:
1.本发明属于卷烟包装技术领域,具体涉及一种保湿内衬的一体化生产工艺。
背景技术:
2.烟草对周围环境高度敏感,当与大气相接触时,烟草的有机特性易于随着湿度变化而变化(由于损失或吸收过多湿气)或者由于烟草中含有的挥发性物质的挥发而变化(尤其在被诸如丁香的香料处理的芳香烟草的情况下)。卷烟烟叶含水率偏低时,不仅会影响卷烟烟叶的物理性质和卷烟的安全性,还会影响卷烟的感官品质,其主要表现在抽吸时刺激性偏大、干燥感明显,易引起抽吸者口腔生痰,从而降低了卷烟抽吸的舒适度。因此,针对烟草制品的保湿成为烟草行业的一个重要的技术环节。
3.不干胶封签作为卷烟用包装的新型材料,因其具有易拆封、可以反复多次使用,且能保存烟草的口感等特点,备受消费者喜爱。目前市场上的保湿内衬基本采用手工贴标,既需要消耗大量的人力和财力,也浪费时间,加工成本较高。
技术实现要素:
4.本发明提供了一种保湿内衬的一体化生产工艺,其目的在于解决了目前市场上的保湿内衬基本采用手工贴标,既需要消耗大量的人力和财力,也浪费时间,加工成本较高的问题。
5.本发明实施例提供了一种保湿内衬的一体化生产工艺,其特征在于,包括以下步骤:
6.s1:放卷,纸张通过底纸放卷轴放卷,经过过程纠偏器后,前定速牵引轴对纸张进行定速牵引,再通过钢棍进行入料,经过过棍传送进入烫金装置,其中纸张的传输速度为60m/min;
7.s2:烫金,烫金膜经过烫金膜放卷轴放卷,经过烫金定位入料轴入料,烫金装置的烫金温度为120
‑
130℃,同时其横向和纵向定位精度为
±
0.2mm,烫金装置内的烫金胶辊采用内置加热的方式,并通过生产工艺内的pid自动控制,烫金胶辊可调节的最高温度为160
±
3℃,烫金后膜经过烫金膜收卷轴收卷,纸张直接传输进入模压装置,其中纸张的传输速度为60m/min;
8.s3:模压,模压装置采用三组独立机组合而成,纸张经过模压胶辊一进行浅纹模压,模压胶辊二进行深纹模压,模压胶辊三进行边框模压,模压后纸张经过过棍传输进入自动贴标装置,自动贴标签装置由不干胶标签放卷轴、压纹纸放卷轴和定位贴标剥离装置组成,其中纸张的传输速度为60m/min;
9.s4:贴标,不干胶标贴经过不干胶标签放卷轴放卷,钢棍牵引,通过定位标签剥离装置上的横向纠偏系统纠偏后与传输过来的纸张粘合,其中定位标签剥离装置将不干胶标贴上的离型纸剥离,剥离处可纵向微调,同时贴标横向和纵向定位精度为
±
0.2mm;
10.s5:分切,贴标后成品通过后定速牵引轴牵引至旋切机上的旋切刀下,旋切机上的
旋切刀按照尺寸要求进行分切,其中旋切机的旋切速度为50m/min;
11.s6:收卷和堆垛,分切后成品直接进入堆垛机堆积,剥离后的离型纸通过离型纸收卷轴进行收卷。
12.通过采用上述技术方案,整体生产工艺,工序不间断,一次性连续完成产品的生产,生成工艺简单,加工成本低,同时通过自动化贴标替代手工贴标,既减少了人工成本,又提高了生产效率,以及整个工艺既能一体化生产各工序,也能选择性使用,灵活性大,适合产品的多样化生产,实现了一机多用。
13.进一步地,所述步骤s1中的底纸放卷轴、s2中的烫金装置内的烫金胶辊、s3中的模压胶辊、s4中的不干胶标签放卷轴、s5中的后定速牵引轴与s6中的离型纸收卷轴均采用聚氨酯橡胶制作而成的胶辊,所述s1、s4、s5与s6中胶辊的邵氏硬度为75
‑
80度,所述s2与s3中胶辊的邵氏硬度为90
‑
100度。
14.通过采用上述技术方案,保证纸张的正常移动,同时还能避免对纸张造成破坏。
15.进一步地,所述s1与s4中的钢棍为镜面辊。
16.通过采用上述技术方案,通过镜面辊加工的纸张表面的档次得以提升,增加了纸张表面的光泽和光亮度,确保纸张表面花纹高起的地方更加光亮。
