1.本技术属于食品加工设备领域,尤其涉及一种适用于元宝馄饨的包馅食品成型装置。
背景技术:
2.现有的包馅食品,如馄饨、抄手类包馅食品大多无法实现全自动化生产,需要人工进行参与,而人工参与则会导致工作效率不高,以及加工过程中的卫生状态容易出现问题。
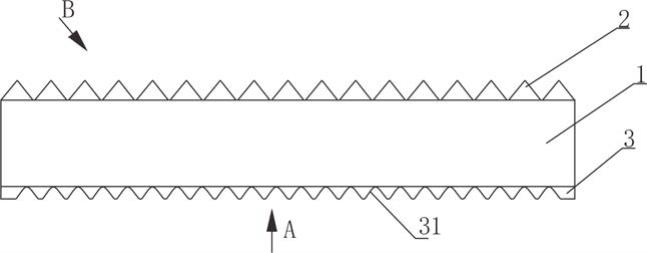
3.市面上虽然有用于自动生产饺子的设备,但是由于饺子和元宝馄饨两者存在明显不同,其中元宝馄饨是指面皮包裹馅料后,进行折叠,然后将折叠后面皮两端下部再粘合在一起形成的包馅食品(如图9),饺子是指面皮包裹馅料后,直接对面皮外边缘进行封边压合形成的包馅食品(如图10),所以两者的成型原理和造型完全不同,现有的实现自动生产饺子的设备并不能直接适用在生产元宝馄饨中。
4.现有技术中相关专利如申请号为cn201420492504.5,名称为《馄饨成型机构》的实用新型专利,其技术方案为:本实用新型公开了一种馄饨成型机构,属一种食品加工机械,包括机架,所述机架上设有两个可上下移动的成型板,两个成型板分别安装在两个成型板转轴上,用于绕各自的成型板转轴呈相对的往复转动;两个成型板的下方还设有中间压板,所述中间压板置于两个成型板之间,并与传动装置相连接,用于在两个成型板之间上下往复运动。
5.以及专利申请号为cn201910314279.3,名称为《一种馄饨成型装置》的发明专利,其技术方案为:本发明涉及一种馄饨成型装置,包括定位架板、成型托板和成型爪,所述成型托板用于放置馄饨面皮设置在所述可上下移动的定位架板的后侧与定位架板配合固定馄饨面皮,所述成型爪设置在所述定位架板和成型托板的上方可上下移动用于捏合定位架板与成型托板固定的馄饨面皮,所述定位架板、成型托板和成型爪均通过动力机构同轴传动连接。
6.上述专利中公开的设备是适用于直线分布的整机设备,从动力、结构上无法直接应用在转盘结构的整机设备中。并且上述专利的成型装置结构的动力传动结构较为复杂,如果动力机构出现故障后,会影响整个装置的正常运作,需要将装置的整个传动结构进行维修或更换。
技术实现要素:
7.为解决上述技术问题,本技术的发明目是提出一种适用于元宝馄饨的包馅食品成型装置。
8.为实现上述技术效果,本技术的技术方案如下:
9.一种适用于元宝馄饨的包馅食品成型装置,包括至少一对通过转动对包馅面皮两端进行旋转压合的成型扭转爪、第二导向组件和成型底板,所述成型扭转爪固定在连接板上,所述连接板通过第二导向组件与第二动力装置的输出端相连;所述成型扭转爪的前端
设置有用于与包馅面皮横向接触的成型底板,所述成型底板与成型扭转爪之间设置有用于在竖向上对包馅面皮进行支撑的挡板,所述挡板与带动其横向运动的第一动力装置相连;所述成型扭转爪与带动其转动的第三动力装置相连。
10.再进一步地,所述第二导向组件包括与第二动力装置输出端相连的第二横杆,所述第二横杆上设置有第二连接柱,所述第二连接柱穿过所述成型底板后与所述连接板相连,所述成型底板对第二连接柱其导向作用。
11.再进一步地,一对成型扭转爪中的一个成型扭转爪后端设置有主动齿轮,另一个成型扭转爪设置有从动齿轮,所述主动齿轮和从动齿轮相互啮合,所述主动齿轮与齿条啮合,所述齿条与滑块滑轨组件相连,所述滑块滑轨组件与动力转接块相连,所述动力转接块与第三动力装置的输出端相连。
12.再进一步地,所述第一动力装置输出端与第一导向组件相连,所述第一导向组件与挡板相连,所述第一导向组件包括与第一动力装置输出端相连的第一横杆,所述第一横杆连接有第一连接柱,第一连接柱穿过成型底板后与挡板相连,成型底板对第一连接柱起导向作用。
13.再进一步地,所述成型扭转爪包括有转轴和与之相连的成型脚,所述成型脚呈l形结构,l形机构的转角处设置有圆弧过渡段,且所述成型脚前端侧边设置有倒角。
14.再进一步地,所述成型底板与成型扭转爪之间设置有脱模板组件,脱模板组件相对于成型底板固定设置,所述脱模板组件包括横杆和连杆,连杆将横杆与成型底板固定相连,所述横杆上设置有至少一个用于辅助成型后包馅食品落料的刮片,所述刮片位于每对成型扭转爪中间对应的横杆位置。
