1.本实用新型涉及铸造技术领域,具体涉及一种铸造用组合型芯。
背景技术:
2.型芯又称坭芯,在铸造时,将型芯置于铸造型腔中,铸铁件在型芯的外表面和铸造型腔的内壁之间成型;对于一些结构相对较为简单的铸铁件,其通常是只需要采用单块型芯,即可加工成型;在成型结构较为复杂的铸铁件时,通常需要将多块型芯组合在一起,然后将组合好的多块型芯整体放入铸造型腔,现有的做法是通过机械手抓取组合好的多块型芯后放置于铸造型腔,通过机械手抓取时,通常会对型芯造成损伤,影响铸铁件的品质。
技术实现要素:
3.针对现有技术的不足,本实用新型的目的旨在于提供一种铸造用组合型芯,在向铸造型腔下芯时,能够避免对型芯造成损伤,以保证铸铁件具有较佳的品质。
4.为实现上述目的,本实用新型采用如下技术方案:
5.一种铸造用组合型芯,包括至少两个层叠设置的型芯单元、以及夹紧组件;
6.夹紧组件包括垫块、至少两个丝杆、以及压块,垫块置于最底部的型芯单元的下方,且垫块的上表面形成支撑于最底部的型芯单元下方的支撑面,丝杆沿高度方向延伸,并且丝杆底端部螺接在垫块上,压块包括吊装横梁、以及位于吊装横梁上的至少两个套筒,套筒一一对应的套设在丝杆上,套筒底端面形成一压设于最顶部的型芯单元上方的压紧面,丝杆的顶端部由套筒的顶部穿出,且丝杆的顶端部螺接有压设于套筒顶端面的锁紧螺母。
7.垫块呈板状,在垫块的上表面设置有向上凸起的固定座,固定座上开设有供丝杆穿入的螺纹孔。
8.最底部的型芯单元的下表面开设有用于收容垫块以及固定座的凹位,垫块以及固定座置于凹位后,垫块的下表面与最底部的型芯单元的下表面平齐。
9.吊装横梁与最顶部的型芯单元之间形成一间隙。
10.吊装横梁的下表面为一水平面。
11.吊装横梁的侧面设置有突出部,突出部的下表面与吊装横梁的下表面平齐。
12.每一个型芯单元上均设置有供丝杆穿过的通孔。本实用新型的有益效果在于:
13.本实用新型的组合新型芯在下芯时,可利用钩挂在吊装横梁上,由于多个型芯单元处于被夹紧状态,其在下芯时保持相对静止状态,同时,通过吊钩挂接吊装横梁完成下芯动作,避免与型芯单元接触,从而不会对型芯单元造成损伤,确保组合型芯具有较高的完整性,提高了铸铁件的成型精度。
附图说明
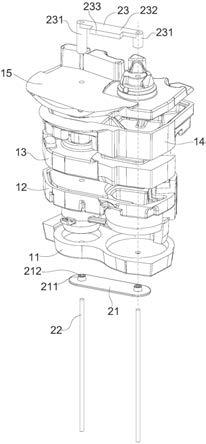
14.图1为本实用新型的结构示意图;
15.图2为本实用新型的剖视图;
16.图3为图1中夹紧组件的结构示意图。
具体实施方式
17.下面,结合附图和具体实施方式,对本实用新型作进一步描述:
18.如图1、2、3所示,为本实用新型的一种铸造用组合型芯,其包括多个型芯单元以及夹紧组件,具体的,该组合型芯包括层叠设置且由下至上依次排布的型芯单元11、型芯单元12、型芯单元13、型芯单元14、型芯单元15,夹紧组件包括垫块21、两个丝杆22以及压块23,其中垫块21置于最底部的型芯单元11的下方,并且垫块21的上表面贴合于型芯单元11的下表面,以形成一个支撑型芯单元11的支撑面,丝杆22的延伸方向与高度方向一致,两丝杆22 的底端部分别螺接在垫块21的两端,压块23包括吊装横梁232、以及两个套筒231,该两套筒231分别固定在吊装横梁232的两端部,套筒231的内径略大于丝杆22的外径,两套筒231一一对应的套设在丝杆22上,套筒231的底端面压设在最顶部的型芯单元15的上表面,以形成压紧该型芯单元15的压紧面,丝杆22的顶端部由套筒231的顶部穿出,在丝杆22顶端部穿出套筒231 的部分螺接有锁紧螺母(图未示出),在旋紧锁紧螺母后,使可将套筒231向下顶压,使套筒231底部的压紧面压紧型芯单元15,同时通过旋紧锁紧螺母,将丝杆22向上拉紧,继而将垫块21向上拉紧,使垫块21上的支撑面压紧型芯单元11,从而将型芯单元11、型芯单元12、型芯单元13、型芯单元14以及型芯单元15夹紧以形成一个整体。
