1.本发明涉及一种用于装饰棒上的冷冻甜食的设备以及用于制造该冷冻甜食的方法。
背景技术:
2.涂覆的冷冻甜食是深受消费者青睐的产品。优雅且具有手工艺性的外观进一步增强了产品带来的享受,超越了所用成分和质地的贡献。
3.消费者特别青睐手工装饰的产品,即,具有施加到冰淇淋条上的颗粒的产品,以形成具有手工艺性的个性化产品。可通过其中消费者或冰淇淋商店的员工用选择的上层配料和蘸料定制冰淇淋的方法来制备此类产品。在该方法中,将未涂覆的冰淇淋条浸入液体涂覆材料中。涂覆之后,在涂覆料仍然为液体时,立即将颗粒喷洒到涂覆料上。几秒钟之后,涂覆料固化并且嵌入的颗粒变为固定到位。这确保了当产品被食用时颗粒不脱落。颗粒的类型可为坚果、曲奇饼块、米脆、水果、花瓣、巧克力块或任何其它可食用颗粒物。颗粒的重量、尺寸和形状可变化。此外,在许多情况下,在添加颗粒之后,以线条形式将少量液体克力浇在产品上。
4.对于该手工方法,可使用由挤出方法制成的冷冻甜食条和由模制方法制成的条。然而,通过挤出方法制造的条由于通常有更好的质地质量而使用得更频繁。存在销售此类新鲜涂覆产品的冰淇淋店。
5.遗憾的是,在工业冰淇淋制造中没有将再现该手工工序的等同方法。
6.seika foods(日本)使用了一种制造表现出前述手工装饰产品的特性中的一些特性的冷冻甜食条的另选方法。其涉及将液体或部分冷冻的甜食混合物填充到具有成品形状的塑料托盘中。在该层的顶部上添加颗粒,可能补充有调味酱、水果片和装饰物。在最终冷冻之后,将包括托盘在内的产品包裹在塑料袋中以供分配和销售。虽然该方法允许将多种颗粒添加到产品的一侧上,但类似于上述手工装饰条,这些产品在冰淇淋部分上没有包衣,因此它们没有完全再现手工装饰条的外观。
7.在对将液体涂覆材料和颗粒施加到冰淇淋条上的现有工序的下文描述中,解释了再现手工装饰条的挑战:在工业冰淇淋制造中,经涂覆并且在表面上包括颗粒的冷冻甜点条长期以来就是熟知的。在此类产品的制造中,通常使用两种类型的方法。在第一种方法中,将冷冻甜点条浸入液体涂覆料中,其中颗粒是悬浮的(c.clark,the science of ice cream,rsc paperback,2005年,第94f页)。可使用各种颗粒,诸如坚果。在该过程中,颗粒需要保持悬浮并均匀分布在涂覆料中。在浸渍期间,涂覆料和颗粒附着到冷冻甜点条的表面,并且随着涂覆料固化而被固定。重要的是,颗粒仍保持不脱落但仍然附着到产品表面,直到涂覆料固化。因此,颗粒的选择限于那些不太重的颗粒。该方法的另一个特性是用涂覆料覆盖颗粒,使得它们的形状和颜色的细节被至少部分地掩蔽。
8.在施加颗粒的第二种方法(被称为干涂覆)中,就在浸渍之后但在涂覆料固化之前,颗粒附着到涂覆材料的表面。在该方法中,首先将冷冻甜点条浸渍到涂覆材料中,紧接
着将颗粒喷射到表面上。在典型的干涂覆方法中,将浸渍条降低到被称为干涂覆机的装备中。在该机器中,旋转桨叶将干燥颗粒甩到仍然发粘的产品表面上(c.clark,the science of ice cream,rsc paperback,2005年,第98页)。必须仔细选择适于干涂覆的颗粒,因为过重的颗粒将从竖直表面脱落。因此,存在关于可附着的颗粒的限制。