17.进一步地,所述s1与s3中的过棍采用铝合金制作,所述过棍整体经过动平衡处理,所述过棍表面经过表面硬质阳极氧化处理。
18.通过采用上述技术方案,铝合金具有较高的强度,使用寿命较长,同时通过动平衡处理与硬质阳极氧化处理,使得过棍运行的稳定性与整体的强度得到进一步的提升。
19.本发明还提供一种保湿内衬的一体化生产设备,包括底纸放卷轴,所述底纸放卷轴的右上端安装有过程纠偏器,所述过程纠偏器的右侧安装有前定速牵引轴,所述前定速牵引轴的右侧安装有定位烫金装置,所述定位烫金装置包括烫金膜放卷轴、烫金定位入料轴与烫金膜收卷轴,所述烫金膜放卷轴安装在前定速牵引轴的右上端,所述烫金膜放卷轴的右下端安装有烫金定位入料轴,所述烫金定位入料轴的右上端安装有烫金膜收卷轴,所述定位烫金装置的右侧由左至右依次安装有模压胶辊一、模压胶辊二与模压胶辊三,所述模压胶辊三的右侧安装有定位贴标剥离装置,所述定位贴标剥离装置的左上端安装有不干胶标签放卷轴,所述定位贴标剥离装置的左下端安装有压纹纸放卷轴,所述定位贴标剥离装置的右侧安装有后定速牵引轴,所述后定速牵引轴的右侧安装有旋切机,所述旋切机的右上端安装有离型纸收卷轴,所述离型纸收卷轴的右下端安装有堆垛机。
20.通过采用上述技术方案,保湿内衬的一体化生产设备也就是烫金模切贴标一体机,其用于保湿内衬的一体化生产工艺,模压胶辊一、模压胶辊二与模压胶辊三实现产品的多样化模切,以及离型纸收卷轴也可作为非贴标产品的成品收卷,实现了一机两用,同时定位烫金装置、模压胶辊一、模压胶辊二、模压胶辊三、定位贴标剥离装置、压纹纸放卷轴与不干胶标签放卷轴之间设有连续的传输带,可以实现产品的烫金、模压、贴标一体化生产,既节省工人贴标的时间和成本,也降低了能源消耗。
21.本发明的有益效果为:
22.1、本发明整体生产工艺,工序不间断,一次性连续完成产品的生产,生成工艺简单,加工成本低。
23.2、本发明通过自动化贴标替代手工贴标,既减少了人工成本,又提高了生产效率。
24.3、本发明整个工艺既能一体化生产各工序,也能选择性使用,灵活性大,适合产品的多样化生产,实现了一机多用。
25.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书以及附图中所特别指出的结构来实现和获得。
附图说明:
26.附图用来提供对本发明进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
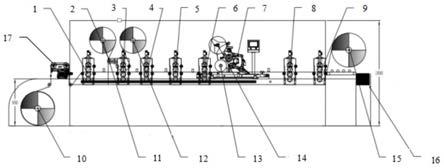
27.图1为本发明实施例的一种保湿内衬的一体化生产设备结构示意图;
28.附图标记:1、前定速牵引轴;2、烫金定位入料轴;3、定位烫金装置;4、模压胶辊一;5、模压胶辊二;6、模压胶辊三;7、定位贴标剥离装置;8、后定速牵引轴;9、旋切机;10、底纸放卷轴;11、烫金膜放卷轴;12、烫金膜收卷轴;13、压纹纸放卷轴;14、不干胶标签放卷轴;15、离型纸收卷轴;16、堆垛机;17、过程纠偏器。
具体实施方式:
29.为了使得本发明的技术方案的目的、技术方案和优点更加清楚,下文中将结合本发明具体实施例的附图,对本发明实施例的技术方案进行清楚、完整的描述。附图中相同的附图标记代表相同的部件。需要说明的是,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.具体实施例一:
31.一种保湿内衬的一体化生产工艺,按以下步骤进行:
32.s1:放卷,纸张通过底纸放卷轴10放卷,经过过程纠偏器17后,前定速牵引轴1对纸张进行定速牵引,再通过钢棍进行入料,经过过棍传送进入定位烫金装置3,其中纸张的传输速度为60m/min,胶辊均采用聚氨酯橡胶制作,胶辊邵氏硬度为75