15.本技术的优点在于:
16.1、本技术适用于元宝馄饨的包馅食品成型设备能够实现对馄饨类包馅食品的全自动化加工,并且整体为转盘式的布局,成型装置采用多动力装置独立控制各个部件动作的设计,使得各个部件的动作相互之间不容易发生干扰,整个装置在运行时,能够根据实时情况对各部件的动作匹配程度进行实时调整。
17.2、本技术的成型装置的成型扭转爪配合成型底板和挡板,能够对在成型的包馅食品横向和竖向都提供支撑力,避免其发生掉落,并且也能顺利的进行成型动作,随着成型扭转爪和挡板的回缩,则同时取消了对包馅食品的横向和竖向的支撑力,成型后的包馅食品能够顺利落下。
18.3、本技术的成型装置的第一导向组件和第二导向组件结构简单,通过横向设置的连接结构和纵向设置的导向结构,实现了动力装置带动各个部件进行直线往复动作的效果。
19.4、本技术的成型装置的成型脚设置有圆弧过渡段和倒角,这些结构能够保证一对成型脚在带动面皮两端进行旋转折叠压合时,不会直接产生硬接触,成型脚之间留有间隙,不会破坏面皮。
20.5、本技术的成型装置的脱模板组件能够将粘连在成型扭转爪上的包馅食品剥离,当成型扭转爪回缩时,部分成型后的包馅食品可能会随着成型扭转爪一同运动,此时脱模组件阻挡住包馅食品的运动路线,而成型扭转爪不受影响,所以包馅食品被挡住落下。
附图说明
21.图1为本技术成型装置结构示意图。
22.图2为本技术成型装置结构示意图。
23.图3为本技术成型装置正面结构示意图。
24.图4为本技术成型装置俯视结构示意图。
25.图5为成型装置初始等待工序状态示意图。
26.图6为成型装置接皮工序状态示意图。
27.图7为成型装置成型工序状态示意图。
28.图8为成型装置脱模落料工序状态示意图。
29.图9为云宝馄饨造型示意图。
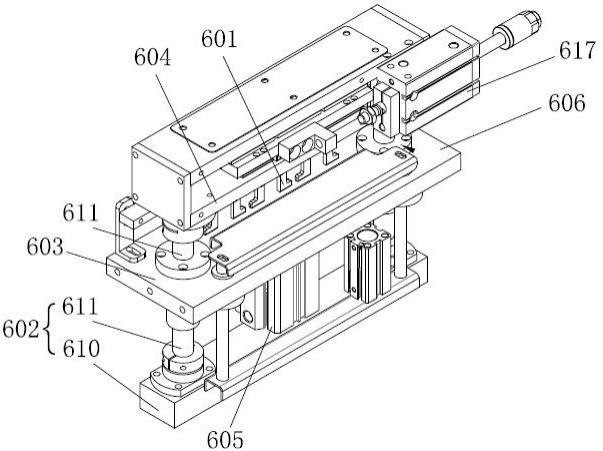
30.图10为饺子造型示意图。
31.附图中:601
‑
成型扭转爪,602
‑
第二导向组件,603
‑
成型底板,604
‑
连接板,605
‑
第二动力装置,607
‑
挡板,608
‑
第一动力装置,609
‑
第三动力装置,610
‑
第二横杆,611
‑
第二连接柱,612
‑
主动齿轮,613
‑
从动齿轮,614
‑
齿条,615
‑
滑块滑轨组件,616
‑
动力转接块,618
‑
第一导向组件,619
‑
第一横杆,620
‑
第一连接柱,621
‑
转轴,622
‑
成型脚,623
‑
横杆,624
‑
连杆,625
‑
刮片。
具体实施方式
32.实施例1
33.一种适用于元宝馄饨的包馅食品成型装置,包括至少一对通过转动对包馅面皮两端进行旋转压合的成型扭转爪601、第二导向组件602和成型底板603,所述成型扭转爪601固定在连接板604上,所述连接板604通过第二导向组件602与第二动力装置605的输出端相连;所述成型扭转爪601的前端设置有用于与包馅面皮横向接触的成型底板603,所述成型底板603与成型扭转爪601之间设置有用于在竖向上对包馅面皮进行支撑的挡板607,所述挡板607与带动其横向运动的第一动力装置608相连;所述成型扭转爪601与带动其转动的第三动力装置609相连。夹取装置把折叠后面皮放入成型扭转爪601与成型底板603之间,面皮底部与挡板607接触,此时成型扭转爪601在第二动力装置605的带动下,向成型底板603方向水平运动,并且压住折叠后的面皮两端,随后第三动力装置609带动成型扭转爪601扭转,从而使折叠面皮的两端旋转折叠相互压合成型;第一动力装置608运行带动挡板607与成型后的包馅食品脱离,包馅食品在重力作用下降落在出料输送带上,由出料输送带运出。本技术的适用于元宝馄饨的包馅食品成型设备能够实现对馄饨类包馅食品的全自动化加工,并且整体为转盘式的布局,成型装置采用多动力装置独立控制各个部件动作的设计,使得各个部件的动作相互之间不容易发生干扰,整个装置在运行时,能够根据实时情况对各部件的动作匹配程度进行实时调整。