9.因此,将颗粒添加到条上的两种现有方法在颗粒的选择和可视性方面均具有限制,这将它们与上述手工涂覆的条明显区分开来。
10.因此,需要一种用于制造冷冻甜食的工业方法,该方法提供手工装饰产品的视觉外观,并且不具有上文所述的工业用涂覆工序的固有限制。
11.发明目的
12.本发明的目的是提供一种用于涂覆冷冻甜食以得到具有手工艺性的外观的设备和方法。此外,本发明的目的是使该方法中的颗粒和涂覆材料的浪费最小化。
技术实现要素:
13.在第一方面,本发明涉及一种用于装饰棒上的冷冻甜食的设备,该设备包括:
14.‑
用于将涂覆材料施加到冷冻甜食上的涂覆工位,
15.‑
用于将颗粒施加到涂覆的冷冻甜食上的颗粒分配工位,
16.‑
用于移动冷冻甜食经过涂覆工位和颗粒分配工位的传送机,
17.传送机包括夹持装置,该夹持装置被布置在传送机上并且具有用于夹持和释放冷冻甜食的棒的产品附着位置和打开位置,
18.传送机包括用于在竖直位置和水平位置之间移动夹持装置连同冷冻甜食的引导件,并且其中该设备还包括:
19.‑
用于移除冷冻甜食的一侧上的涂覆材料的涂覆料移除装置,该涂覆料移除装置在传送机的移动方向上定位在涂覆工位之后,并且其中颗粒分配工位定位在涂覆料移除装置之后,并且其中夹持装置被布置成在经过颗粒分配工位时将冷冻甜食保持在水平位置。
20.在第二方面,本发明涉及一种用于制造在棒上的经装饰的冷冻甜食的方法,该方法包括以下步骤:
21.‑
提供根据权利要求1至12所述的设备,
22.‑
利用传送机上的夹持装置通过棒附着冷冻甜食,
23.‑
移动冷冻甜食经过涂覆工位,同时施加涂覆料,
24.‑
使冷冻甜食处于水平位置,
25.‑
用涂覆料移除装置从冷冻甜食的一侧移除液体涂覆料,
26.‑
移动冷冻甜食经过颗粒分配工位,同时将颗粒添加到冷冻甜食的上表面,
27.‑
冷却,以及
28.‑
释放夹持装置和经装饰的冷冻甜食。
29.通过提供涂覆料移除步骤,避免涂覆材料使颗粒团聚,同时允许颗粒很好地嵌入和/或附着到涂覆料,本发明克服了施加涂覆料和颗粒的现有工序的局限性。
30.根据本发明的设备和方法允许在工业生产线上制成与手工装饰的冷冻甜食条相当的冷冻甜食产品。具体地讲,本发明的方法可在广泛用于工业中的标准冰淇淋挤出生产线上进行,以形成具有涂覆料的挤出条,如例如“h.d.goff and r.w.hartel
–
ice cream,
seventh edition,springer,2013年,第277页”中所述。
附图说明
31.图1示出了将颗粒施加到冷冻甜点条的一侧上的本发明的设备和方法的实施方案的布局。
32.图2a是用本发明的设备和方法获得的具有涂覆料的成品冰淇淋条的图片,在一侧上施加有颗粒并且施加有涂覆线条的浇汁。
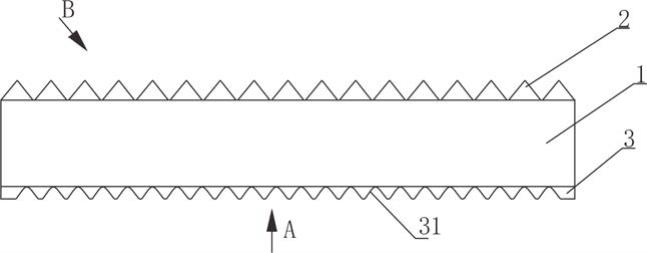
33.图2b示出了涂覆料上通过气刀经受鼓风步骤的典型波纹图案。
34.图3是示出在浸渍冰淇淋棒之后涂覆料重量和颗粒附着随时间推移(以秒为单位)的变化的图表。
35.图4示出了良好附着并嵌入涂层中的颗粒(左侧)与松散附着到涂层的颗粒(右侧)之间的比较。
