5的隔离,在蒸茶过程中,三种茶叶分布处于三个空间内进行了分别蒸煮,再者,蒸箱7顶部的蒸汽由上至下喷向茶砖模具2的面茶,蒸箱7底部的蒸汽由上至下喷向茶砖模具2的里茶,而中间茶则不直接受到蒸汽的蒸煮,受到里茶和面茶的阻挡之后,对中间茶进行蒸煮的蒸汽强度、温度和湿度均有所削弱,能够确保在相同蒸煮时间内,里茶和面茶相比中间茶具有更大的熟度和湿度,克服了现有茶砖生产过程中同步蒸茶导致中间茶过熟的缺
点。
56.本方案能够实现在线出砖,取出的茶砖置于托板81上,可通过一直线电机将托板81上的茶砖推送至一输送带上,经过再次冷却后即可进行修边、压印、包装等工序。
57.通过第一导向板3、第二导向板4和第三导向板5除了对各茶砖模具2进行导向外,在第一导向板3、第二导向板4和第三导向板5上分别设适配各工序的第一避让口31、第二避让口41和第三避让口,使茶砖模具2能够进行三种茶叶的逐一入料、压茶和出砖
58.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。