34.实施例2
35.一种适用于元宝馄饨的包馅食品成型装置,包括至少一对通过转动对包馅面皮两端进行旋转压合的成型扭转爪601、第二导向组件602和成型底板603,所述成型扭转爪601固定在连接板604上,所述连接板604通过第二导向组件602与第二动力装置605的输出端相连;所述成型扭转爪601的前端设置有用于与包馅面皮横向接触的成型底板603,所述成型
底板603与成型扭转爪601之间设置有用于在竖向上对包馅面皮进行支撑的挡板607,所述挡板607与带动其横向运动的第一动力装置608相连;所述成型扭转爪601与带动其转动的第三动力装置609相连。夹取装置把折叠后面皮放入成型扭转爪601与成型底板603之间,面皮底部与挡板607接触,此时成型扭转爪601在第二动力装置605的带动下,向成型底板603方向水平运动,并且压住折叠后的面皮两端,随后第三动力装置609带动成型扭转爪601扭转,从而使折叠面皮的两端旋转折叠相互压合成型;第一动力装置608运行带动挡板607与成型后的包馅食品脱离,包馅食品在重力作用下降落在出料输送带上,由出料输送带运出。
36.所述第二导向组件602包括与第二动力装置605输出端相连的第二横杆610,所述第二横杆610上设置有第二连接柱611,所述第二连接柱611穿过所述成型底板603后与所述连接板604相连,所述成型底板603对第二连接柱611其导向作用。第二动力装置605带动第二横杆610做直线往复运动,第二横杆610在第二连接柱611的导向作用下,带动连接板604做直线往复运动,连接板604带动成型扭转爪601做直线往复运动。
37.一对成型扭转爪601中的一个成型扭转爪601后端设置有主动齿轮612,另一个成型扭转爪601设置有从动齿轮613,所述主动齿轮612和从动齿轮613相互啮合,所述主动齿轮612与齿条614啮合,所述齿条614与滑块滑轨组件615相连,所述滑块滑轨组件615与动力转接块616相连,所述动力转接块616与第三动力装置609的输出端相连。第三动力装置609带动动力转接块616水平运动,动力转接块616带动滑块滑轨组件615运动,滑块滑轨组件615带动其上的齿条614运动做往复运动,齿条614与每对成型扭转爪601的主动齿轮612啮合,从而带动主动齿轮612做顺时针或者逆时针转动,主动齿轮612转动时则带动与之啮合的从动齿轮613转动,从而实现一对成型扭转爪601的转动。
38.第一动力装置608输出端与第一导向组件618相连,所述第一导向组件618与挡板607相连,所述第一导向组件618包括与第一动力装置608输出端相连的第一横杆619,所述第一横杆619连接有第一连接柱620,第一连接柱620穿过成型底板603后与挡板607相连,成型底板603对第一连接柱620起导向作用。第一动力装置608通过第一导向组件618带动挡板607对包馅面皮的成型过程提供竖直方向的支撑力,并且在完成成型动作后,移动位置使包馅食品落下,完成落料。
39.所述成型扭转爪601包括有转轴621和与之相连的成型脚622,所述成型脚622呈l形结构,l形机构的转角处设置有圆弧过渡段,且所述成型脚622前端侧边设置有倒角。圆弧过渡段和侧边的倒角能够避免成型扭转爪601在与面皮接触的过程中发生硬接触,而是能够让出一定角度,使面皮不至于被压死或者压断。
40.所述成型底板603与成型扭转爪601之间设置有脱模板组件,脱模板组件相对于成型底板603固定设置,所述脱模板组件包括横杆623和连杆624,连杆624将横杆623与成型底板603固定相连,所述横杆623上设置有至少一个用于辅助成型后包馅食品落料的刮片625,所述刮片625位于每对成型扭转爪601中间对应的横杆623位置。刮片625竖直或者横向设置,当包馅食品完成成型后,成型扭转爪601退回复位时,刮片625能够防止包馅食品与成型扭转爪601发生粘连,保证了成型后的包馅食品的脱模落料。