36.图5示意性地示出了通过气刀从条的下侧移除过量的涂覆材料。
37.图6示出了典型的气刀。
38.图7示出了通过位于条下方的气刀从涂覆条的下侧渐进地移除涂覆料。该条从左向右越过气刀并且液体涂覆料被吹走。箭头示出气刀喷嘴的位置。
具体实施方式
39.本发明涉及一种用于装饰棒上的冷冻甜食的设备。该设备包括:用于将涂覆材料施加到冷冻甜食上的涂覆工位、用于将颗粒施加到涂覆冷冻甜食上的颗粒分配工位、以及用于移动冷冻甜食经过涂覆工位和颗粒分配工位的传送机。传送机包括夹持装置,该夹持装置被布置在传送机上并且具有用于夹持和释放冷冻甜食的棒的产品附着位置和打开位置。夹持装置优选地被布置成垂直于传送机的移动方向。传送机包括用于在竖直位置和水平位置之间移动夹持装置连同冷冻甜食的引导件:这允许将冷冻甜食移入和移出工位。例如,冷冻甜食可竖直保存并且移入和移出涂覆槽。该设备还包括用于从冷冻甜食的下侧移除涂覆材料的涂覆料移除装置,该涂覆料移除装置被定位在涂覆工位之后。涂覆料移除装置的位置优选地在传送机的移动方向上位于传送机的旁边或下方。这具有可大大减少或消除从冷冻甜食滴落并滴入用于颗粒的颗粒供应系统的收集料斗中的涂覆材料量的效果。这意味着可避免由于涂覆材料使颗粒粘在一起而导致的颗粒结块,并且能够在制造过程中重复使用颗粒。
40.涂覆工位可适于通过浸渍、喷涂或喷淋来施加涂覆料。在一个优选的实施方案中,涂覆工位是浸渍工位。
41.该设备还具有定位在传送机上方并且在涂覆料移除装置之后的颗粒分配工位。夹持装置被布置成在经过颗粒分配工位时将冷冻甜食保持在水平位置。引导件用来在竖直位置和水平位置之间移动夹持器连同产品。这样做的效果是,可将碎片施加到冷冻甜食的经涂覆的上侧(其中分配器在上方,仅上侧喷洒有颗粒),同时涂覆料仍然足够软,使得颗粒将粘附到涂覆料。优选的是,当传送机经过颗粒分配工位时,夹持装置将冷冻甜食保持在水平位置,以便颗粒落在冷冻甜食的水平上侧上。
42.在本发明的上下文中,颗粒可为任何种类的食物颗粒或其碎片,例如坚果、曲奇饼
块、米脆、水果、花瓣、巧克力块或任何其它可食用颗粒物质。颗粒的重量、尺寸和形状可变化。本发明尤其可用于定量给料较大的颗粒,诸如整个坚果或浆果。颗粒的尺寸优选地在2mm至20mm的范围内,更优选地在5mm至15mm的范围内,该尺寸为颗粒的最长尺寸。然而,也可施加较大的颗粒。
43.在根据本发明的设备的一个优选实施方案中,涂覆料移除装置提供适于部分地移除涂覆材料的气流,否则涂覆材料可能从冷冻甜食上滴落。仅从冷冻甜食移除涂覆料的尚未固化的外层,并且优选地只从产品的一侧移除。
44.已发现,涂覆料移除装置大大减少或消除涂覆料滴落到颗粒供应系统中以及导致的颗粒结块。涂覆料移除装置可由一个或多个气刀或产生适于移除液体涂覆料的气帘的其它喷嘴布置结构组成。另一种涂覆料移除装置可为机械刮刀,其被布置成使得冷冻甜食以一定方式通过该机械刮刀上方,以移除液体涂覆料,而不损坏涂覆料的固化部分并且不损坏冷冻甜食。
45.当使用气流来移除过量的涂覆材料时,优选地通过围绕气刀的防护罩来容纳吹气期间涂覆材料的飞溅。此外,优选的是加热防护罩和/或对喷嘴鼓风以防止涂覆料积聚在其上。
