1.本实用新型涉及麻花制造领域,特涉及一种麻花生产用的输送装置。
背景技术:
2.麻花,是中国的一种特色油炸面食小吃。随着自动化生产技术的不断发展,麻花生产自动化要求越来越高。由于面条的柔性,在全自动化情况下,如何确保产品质量、外形的一致性一直是本领域的难点,有时候不得不采用人工参与的方法提高产品的质量。
3.现有的麻花成型带上设置的是凹凸的直齿或者斜齿,没有排渣功能,长时间运行后,孔内堆积油料、面粉等杂物,减小了其表面的摩擦力,致使产期运行后成型的效果不佳。
4.在被加工成u型的面条被加工成为麻花形状面条后,如何自动将麻花形状面条装盘,且要求麻花对齐是本来领域的难点,现在一般采用人工摆放的方式,这样麻花对齐,可以减少装盘的宽度,而排列工整的麻花在油炸过程中,既能减少油的用量,也能够通过前后相互限制位置确保麻花品质一致,提高产品质量。但是采用人工方式会显著增加成本,降低产量。同时现有的千层麻花一般由于油炸过程中,切口处容易炸裂,降低了产品的质量,也多采用手工方式生产。
技术实现要素:
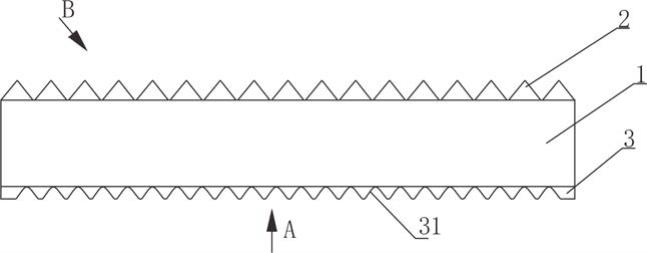
5.针对现有技术的不足,本实用新型公开了一种麻花生产用的输送带、输送装置及成型排列装置。本实用新型的输送带不但便于排渣,且兼顾了成型所需的摩擦力。
6.本实用新型的技术方案是:一种麻花生产用的输送带,其特征在于:输送带上设置直径为2毫米至4毫米通孔。
7.本实用新型还公开了一种麻花生产用的输送装置,包括主成型带、张紧及毛刷装置、副成型带,副成型带设置在主成型带一侧,张紧及毛刷装置设置在主成型带上,其特征在于:主成型带上设置直径为2毫米至4毫米通孔,张紧及毛刷装置的毛刷将主成型带通孔内的物质排出。
8.根据如上所述的麻花生产用的输送装置,其特征在于:张紧及毛刷装置设置在主成型带上下部位置。
9.根据如上所述的麻花生产用的输送装置,其特征在于:张紧及毛刷装置包括3个滚筒式毛刷,形成三角形;或者张紧及毛刷装置包括1个滚筒式毛刷和两个滚筒,形成三角形;或者张紧及毛刷装置包括2个滚筒式毛刷和1个滚筒,形成三角形。
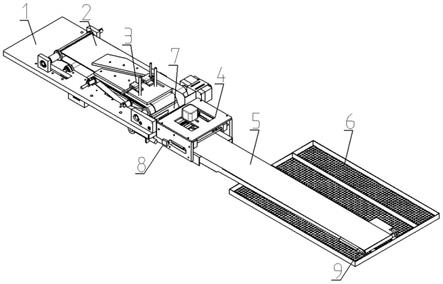
10.本实用新型还公开了一种用于麻花生产的成型排列装置,包括机架、输送装置、成型装置、整齐装置、排盘机输送带、成品网盘、开合装置,输送装置、成型装置、整齐装置固定在机架上,输送装置上部设置成型装置、成型装置后部设置开合装置,其特征在于:开合装置下方设置排盘机输送带,整齐装置设置在排盘机输送带上,成品网盘设置在排盘机输送带下方。
11.根据如上所述的一种用于麻花生产的成型排列装置,其特征在于:采用如上所述
的任一项输送装置。
12.根据如上所述的一种用于麻花生产的成型排列装置,其特征在于:整齐装置包括驱动装置、传动齿轮、导向杆、左排列装置、右排列装置,左排列装置、右排列装置对称的设置在导向杆两侧,左排列装置、右排列装置结构相同,其特征在于:左排列装置、右排列装置包括定向轮、双向滑动块、滑块、轴承、齿条,驱动装置与传动齿轮连接,驱动传动齿轮两个方向快速旋转,齿条与传动齿轮啮合,齿条与双向滑动块固定连接,齿条后部设置定向轮,双向滑动块下部设置滑块,双向滑动块与滑块同步移动,滑块底部设置轴承,轴承放置在排盘机输送带上。
13.根据如上所述的一种用于麻花生产的成型排列装置,其特征在于:成型装置包括主成型板、副成型板、旋切刀、整形板,主成型板、副成型板、整形板设置在主成型带和副成型带上部,主成型板、副成型板、整形板与主成型带和副成型带之间的距离小于u型面条的高度,使面条在主成型板、副成型板、整形板与主成型带和副成型带之间旋转,其特征在于:整形板位于主成型板、副成型板后部,主成型板、副成型板之间具有相对于主成型带的倾斜空腔,整形板下部设置旋切刀,旋切刀与主成型带具有一定的倾斜角度。
14.根据如上所述的一种用于麻花生产的成型排列装置,其特征在于:旋切刀与主成型带的倾斜角度为4度至8度。
15.根据如上所述的一种用于麻花生产的成型排列装置,其特征在于:还包括整齐剥离丝、产品剥离丝,整齐剥离丝位于排盘机输送带和整齐装置之间,产品剥离丝位于排盘机输送带末端,整齐剥离丝、产品剥离丝的直径小于2毫米,贴附安装在排盘机输送带上。
