1.本发明涉及塑料焊接领域,尤其涉及一种用于激光焊接的全生物降解塑料组件。
背景技术:
2.塑料激光焊接是利用激光能量来焊接两个塑料组件的一种方法。塑料组件中,一个对激光的透射性能好,另一个能够吸收激光的能量。辐射的激光透过透光性好的组件,照射到吸光性能好的组件。激光能量被吸收,引起界面处的塑料熔化,通过相互融合把两个塑料件焊接在一起。这要求透光组件对激光的透射性能好,而吸光组件对激光的吸光率高。
3.另一方面,激光焊接与其他焊接方法相比,无接触、无残渣、节能环保,焊速高、键合强度高,热影响区小、焊缝变形小,特别适合生物医疗装备制造等行业。在医疗领域,对患者进行治疗时,为避免交叉感染,通常会大量使用一次性医疗器械。这些一次性医疗器械,大多数是塑料制品。这些塑料制品不宜回收利用,处理起来也不方便。如果不可降解的话,就会形成大量的医疗废弃物,形成白色污染。目前,生物降解塑料正逐步替代不可降解塑料应用于医疗卫生领域。
4.生物降解塑料用于激光焊接,需要满足激光焊接的基本要求,即透光件对激光的透光性要好,而吸热件对激光能量的吸收率要高,同时吸热件的熔融温度要低于透光件。pla是开发和应用最为广泛的生物降解塑料,它强度高,但比较脆,需要增韧改性。高透明度级别的pla材料是pla与其他聚羟基脂肪酸的共混物,或者与非降解型高透明树脂的混合物,譬如pc、pmma、pet等。pla与其他树脂不具有良好的相容性,微观上不能形成均一的共混体系,造成透明性下降。pbat是除pla外开发和应用最为广泛的生物降解塑料,熔融温度远低于pla,作为吸热件使用时对激光的吸收率低,需要外加吸光剂。外加吸光剂可以是有机物,也可以是无机物。无机物与pbat的相容性比较差,在体系中分散性以及与树脂的结合力比较差,会影响塑料制品的性能。有机吸光剂热稳定性差,易挥发,在激光焊接时容易在焊接部位形成泡腔,降低焊接强度。
技术实现要素:
5.本发明提供了一种用于激光焊接的全生物降解塑料组件,可应用于医疗卫生领域。所述组件由透光塑料件和吸热塑料件组成。用外力将两个塑料件叠合在一起,激光穿过透光塑料件到达吸热塑料件,在界面处使塑料熔融,通过融合将两个塑料件焊接在一起。
6.本发明提供的用于激光焊接的全生物降解塑料组件,特征在于,透光塑料件由具有以下重量份数的组分组成:改性聚乳酸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
ꢀꢀꢀꢀ100份聚己二酸/对苯二甲酸丁二醇酯
ꢀꢀꢀꢀ
20份扩链剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
ꢀꢀꢀꢀꢀ0.05
‑
10份润滑剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
ꢀꢀꢀꢀꢀ0.05
‑
10份抗氧剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
ꢀꢀꢀꢀꢀ0.05
‑
10份
其中,所述改性聚乳酸是乳酸、2,2,
‑
二甲基
‑3‑
羟基丙酸、2
‑
甲基
‑3‑
羟基丙酸的共聚物,其中乳酸、2,2,
‑
二甲基
‑3‑
羟基丙酸、2
‑
甲基
‑3‑
羟基丙酸的重量比是1:(0.05
‑
0.6):(0.05
‑
0.6)。乳酸与其他两种单体的结构和性能相近,共聚能力强,各链节分布均匀。改性后,共聚物韧性增强,而结晶能力降低,透光性好。
7.本发明提供的用于激光焊接的全生物降解塑料组件,特征在于吸热塑料件由具有以下重量份数的组分组成:聚己二酸/对苯二甲酸丁二醇酯(pbat)
ꢀꢀ
100份聚乳酸(pla)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
ꢀꢀꢀꢀꢀ2
‑
10份扩链剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
ꢀꢀꢀꢀꢀꢀꢀ0.05
‑
10份润滑剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
ꢀꢀꢀꢀꢀꢀꢀ0.05
‑
10份抗氧剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
ꢀꢀꢀꢀꢀꢀꢀ0.05
‑