46.优选地并且基于条的俯视图,由狭缝式喷嘴或一排喷嘴孔形成的气刀、刀具和/或气帘被定位成垂直于产品的传送机移动方向,或者当从垂直于产品的移动方向的位置测量时与传送机移动的任一侧成最大60度的角度。
47.优选地,气流装置被定位成使得气流在竖直方向上笔直向上指向产品的下侧,或以从竖直位置至产品的任一侧成优选地最大45度的角度、更优选地成最大20度的角度指向与产品的传送机移动相反的方向。
48.此外并且当从水平视图朝产品末端观察时,由狭缝式喷嘴或一排喷嘴孔形成的气刀和/或气帘被定位成使得气流在竖直方向上笔直向上指向产品的下侧,或以从竖直位置至任一侧成优选地最大45度的角度、更优选地成最大20度的角度指向与产品的传送机移动相反的方向。
49.虽然优选的是在产品处于水平位置时施加气流,但也可以在产品处于竖直位置时施加气流。在这种情况下,在浸渍到涂覆料中之后,将产品降低到竖直位置,在该位置,产品经过竖直取向的气流,该气流移除液体涂覆料。在该步骤之后,将产品再次升高到水平位置以施加颗粒。
50.使用鼓风从条的一侧部分地移除涂覆料可留下图案,类似于压印在涂覆料上的细小波纹状结构。如果使用刮刀刀片移除过量的巧克力,则在涂覆料上可以看见垂直于棒的轴线延伸的划痕。
51.有利的是,气流来自空气喷嘴或气刀,它们在保持在其水平位置时定位在条的下方。气流优选地从条的下侧连续吹走涂覆材料,同时将涂覆料的已固化部分留在条的下侧。
52.来自涂覆料移除装置的气流可通过加热装置加热。这种加热的优点是防止涂覆材料积聚在气刀或空气喷嘴上,因为滴落在气刀或空气喷嘴上的涂覆料将保持为液体并滴落。
53.在本发明的一个实施方案中,设备包括为机械刮刀形式的涂覆料移除装置。刮刀从下侧部分地移除涂覆料并且至少暂时地停止滴落。这通过将其安装在冰淇淋条下方以使
得当条经过时从条上刮下液体涂覆料来实现。优选地,机械刮刀是静止的杆或刀片。由于刮削从条上刮掉相当量的涂覆料,因此仅有很少或没有残余的滴落,并且在刮削之后约1秒,完全没有滴落,并且该时间段可用于施加颗粒。
54.颗粒分配工位包括颗粒分配装置和颗粒分配料斗,以用于将颗粒分配到冷冻甜食上。分配装置可以是振动定量给料器或螺旋给料器或杯式给料器或提供恒定颗粒流的任何其它装置。
55.设备还可进一步包括用于收集未附着到冷冻甜食涂覆料的颗粒的颗粒供应系统以及用于将收集到的颗粒返回分配工位的传送装置。根据本发明,收集到的颗粒可在制造过程中重复使用。例如包括料斗的颗粒供应系统安装在颗粒分配器的出口下方以及产品路径下方。
56.设备还可包括用于收集移除的或滴落的涂覆材料的装置。例如,可使用用于收集移除的或滴落的涂覆材料的滴盘。
57.此外,设备可包括涂覆线条施加装置,该涂覆线条施加装置优选地在传送机的移动方向上定位在颗粒分配器之后。线条施加装置向产品提供装饰性线条,该线条除了具有装饰效果之外还可帮助固定颗粒。
58.在根据本发明的设备的一个优选实施方案中,设备还包括涂覆线条施加装置,以将通常用于本发明的手工制作产品主题的装饰性涂覆线条施加到条上的颗粒的顶部上。
59.涂覆线条施加装置优选地在传送机的移动方向上定位在颗粒分配器之后。在喷洒颗粒之后并且条仍然处于水平位置时施加这些线条。涂覆线条优选地具有1mm至5mm厚的直径。用于将线条涂覆到水平定位的产品上的施加装置是熟知的,并且原理描述于例如us3824950中。
