1.本发明属于钢丝拉拔生产领域,尤其涉及一种大工字轮自动运输及换轮系统。
背景技术:
2.现有金属丝生产全部是由粗规格盘条进厂后,进行预处理、粗拉、中拉、热处理、湿拉等工艺环节,直至生产出所需规格的钢丝,而在这过程中,涉及到各工艺的钢丝流转,行业中均采用大工字轮作为钢丝的载体、容器,利用叉车等运输工具将上道工序收线与下道工序放线的物流打通,再由操作工根据各机床停车情况,对放线工字轮进行换丝,因用于流转的半成品工字轮均较重,以直径为800mm、高为600mm的800工字轮为例,载满钢丝后的轮重约1.2吨左右。
3.而现有的叉车等运输工具只能将半成品工字轮运输到需换轮机床的附近,首先由操作人员将放线机上的空载大工字轮取出,再将满载大工字轮经过搬运移位,滚至放线架上,因满载大工字轮较重,操作人员在此过程中体力劳动强度大且效率低。
技术实现要素:
4.针对上述技术问题,本发明提供一种大工字轮自动运输及换轮系统,用以解决钢丝流转过程中操作人员劳动强度大,设备自动化程度低的问题。
5.本发明提供一种大工字轮自动运输及换轮系统,包括:车间通道、两根钢导轨、换轮轨道车和多个大工字轮放线架,两根钢导轨沿第一方向平行设置在车间通道上,换轮轨道车沿第一方向可移动地架设在两根钢导轨上,换轮轨道车包括智能控制柜、运输车和多个大工字轮取放装置,运输车包括运输车车架,多个大工字轮取放装置沿第一方向依次排列,且分别架设在运输车车架上靠近钢导轨的两侧,用于向大工字轮放线架取放大工字轮,智能控制柜设置在运输车上方,用于控制换轮轨道车沿第一方向的运动状态和控制多个大工字轮取放装置的取放动作,多个大工字轮放线架均匀设置在车间通道两侧且位于两根钢导轨的外侧,每个大工字轮取放装置的取放位置均低于对应大工字轮放线架的最低位置,每个大工字轮放线架上设有空轮传感器和放线架气缸,空轮传感器与智能控制柜通信连接,用于向智能控制柜传送空轮报警信号,放线架气缸用于夹紧和放开大工字轮。
6.可选的,大工字轮取放装置包括气缸支座一、取放气缸、直线导轨、大工字轮取放车架、直线导轨轴承、导轨轴承座、气缸支座二、销轴和气缸鱼眼接头,取放气缸的端盖铰接在气缸支座一上,气缸支座一固定在运输车车架上,取放气缸的活塞端通过气缸鱼眼接头和销轴与气缸支座二连接,气缸支座二固定在大工字轮取放车架上,大工字轮取放车架的两侧分别固定有直线导轨,直线导轨轴承通过导轨轴承座固定在运输车车架上,大工字轮取放车架通过直线导轨和导轨轴承的滑动配合可移动地连接在运输车车架上。
7.优选的,大工字轮取放装置还包括两个底部滚轮,两个底部滚轮设置在大工字轮取放车架前端底部的两侧。
8.可选的,换轮轨道车还包括两组避障传感器,两组避障传感器分别设置在运输车
移动方向上的前后两端。
9.可选的,每组避障传感器包括一个主避障传感器和两个辅助避障传感器,主避障传感器位于两个辅助避障传感器的中间。
10.可选的,运输车包括平行于两根钢导轨的运输车第一侧和运输车第二侧,多个大工字轮取放装置设有六个,其中三个用于取放运输车第一侧的大工字轮,另外三个用于取放运输车第二侧的大工字轮。
11.可选的,运输车包括传动链条、伺服电机、减速箱、减速箱固定座、主动链轮、辅助传动轴部装和主传动轴部装,运输车采用伺服电机和减速箱为动力源,通过减速箱固定座将减速箱与运输车车架进行连接,主动链轮设置在减速箱的输出轴上,主动链轮利用传动链条将动力源传输到主传动轴部装和辅助传动轴部装上,以驱使换轮轨道车前进和后退。
12.优选的,主传动轴部装两侧均包括压盖、限位滚轮和轴壳,主传动轴部装还包括传动轴、从动链轮、隔圈、刹车盘和锁紧螺帽,主传动轴部装两侧的限位滚轮通过传动轴进行连接,从动链轮、隔圈和刹车盘套设在传动轴上,并通过锁紧螺帽进行紧固。
13.优选的,限位滚轮包括滚轮挡边,两侧的限位滚轮呈镜像对称布置,两侧的滚轮挡边分别贴合在两根钢导轨的内侧,将换轮轨道车牢牢限制在两根钢导轨上。