附图说明
16.图1为本实用新型的立体示意图。
17.图2为本实用新型的主视图。
18.图3为输送装置、成型装置以及开合装置主视图。
19.图4为输送装置、成型装置以及开合装置立体示意图。
20.图5为成型装置主视图。
21.图6为旋切刀主视图。
22.图7为旋切刀立体示意图。
23.图8为整齐装置及整齐剥离丝主视图。
24.图9为整齐装置及整齐剥离丝立体示意图。
25.图10为整齐装置部分结构立体示意图。
26.图11为图10的主视图。
27.图12为整齐方法的示意图。
28.图13为张紧及毛刷装置结构示意图。
29.附图标记说明:机架1、输送装置2、主成型带21、张紧及毛刷装置22、毛刷221、副成型带23、成型装置3、主成型板31、副成型板32、旋切刀33、整形板34、整齐装置4、驱动装置41、传动齿轮42、定向轮43、双向滑动块44、滑块45、轴承46、齿条47、导向杆48、排盘机输送带5、成品网盘6、开合装置7、整齐剥离丝8、产品剥离丝9。
具体实施方式
30.以下结合附图对本实用新型的技术方案作进一步说明。
31.本实用新型的一种麻花生产用的输送带上设置直径2毫米至4毫米通孔,输送带的材质可以用不锈钢pu和pvc材料,
32.如图3和图4所示,本实用新型的一种麻花生产用的输送装置包括主成型带21、张紧及毛刷装置22、副成型带23,副成型带23设置在主成型带21一侧,张紧及毛刷装置22设置在主成型带21上,张紧及毛刷装置22最好设置在主成型带21上下部位置,如图3所示,这样便于设备的小型化。如图13所示,本实用新型的张紧及毛刷装置22可以包括3个滚筒式毛刷221,形成三角形,可以通过调整3个滚筒式毛刷221的距离调节主成型带21的松紧度。作为本实用新型的进一步方案,张紧及毛刷装置22可以包括1个滚筒式毛刷221和两个滚筒,或2个滚筒式毛刷221和1个滚筒,本领域人员可以根据需求对此作出变更。主成型带21采用上述的输送带,即主成型带21上设置直径为2毫米至4毫米通孔,主成型带21的材质可以用不锈钢pu和pvc材料,张紧及毛刷装置22的毛刷将主成型带21通孔内的物质排出,这样便于排渣,且兼顾了成型所需的摩擦力。而采用本实用新型的通孔后,在张紧及毛刷装置22的作用下,可以确保长期运行后,主成型带21表面的摩擦力变化较小,确保了装置可长期使用。
33.如图1和图2所示,本实用新型公开的一种用于麻花生产的成型排列装置,包括机架1、输送装置2、成型装置3、整齐装置4、排盘机输送带5、成品网盘6、开合装置7,输送装置2、成型装置3、整齐装置4固定在机架1上,输送装置2上部设置成型装置3、成型装置3后部设置开合装置7,开合装置7下方设置排盘机输送带5,整齐装置4设置在排盘机输送带5上,成品网盘6设置在排盘机输送带5下方。
34.本实用新型工作过程是:被加工成u型的面条手工或自动放置在输送装置2的主成型带21上,直线面条通过成型装置3后成为麻花形状后从开合装置7落入排盘机输送带5上,通过整齐装置4将麻花排规则并自动放置在成品网盘6上。
35.如图1和图2所示,本实用新型还可以包括整齐剥离丝8、产品剥离丝9,整齐剥离丝8位于排盘机输送带5和整齐装置4之间,产品剥离丝9位于排盘机输送带5末端,整齐剥离丝8、产品剥离丝9的直径小于2毫米,如可以为1毫米或1.5毫米,都贴附安装在排盘机输送带5上。安装后,使麻花能够顺利的通过整齐剥离丝8和产品剥离丝9,整齐剥离丝8和产品剥离丝9使麻花与排盘机输送带5之间粘附力减小,从而使整齐装置4在麻花两侧敲击时,能够将其矫正(排列整齐),从排盘机输送带5能够顺利进入成品网盘6。本实用新型的成品网盘6根据麻花数量,当排盘机输送带5上的麻花触碰到产品剥离丝9时,设置在排盘机输送带5内部的抽送板迅速抽回,排盘机输送带5上的麻花,突然腾空并落入成品网盘6中,让后成品网盘6会向油锅方向移动到对应的位置,等待麻花的再次落入,即可将本实用新型的还没有油炸的麻花产品自动整理、排齐放入成品网盘6中,便于后续工序的油炸。