60.涂覆线条的有益效果主要是其装饰性元素,但它们也有助于将松散颗粒固定在条上。
61.附图
62.现在参考附图仅以举例的方式进一步描述本发明。
63.形成冷冻甜食的方法从提供未涂覆的条开始,该条中插入有木棒。首先,通过喷嘴从冷冻机中挤出冷冻甜食。在该步骤期间,插入棒,然后使用热丝切下冷冻甜食块。冷冻甜食块落到传送带上,传送带行进经过硬化通道,以将冷冻甜食冷冻。在通道的出口处,通过保持硬质冷冻产品的夹持器用棒从传送带上拾取硬质冷冻产品。
64.对于本发明方法的后续步骤,优选地可使用单路挤出生产线。这是广泛用于制造冰淇淋的生产线。
65.在原理图中,图1示出了根据本发明的设备和方法在单路挤出生产线上从这一点向前看的情况。在此生产线上,其上悬挂有未涂覆的冷冻甜食条(1)的夹持器(2)沿着连续将产品传送到后续工序步骤的环形传送链(3)固定。
66.朝向涂覆浸渍槽(4)传送从夹持器垂直悬挂的冷冻甜食产品。为了进入涂覆浸渍槽,安装在夹持器下方的导杆将夹持器(2)向上推向水平或接近水平的位置。一旦升高到浸渍槽的边缘之上,就降低夹持器以将条(1)完全浸没到涂覆料中。然后,再次竖直向上推动夹持器(2)以离开浸渍槽(4)。
67.在标准工业方法中,条随后被降低回到竖直位置,并且过量的涂覆料滴落或从涂
覆的条上流下。滴落可能持续约10秒至30秒,直到涂覆料固化。已知滴落时间取决于各种因素,其中最重要的因素是涂覆组合物和温度以及冷冻甜食温度。
68.在本发明的方法主题中,条在浸渍之后借助于保持夹持器的支撑杆保持在水平位置。此时,仍有过量的涂覆料从涂覆的甜食条(5)滴落。为了停止滴落,放置在产品下方的鼓风喷嘴(6)从下侧移除涂覆料的未固化部分。紧接在鼓风喷嘴之后,颗粒分配器(7)将由颗粒分配料斗(8)供应的颗粒喷洒到条上。未落在产品上的颗粒被作为颗粒供应系统的一部分的颗粒收集料斗(10)收集,并且通过行业中已知的适当传送装置返回到颗粒分配料斗(8)中。
69.在下一步骤中,产品经过涂覆线条施加装置(9)下方,涂覆线条施加装置在颗粒层上提供一系列约3条至20条涂覆材料线条。
70.然后将产品在水平位置再保持约1秒至10秒,然后降低到竖直位置,最后传送到包装工位。
71.图2a示出了最终条,显示了涂覆料、颗粒和涂覆线条。
72.图2b。
73.图3示出了气刀从涂覆条的下侧吹掉涂覆料的一部分的动作。条从左向右移动经过气刀。
74.实施例
75.实施例1
‑
浸渍之后不同时间的涂覆料的滴落
76.表1的第1列展示了在涂覆步骤之后从保持在水平位置的条滴落涂覆料的进展。用巧克力涂覆料涂覆重量为56g的挤出冰淇淋条。涂覆料具有48%的脂肪含量并且脂肪组合物为50%可可脂和50%椰子油。涂覆料具有41摄氏度的温度。冰淇淋具有
‑
25摄氏度的温度。将条在涂覆料中浸渍1秒,然后移除并带到水平位置。记录在不同时间保留在条上的涂覆料的重量。
77.表1
[0078][0079]
*最后一滴
[0080]
就在浸渍之后,在发生显著滴落之前,条上的涂覆料的重量为31g。在接下来的数秒内,涂覆料的重量随着其一部分滴落而减小。在前2秒至3秒期间,滴落最多,然后减弱。在9.2秒后,最后一滴滴落。