14.与现有技术相比,本发明在有空轮传感器报警后,智能控制柜可自动控制换轮轨道车运行至已停止的机床位置实现自动换轮,提升了生产车间设备自动化的程度,减少了原先叉车等运输工具的跑动距离,提升了生产效率,减少了换轮等待时间,降低了操作人员的劳动强度。
附图说明
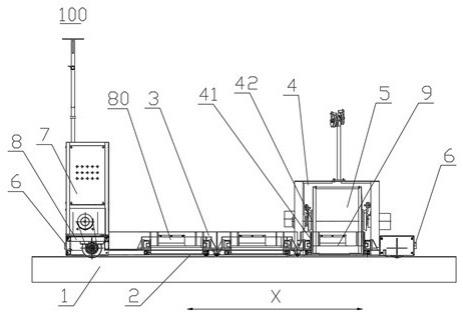
15.图1为本发明一实施例的大工字轮自动运输及换轮系统于一视角的结构示意图;图2为本发明一实施例的大工字轮自动运输及换轮系统于另一视角的结构示意图;图3为本发明一实施例的大工字轮自动运输及换轮系统于又一视角的结构示意图;图4为本发明一实施例的大工字轮取放装置于一视角的结构示意图;图5为本发明一实施例的大工字轮取放装置于另一视角的结构示意图;图6为本发明一实施例的运输车于一视角的结构示意图;图7为本发明一实施例的运输车于另一视角的结构示意图;图8为本发明一实施例的运输车主传动轴部装结构示意图。
具体实施方式
16.为使对本发明的目的、构造、特征、及其功能有进一步的了解,兹配合实施例详细说明如下。
17.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
18.如图1、图2和图3所示,一种大工字轮自动运输及换轮系统100,包括:车间通道1、两根钢导轨2、换轮轨道车3和多个大工字轮放线架4。
19.两根钢导轨2沿第一方向x平行设置在车间通道1上。
20.换轮轨道车3沿第一方向x可移动地架设在两根钢导轨2上,换轮轨道车3包括智能控制柜7、运输车8和多个大工字轮取放装置9,运输车8包括运输车车架80,多个大工字轮取放装置9沿着第一方向x依次排列在运输车车架80上,每个大工字轮取放装置9架设在运输车车架80的两侧,用于向大工字轮放线架4取放大工字轮5,智能控制柜7设置在运输车8上方,用于控制换轮轨道车3沿第一方向x的运动状态和控制多个大工字轮取放装置9的取放动作。
21.多个大工字轮放线架4均匀设置在车间通道1两侧且位于两根钢导轨2的外侧,每个大工字轮取放装置9的取放位置均低于大工字轮放线架4的最低位置,以保证大工字轮取放装置9可无障碍地伸入大工字轮放线架4的下方取放大工字轮5,每个大工字轮放线架4上设有空轮传感器41和放线架气缸42,空轮传感器41与智能控制柜7通信连接,用于向智能控制柜7传送空轮报警信号,智能控制柜7收到报警信号后,控制换轮轨道车3进行换轮操作,放线架气缸42用于夹紧满载的大工字轮和放开空载的大工字轮。另外可以通过智能控制柜7与生产大数据网络进行联网获取各机床预计停台时间,提前将所需满载大工字轮经由换轮轨道车3运输至预计停台的机床位置,待接收到空轮报警信号时,再自动运行至报警机床的大工字轮放线架处进行换轮操作。这样设置有助于进一步提高生产效率。
22.可选的,如图4和图5所示,大工字轮取放装置9包括气缸支座一90、取放气缸91、直线导轨92、大工字轮取放车架93、直线导轨轴承94、导轨轴承座95、气缸支座二96、销轴97和气缸鱼眼接头98,取放气缸91的端盖铰接在气缸支座一90上,气缸支座一90固定在运输车车架80上,取放气缸91的活塞端通过气缸鱼眼接头98和销轴97与气缸支座二96连接,气缸支座二96固定在大工字轮取放车架93上,直线导轨92固定在大工字轮取放车架93的两侧,直线导轨轴承94通过导轨轴承座95固定在运输车车架80上,大工字轮取放车架93通过直线导轨92可移动地连接在运输车车架80上。这样的大工字轮取放装置9,结构精简,设计巧妙,可以快速方便地进行大工字轮的取放操作。
23.优选的,大工字轮取放装置9还包括两个底部滚轮99,两个底部滚轮99设置在大工字轮取放车架93前端两侧的底部。设置底部滚轮99可以有效保证大工字轮取放车架93在运行时更加平稳,提高气缸的使用寿命。
24.可选的,如图1和图2所示,换轮轨道车3还包括两组避障传感器6,分别设置在运输车8移动方向上的前后两端。优选的,每组避障传感器6包括一个主避障传感器61和两个辅助避障传感器62,该主避障传感器61位于该两个辅助避障传感器62的中间。这样可以确保换轮轨道车3在前进、后退过程中,前方位置遇到障碍物时能及时停车避让,提升安全性。