10份激光吸收剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
ꢀꢀꢀꢀꢀꢀ0.05
‑
5份其中,所述激光吸收剂的制备包括以下步骤:(1)将吸光剂主剂和调节剂溶于四氢呋喃中;(2)配制0.01%
‑
1%表面活性剂水溶液,并用冰浴降温;(3)把四氢呋喃溶液注入非离子表面活性剂的水溶液中,然后超声分散10分钟以上;(4)减压烘干,除去四氢呋喃和水。
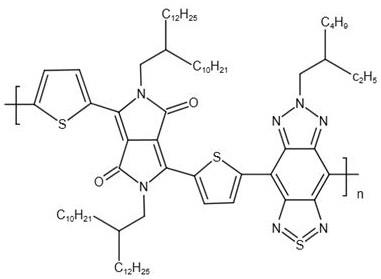
8.在透光塑料件和吸热塑料件中,所述扩链剂能够增加聚乳酸和改性聚乳酸的分子量,可以是带有环氧官能团的聚合物或小分子化合物,也可以是其他化合物,所述润滑剂是硬脂酸、硬脂酸丁酯、油酰胺、乙撑双硬脂酰胺中的任意一种或两种,所述抗氧剂是抗氧剂1010与抗氧剂168等量混合的共混物,所述吸光剂主剂具有如下化学结构:该聚合物标记为mla,所述调节剂是水解度高于40%的聚甲基丙烯酸丁酯。
9.本发明提供的用于激光焊接的全生物降解塑料组件,由透光塑料件和吸热塑料件组成。所述透光塑料件和吸热塑料件之间的激光焊接方法包括以下步骤:(1)通过压力把透光塑料件和吸热塑料件叠合在一起;(2)利用激光设备发出激光,激光通过透光塑料件后对吸热塑料件进行加热熔融,从而与透光塑料件融合在一起;(3)移动激光光斑,对整个需要焊接的部分进行焊接。
10.所述透光塑料件的制备方法包括以下步骤:先将各组分掺混在一起,再进行挤出造粒,挤出温度在170
‑
220℃之间;然后,采用塑料成型方法进行成型,所述成型方法包括注
塑成型、挤出成型、吹塑成型、压制成型和压延成型。
11.所述吸热塑料件的制备方法包括以下步骤:先将各组分混合均匀,再进行挤出造粒,挤出温度在165
‑
205℃之间;然后,采用塑料成型方法进行成型,所述成型方法包括注塑成型、挤出成型、吹塑成型、压制成型和压延成型。
12.具体实施方法下面结合实施例来对本发明作进一步的说明,但不应以此限制本发明的保护范围。
13.实施例1(1)透明塑料件按重量比1:0.2:0.3的比例称取乳酸、2,2,
‑
二甲基
‑3‑
羟基丙酸、2
‑
甲基
‑3‑
羟基丙酸,称取单体总量0.5%的催化剂sncl2/对甲苯磺酸(摩尔比1:1),加入到高温高压反应釜中,充氮气除氧气,密闭反应釜,加热至110℃,反应2小时后开始抽真空,真空度100mmhg下保温保压2小时;继续提高真空度和反应温度,真空度30mmhg和150℃下保温保压反应2小时;继续提高真空度和温度,真空度10mmhg和190℃下保温保压反应5小时。自然降温,出料,得到改性聚乳酸。
14.将10kg改性聚乳酸和2kg聚己二酸/对苯二甲酸丁二醇酯、0.1kg甲苯二异氰酸酯、0.06kg硅酮润滑脂、0.02kg抗氧剂1010、0.02kg抗氧剂168掺混在一起,用双螺杆挤出机挤出造粒,其中1至6段温区的温度分别设定为175℃、185℃、190℃、190℃、185℃、170℃,螺杆转速30rpm。采用注塑成型技术,制备厚度3毫米的塑料片材,其中1至5段温区的温度分别设定为180℃、198℃、200℃、200℃、198℃,该塑料片材作为透明塑料件。
15.(2)吸热塑料件按重量比1:1的比例称取吸光剂主剂(mlb)和水解度50%的聚甲基丙烯酸丁酯,溶于四氢呋喃中,浓度3.5%;配制浓度为0.8%的聚乙二醇辛基苯基醚水溶液,并用冰水浴降温,然后将四氢呋喃溶液注入进去;超声分散30分钟,然后烘干,除去四氢呋喃和水,得到激光吸收剂。
16.按重量称取100份pbat、6份pla、1份甲苯二异氰酸酯、0.6份硅酮润滑脂、0.2份抗氧剂1010、0.2份抗氧剂168和0.5份激光吸收剂,然后将各组份掺和均匀,用双螺杆挤出机挤出造粒,其中1至6段温区的温度分别设定为160℃、170℃、175℃、175℃、170℃、155℃,螺杆转速30r/min。采用注塑成型技术,制备厚度3毫米的塑料片材其中1至5段温区的温度分别设定为170℃、190℃、190℃、190℃、185℃,该塑料片材作为吸热塑料件。
17.(3)激光焊接用夹具将透明塑料件和吸热塑料件紧密叠合在一起,放入激光焊接机中进行焊接。连续激光焊接,焊接时间3秒,功率30w,焊缝宽度1.5mm,焊缝拉伸强度54mpa。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