[0081]
为了减少涂覆料滴落到颗粒供应系统中,优选的是在9.2秒后停止滴落之后,然而在上侧的涂覆料固化之前,将颗粒施加到条上。
[0082]
因此,固化(并且尤其是颗粒在条上的附着特性)受到关注。良好的附着对于防止
在包装步骤期间以及在分配链中的产品抓握期间颗粒脱落是重要的。
[0083]
实施例2
‑
不同时间的附着特性
[0084]
表2描述了在不同时间施加在条的上侧上的颗粒的附着。具体地讲,其描述了被脂肪基涂覆料覆盖并且直径为5mm的球形米脆的附着特性,该球形米脆在将条提离浸渍槽之后的不同时间通过振动分配器从10cm的高度喷洒到水平条上。
[0085]
将在将条从浸渍槽中取出后4秒喷洒的所有颗粒部分地浸入涂覆料中至相同的深度。在施加后5分钟等待时间之后,当用手在颗粒上摩擦时,颗粒不易被移除。从浸渍槽中取出条之后喷洒颗粒6秒时,颗粒对手的摩擦仍然具有抗性。然而,与条中部和条末端附近的颗粒相比,位于条上靠近插入木棒的边缘的颗粒明显不够深地浸入涂覆料中。当用手在条上摩擦时,颗粒仍然不脱落。
[0086]
表2
[0087][0088]
喷洒9秒后,当在产品上摩擦时,位于木棒旁边的条的区域中的一些颗粒容易脱落。它们几乎没有浸没到涂覆料中。
[0089]
表2示出了从浸渍槽中移除产品之后不同时间的两个附着参数。
[0090]
14秒后,更多颗粒在摩擦期间容易脱落。24秒后,棒附近的颗粒根本不附着到涂覆料,所有其它颗粒在摩擦时容易脱落。据发现,颗粒应优选地在从浸渍槽中移除产品之后9秒之前喷洒,以便对条具有良好的附着。
[0091]
实施例1和实施例2表明,在该方法中没有合适的时间允许实现良好的附着以及只有最少或没有涂覆料滴落到颗粒收集料斗中。
[0092]
图4是示出在浸渍冰淇淋条之后在不同时间喷洒的颗粒之间的差异的图表。明显可见不同水平的嵌入。该图示出了颗粒的弱附着和强附着之间的比较。左侧的浸渍后5秒喷洒的颗粒很好地嵌入涂覆料中,而右侧的14秒后喷洒的颗粒松散地搁置在表面上并且在摩擦时掉落。
[0093]
据发现,通过在从浸渍槽中取出条之后8秒至9秒之间施加颗粒,该方法是切实可行的。在该条件下,滴落到颗粒收集料斗中以及所得的团聚物对于生产目的而言仍然是可接受的。
[0094]
实施例3
‑
使用气刀时的附着特性和滴落减少
[0095]
表3中示出的该实施例示出了气刀在根据本发明的组件中的优选位置,该优选位
置导致滴落和颗粒附着适当地减少。
[0096]
气刀(0.15mm喷嘴间隙宽度,竖直向上指向,相对于产品流的方向以90度取向,距产品表面15mm,并且在20psi下操作)位于与条从浸渍槽的取出点不同的3个位置处。
[0097]
线以240mm/秒的速度移动。
[0098]
记录在气刀之后直到固化的涂覆料的滴落量。当气刀被定位成在条从浸渍槽中取出后作用于条1.9秒时,与2.7秒和3.7秒的位置相比,观察到从该点向前明显更大量的滴落。此外,发现2.7秒和3.7秒之间仅存在很小的差异。因此,气刀的优选位置为2.7秒或更晚。
[0099]
表3
[0100][0101]