‑
80度;
33.s2:烫金,烫金膜经过烫金膜放卷轴11放卷,经过烫金定位入料轴2入料,定位烫金装置3的烫金温度为130℃,同时其横向和纵向定位精度为
±
0.2mm,定位烫金装置3内的烫金胶辊采用内置加热的方式,并通过生产工艺内的pid自动控制,烫金胶辊均采用聚氨酯橡胶制作,烫金胶辊邵氏硬度为95
‑
100度,烫金后膜经过烫金膜收卷轴12收卷,纸张直接传输进入模压装置,其中纸张的传输速度为60m/min;
34.s3:模压,模压装置采用三组独立机组合而成,纸张经过模压胶辊一4进行浅纹模压,模压胶辊二5进行深纹模压,模压胶辊三6进行边框模压,模压后纸张经过过棍传输进入自动贴标装置,自动贴标签装置由不干胶标签放卷轴14、压纹纸放卷轴13和定位贴标剥离装置7组成,其中纸张的传输速度为60m/min,模压胶辊采用邵氏硬度为90
‑
100度的聚氨酯橡胶制作;
35.s4:贴标,不干胶标贴经过不干胶标签放卷轴14放卷,不干胶标签放卷轴14采用邵氏硬度为75
‑
80度的聚氨酯橡胶制作,钢棍牵引,通过定位标签剥离装置7上的横向纠偏系统纠偏后与传输过来的纸张粘合,其中定位标签剥离装置7将不干胶标贴上的离型纸剥离,
剥离处可纵向微调,同时贴标横向和纵向定位精度为
±
0.2mm;
36.s5:分切,贴标后成品通过后定速牵引轴8牵引至旋切机9上的旋切刀下,旋切机9上的旋切刀按照尺寸要求进行分切,其中旋切机9的旋切速度为50m/min;
37.s6:收卷和堆垛,分切后成品直接进入堆垛机16堆积,剥离后的离型纸通过离型纸收卷轴15进行收卷。
38.具体实施例二:
39.一种保湿内衬的一体化生产工艺,按以下步骤进行:
40.s1:放卷,纸张通过底纸放卷轴10放卷,经过过程纠偏器17后,前定速牵引轴1对纸张进行定速牵引,再通过钢棍进行入料,经过过棍传送进入定位烫金装置3,其中纸张的传输速度为60m/min,胶辊均采用聚氨酯橡胶制作,胶辊邵氏硬度为75
‑
80度;
41.s2:烫金,烫金膜经过烫金膜放卷轴11放卷,经过烫金定位入料轴2入料,定位烫金装置3的烫金温度为125℃,同时其横向和纵向定位精度为
±
0.2mm,定位烫金装置3内的烫金胶辊采用内置加热的方式,并通过生产工艺内的pid自动控制,烫金胶辊均采用聚氨酯橡胶制作,烫金胶辊邵氏硬度为95
‑
100度,烫金后膜经过烫金膜收卷轴12收卷,纸张直接传输进入模压装置,其中纸张的传输速度为60m/min;
42.s3:模压,模压装置采用三组独立机组合而成,纸张经过模压胶辊一4进行浅纹模压,模压胶辊二5进行深纹模压,模压胶辊三6进行边框模压,模压后纸张经过过棍传输进入自动贴标装置,自动贴标签装置由不干胶标签放卷轴14、压纹纸放卷轴13和定位贴标剥离装置7组成,其中纸张的传输速度为60m/min,模压胶辊采用邵氏硬度为90
‑
100度的聚氨酯橡胶制作;
43.s4:贴标,不干胶标贴经过不干胶标签放卷轴14放卷,不干胶标签放卷轴14采用邵氏硬度为75
‑
80度的聚氨酯橡胶制作,钢棍牵引,通过定位标签剥离装置7上的横向纠偏系统纠偏后与传输过来的纸张粘合,其中定位标签剥离装置7将不干胶标贴上的离型纸剥离,剥离处可纵向微调,同时贴标横向和纵向定位精度为
±
0.2mm;
44.s5:分切,贴标后成品通过后定速牵引轴8牵引至旋切机9上的旋切刀下,旋切机9上的旋切刀按照尺寸要求进行分切,其中旋切机9的旋切速度为50m/min;
45.s6:收卷和堆垛,分切后成品直接进入堆垛机16堆积,剥离后的离型纸通过离型纸收卷轴15进行收卷。
46.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