25.可选的,如图6和图7所示,运输车8包括平行于两根钢导轨2的运输车第一侧81和运输车第二侧82,多个大工字轮取放装置9设有六个,其中三个用于取放运输车第一侧81的大工字轮,分别对应a1、a2和a3工位,另外三个用于取放运输车第二侧82的大工字轮,分别对应b1、b2和b3工位。这样设置可以很好地兼顾效率、成本。这样的数量设置,可以在提高生产效率的前提下,还能兼顾使用空间的局限性。
26.可选的,运输车8包括传动链条83、伺服电机84、减速箱85、减速箱固定座86、主动
链轮87、辅助传动轴部装88和主传动轴部装89,运输车8采用伺服电机84和减速箱85为动力源,通过减速箱固定座86将减速箱85与运输车车架83进行连接固定,主动链轮87设置在减速箱85输出轴上,主动链轮87利用传动链条82将动力源传输到辅助传动轴部装88和主传动轴部装89上,以驱使换轮轨道车3前进和后退。这样的驱动结构,可以平稳方便地实现换轮轨道车3前进和后退。
27.优选的,如图8所示,主传动轴部装89两侧均包括压盖21、滚轮22和轴壳23,主传动轴部装89还包括传动轴24、从动链轮25、隔圈26、刹车盘27和锁紧螺帽28,两侧的滚轮22分别通过压盖21和轴壳23固定在传动轴24两侧,从动链轮25、隔圈26和刹车盘27套设在传动轴24上,并通过锁紧螺帽28进行紧固,有效保证动力传输的稳定性。
28.优选的,滚轮22包括滚轮挡边221,两侧的滚轮22呈镜像布置,两侧的滚轮挡边221均贴合在两根钢导轨2的内侧。这样可将换轮轨道车3牢牢限制在两根钢导轨2上,避免脱轨。
29.本发明一实施例的工作流程:此大工字轮自动运输及换轮系统100开始工作时,首先将换轮轨道车3停至车间通道1末端,将四只满载大工字轮依次吊装至a2、a3、b2、b3工位,a1、b1作为抓取空载大工字轮的预留位置。
30.当钢导轨2上靠近运输车第一侧81的某处有空轮传感器41报警时,智能控制柜7将控制换轮轨道车3快速向报警处的大工字轮放线架4行驶过去,在接近目标时提前减速,直至a1处的大工字轮取放装置9与报警处的大工字轮放线架4的中心对齐。
31.接着大工字轮取放装置9上的取放气缸91驱动大工字轮取放车架93停留在大工字轮放线架4上的空载大工字轮正下方,此时放线架气缸42松开放下空载大工字轮,稳稳的掉落在大工字轮取放车架93上,然后取放气缸91回缩,使空载大工字轮停留在换轮轨道车a1处,此时抓取空载大工字轮的动作流程结束。
32.接着智能控制柜7驱动换轮轨道车3运行,使a2处的大工字轮取放装置9与刚才报警处的大工字轮放线架4中心对齐,接着a2处的大工字轮取放装置9的取放气缸31,驱使装有满载大工字轮的大工大字轮取放车架93伸出至大工字轮放线架4正下方,当放线架气缸42驱使满载大工字轮装夹至大工字轮放线架4上后,取放气缸93回缩,满载大工字轮装夹动作流程结束。
33.当钢导轨2靠近运输车第一侧81的另一处有空轮传感器41报警时,a2处先抓取空载大工字轮5,然后a3处输送满载大工字轮5。
34.同理钢导轨2靠近运输车第二侧82处有空轮传感器41报警时同上处置。
35.直至a1、a2、b1、b2工位装载的是空载大工字轮时,换轮轨道车3回位至车间通道1末端,通过吊装工具将四只空载大工字轮吊走。
36.本发明的一种大工字轮自动运输及换轮系统,在空轮传感器报警后,智能控制柜可自动控制换轮轨道车运行至已停止的机床位置实现自动换轮,提升了生产车间设备自动化的程度,减少了原先叉车等运输工具的跑动距离,提升了生产效率,减少了换轮等待时间,降低了操作人员的劳动强度。
37.本发明已由上述相关实施例加以描述,然而上述实施例仅为实施本发明的范例。必需指出的是,已揭露的实施例并未限制本发明的范围。相反地,在不脱离本发明的精神和
范围内所作的更动与润饰,均属本发明的专利保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