如所提及,观察到在鼓风步骤之后,存在滴落完全停止一段时间,然后恢复直到固化的时间段。
[0102]
该效果展示于表1的第2列中。在浸渍槽之后,在离开浸渍槽之后2.7秒时,条经过气刀。通过气刀移除涂覆料导致附着到条上的涂覆料重量突然下降。此外,重要的是,在至少1.4秒内不存在重量变化。然后重新出现少量滴落,直到最后一滴在18.1秒时滴落。
[0103]
据发现,恰好在2.7秒的鼓风步骤之后的时间段,当至少1.4秒没有发生滴落时,非常适于施加颗粒。由于在该时间窗口期间不存在滴落,因此当颗粒位于该时间窗口内时,颗粒供应系统的颗粒收集料斗中将不存在团聚物。在这段时间之后发生的滴落出现在颗粒收集料斗之外并且没有负面影响。
[0104]
这些情况汇总于图3中,以图形方式示出了在浸渍冰淇淋条之后随时间推移(以秒为单位)的涂覆料重量和颗粒附着。上方的曲线示出了由于吹掉步骤而导致的涂覆料重量的突然下降,从而形成无滴落的“时间窗口”。下方的曲线示出了随时间推移的颗粒附着,表明在该时间窗口期间,涂覆料的附着特性非常适于施加颗粒。时间窗口突出显示为灰色区域。
[0105]
图5示意性地展示了从气刀吹送的空气如何从从左到右移动的条的下侧吹掉液体。这在图7中进一步示出。从左到右移动的滴落条(左上)接近气刀。一旦空气接触产品,就将液体涂覆料推向左侧,留下清洁的表面,没有液滴,但具有波纹状图案(右上以及左下和右下)。
[0106]
因此,鼓风步骤能够极大地减少或消除涂覆料滴落到颗粒供应系统的收集料斗中以及导致的颗粒结块,同时使颗粒良好地附着在涂覆料上成为可能。
[0107]
实施例4
‑
产品制造试验的描述
[0108]
在单路挤出生产线上生产重量为56g并且膨胀度为40%的挤出冰淇淋条。条以240mm/秒的速度沿传送链移动,并且浸入48%脂肪含量的涂覆料中,其中50%的脂肪为可可脂并且50%的脂肪为椰子油。涂覆温度为41摄氏度并且浸渍时间为1秒。从浸渍槽中取出条后2.7秒时,条经过气刀。气刀被定位在产品路径下方,竖直向上指向,相对于产品移动方
向成90度的角度。气刀具有0.15mm的喷嘴间隙并且在20psi下操作。气刀到产品下侧的距离为15mm。在产品经过气刀后一秒时,一层颗粒从10cm的高度喷洒到条上。颗粒由具有脂肪基涂覆料的球形米碎组成。
[0109]
在施加颗粒后两秒时,产品经过涂覆线条施加装置下方,涂覆线条施加装置施加隆起的涂覆线条。将产品在水平位置再保持7秒,然后降低到竖直位置。然后将产品转移到包装机器进行包装。
[0110]
所得产品由下列元素组成并且具有手工制得的产品的视觉外观。
[0111]
该冷冻甜食产品由以下项组成:
[0112][0113][0114]
成品的上侧在图2a中示出。图2b示出了已经受气刀处理的产品的下侧。该步骤在涂覆料上形成波纹状图案。
[0115]
应当理解,对本文所述的目前优选的实施方案所作出的各种变化和修改对于本领域的技术人员将显而易见。可在不脱离本发明主题的实质和范围且不减弱其预期优点的前提下作出这些变化和修改。因此,此类变化和修改旨在由所附权利要求书涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。