41.本技术的适用于元宝馄饨的包馅食品成型设备能够实现对馄饨类包馅食品的全自动化加工,并且整体为转盘式的布局,成型装置采用多动力装置独立控制各个部件动作的设计,使得各个部件的动作相互之间不容易发生干扰,整个装置在运行时,能够根据实时
情况对各部件的动作匹配程度进行实时调整。本技术的成型装置的成型扭转爪601配合成型底板603和挡板607,能够对在成型的包馅食品横向和竖向都提供支撑力,避免其发生掉落,并且也能顺利的进行成型动作,当完成成型动作后,随着成型扭转爪601和挡板607的回缩,则同时取消了对包馅食品的横向和竖向的支撑力,成型后的包馅食品能够顺利落下。本技术的成型装置的第一导向组件618和第二导向组件602结构简单,通过横向设置的连接结构和纵向设置的导向结构,实现了动力装置带动各个部件进行直线往复动作的效果。本技术的成型装置的成型脚622设置有圆弧过渡段和倒角,这些结构能够保证一对成型脚622在带动面皮两端进行旋转折叠压合时,不会直接产生硬接触,成型脚622之间留有间隙,不会破坏面皮。本技术的成型装置的脱模板组件能够将粘连在成型扭转爪601上的包馅食品剥离,当成型扭转爪601回缩时,部分成型后的包馅食品可能会随着成型扭转爪601一同运动,此时脱模组件阻挡住包馅食品的运动路线,而成型扭转爪601不受影响,所以包馅食品被挡住落下。
42.本技术的工作原理如下:
43.第一步,接皮工序
44.将包馅面皮通过夹取装置夹取到成型底板603和成型扭转爪601之间,并通过挡板607对包馅面皮进行支撑;
45.第二步,成型工序
46.通过一对成型扭转爪601压住包馅面皮两端,挡板607离开成型底板603,成型扭转爪601带动包馅面皮两端进行旋转压合,对包馅面皮进行成型;
47.第三步,脱模落料工序
48.成型扭转爪601回缩,成型后的包馅食品向下脱模落料;
49.重复上述第一、二、三步。
50.在执行第一步之前执行初始等待状态;
51.所述初始等待状态具体为:第一动力装置608第一导向组件618和挡板607做直线运动,挡板607运动至贴近于成型底板603处;第二动力装置605带动第二导向组件602做直线运动,第二导向组件602带动一对成型扭转爪601到达工作初始位置;第三动力装置609经动力转接块616连接滑块滑轨组件615后,带动齿条614横向移动,主动齿轮612顺时针或逆时针旋转,带动从动齿轮613逆时针或顺时针旋转运动,带动分别安装在主动齿轮612和从动齿轮613上的一个成型扭转爪601进行转动,到达工作初始位置。
52.第一步接皮工序中,挡板607位于包馅面皮下方,对其提供竖向支撑,第二动力装置605带动第二导向组件602座直线伸出运动,第二导向组件602带动一对成型扭转爪601到向前伸出,一对成型扭转爪601将折叠后的包馅面皮推至成型底板603处并与包馅面皮两端接触,对包馅面皮提供横向支撑。
53.第二步成型工序中,第一动力装置608带动第一导向组件618和挡板607做直线运动,挡板607远离成型底板603,取消对包馅面皮的竖向支撑,避免挡板607与成型扭转爪601发生动作干涉,第三动力装置609经动力转接块616连接滑块滑轨组件615带动齿条614横向移动,主动齿轮612逆时针或顺时针旋转,带动从动齿轮613顺时针或逆时针旋转运动,带动分别安装在主动齿轮612和从动齿轮613上的转轴621进行转动,从而一对成型扭转爪601压住包馅面皮两端并进行旋转,将两端相互压合在一起,包馅面皮成型后形成并。
54.第三步脱模落料中,第二动力装置605带动第二导向组件602做直线回缩运动,第二导向组件602带动一对成型扭转爪601回缩至工作初始位置,成型后的包馅食品缺乏横向支撑和竖向支撑,脱模板组件在横向上挡住成型后的包馅食品,从而使其向下脱模落料。
55.本技术提到的第一动力装置608、第二动力装置605和第三动力装置609可以为气缸、伺服电机等动力源。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。