19.在使用时,将多个型芯单元层叠设置形成组件,并将垫块21置于组件下方,将丝杆22的底端部固定在垫块21上,接着将压块23置于组件的上方,并使丝杆22的顶端部穿入套筒231,通过旋紧锁紧螺母,利用垫块21和压块23将多个型芯单元夹紧,下芯时,利用吊钩挂在吊装横梁232上,由于多个型芯单元处于被夹紧状态,其在下芯时保持相对静止状态,同时,通过吊钩挂接吊装横梁232下芯,避免与型芯单元接触,从而不会对型芯单元造成损伤,确保组合型芯具有较高的完整性,提高了铸铁件的成型精度;在组合型芯置于铸造型腔后,拆卸锁紧螺母,继而将丝杆22和压块23拆卸,垫块21暂留于铸造型腔中,当铸铁件出箱后,取出垫块21,垫块21、丝杆22和压块23构成的夹紧组件可重复使用。
20.在一个优选的实施例中,为了使垫块21能够对最底部的型芯单元11提供较佳的支撑性,将垫块21设置为板状构造,同时,为了使丝杆22能够与垫块 21通过螺纹配合的实现可拆卸的固定,在垫块21的上表面设置向上的凸起的固定座211,固定座211上开设有螺纹孔212以供丝杆22穿入,通过设置固定座211,将垫块21上与丝杆22配合的部分增厚,使螺纹孔212具有相对较长的轴向尺寸,使的丝杆22通过较多的螺牙与垫块21固定,同时确保丝杆22 的垂直度。此外,在最底部的型芯单元11的下表面开设有凹位,该凹位用于收容垫块21以及垫块21的上固定座211,在将垫块21以及固定座211置于凹位中后,垫块21的下表面与该最底部的型芯单元11的下表面平齐,如此,在将组合型芯置于铸造型腔后,避免垫块21影响铸铁件的成型。
21.在另一个优选的实施例中,吊装横梁232与最顶部的型芯单元15之间形成一间隙,可以是使套筒231具有足够的高度尺寸,以使间隙能够供吊钩穿入,同时避免吊钩与型芯单元15上表面接触以损坏型芯单元15。吊装横梁232的下表面为一水平面,以使吊装横梁232能够与吊钩较好的配合,并且,在吊装横梁232的侧面设置有突出部233,吊装横梁232设置突出部233的部分的宽度较大,即将吊装横梁232的局部加宽,突出部233的下表面与吊装横
梁232 的下表面平齐,通过突出部233将吊装横梁232的局部加宽,在吊钩与吊装横梁232配合时,可通过计算得知组合型芯的重心位置,过该重心的竖向直线与吊装横梁232下表面的交点处即为最佳的吊挂点,将吊钩挂在该最佳的吊挂点后,在下芯过程中可避免组合型芯偏斜,即使得组合型芯始终保持水平状态。
22.本实用新型中,在每一个型芯单元上均设置有供丝杆22穿过的通孔,在组装时丝杆22依次穿过多个型芯单元后,其底部螺接在垫块21上,如此,通过丝杆22对多个型芯单元起到限位作用,避免其相互之间产生横向的相对位移。
23.在这里需要说明的是,本实用新型至少包括两个型芯单元,型芯单元的数量根据铸铁件的复杂程度而定,同时,至少包括两个丝杆22,对于一些体积较大的型芯单元,可以是设置数量相对较多的丝杆22,压块23上设置的套筒231 的数量依丝杆的数量而定。
24.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