36.如图3至图7所示,本实用新型的成型装置3包括主成型板31、副成型板32、旋切刀33、整形板34,主成型板31、副成型板32、整形板34设置在主成型带21和副成型带23上部,主成型板31、副成型板32、整形板34与主成型带21和副成型带23之间的距离小于u型面条的高度,使面条在主成型板31、副成型板32、整形板34与主成型带21和副成型带23之间旋转,形成麻花形状面条。如图4所示,整形板34位于主成型板31、副成型板32后部,主成型板31、副成型板32之间具有相对于主成型带21的倾斜空腔,整形板34下部设置旋切刀33。本实用新
型的整形板34可设置在滑轨上,用于调节整形板34的位置,使本实用新型的装置可以适用于不同尺寸麻花的生产。本实用新型的旋切刀33可安装在整形板34上,旋切刀33最好通过调整螺丝安装在整形板34上,从而可以调节旋切刀33的高度以及倾斜角度,从而使本实用新型的装置可以适用于不同尺寸麻花的生产,切割后的通过排渣装置排出机器。
37.如图3、图6和图7所示,旋切刀33与主成型带21组成本实用新型的收尾装置。旋切刀33与主成型带21具有一定的倾斜角度,这样是麻花形状面条在旋转过程中逐步被切割,从而确保麻花形状面条在切割面条时处于被旋紧状态。本实用新型的旋切刀33与主成型带21的倾斜角度可以为4度至8度。采用本实用新型的收尾装置,切割后的麻花形状面条在切割处产生犹如具有粘合的切割口,对于千层麻花(如专利申请号201030127765.4)在自动化生产时,油炸过程中,切割口不会非开炸裂,确保了产品质量稳定可靠,且外观比较美观,使千层麻花也便于大规模自动化机械生产。
38.如图6所示,本实用新型用于麻花生产的旋切刀33包括刀片332、底座331,两侧的底座331将刀片332夹持在中间,刀片332的高度较短,这样确保在旋切过程中,底座331压住面条,使面条在旋转的过程中被刀片332逐步切割,从而切割处具有粘合的切割口。如不设置底座或刀片过长,则由于切割时面条没有被压住,会一刀完成切割,即使面条处于旋转过程也无法在切口处形成粘合的切割口,故刀片332露出底座331部分的长度(称为刀片332的高度)应确保面条在旋转过程中逐步被切割,而非一刀切。刀片332的高度最好小于3mm,如1mm或2mm。
39.如图4所示,本实用新型的开合装置为常规的开合装置7,收尾切割后的麻花形状面条通过开合装置7后被平行放置在排盘机输送带5上,开合装置7装置的两块开合定型板可引导麻花形状面条下移。
40.如图8至图11所示,本实用新型的整齐装置4包括驱动装置41、传动齿轮42、导向杆48、左排列装置、右排列装置,左排列装置、右排列装置对称的设置在导向杆48两侧,导向杆48可以根据需求设置一个或多个,且确保右排列装置、左排列装置运动过程中相互平行,左排列装置、右排列装置结构相同,左排列装置、右排列装置包括定向轮43、双向滑动块44、滑块45、轴承46、齿条47。驱动装置41与传动齿轮42连接,驱动传动齿轮42正反两个方向快速旋转。齿条47与传动齿轮42啮合,齿条47与双向滑动块44固定连接,齿条47后部设置定向轮43,定向轮43确保齿条47沿着直线前移或后退,双向滑动块44下部设置滑块45,双向滑动块44与滑块45同步移动,滑块45底部设置轴承46,轴承46放置在排盘机输送带5上。本实用新型的驱动装置41可以为电机。整齐装置4工作过程中,驱动装置41正反旋转,通过轴承46带动左排列装置、右排列装置分别在排盘机输送带5快速的向前移动,相对于左排列装置、右排列装置的运动速度而言排盘机输送带5移动速度很慢,通过两侧的滑块45打击麻花形状面条,从而使麻花形状面条排列成一条直线。本实用新型在排盘机输送带5上设置整齐剥离丝8,使麻花形状面条先经过整齐剥离丝8,这样麻花形状面条与排盘机输送带5粘附力较小,从而确保左排列装置、右排列装置两侧打击麻花形状面条其能够移动。
41.本实用新型的整齐装置4也可以设置为其他结构,只要能够确保两侧的滑块45能够快速打击麻花形状面条即可,如直接在滑块45后侧采用电机或气缸推动滑块45向前打击麻花形状面条,这样通过控制系统控制,两侧的滑块45可以同时或分别打击麻花形状面条。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。