1.本实用新型涉及肉制品成型加工设备技术领域,尤其涉及一种用于肉饼或鸡块等肉制品成型的模具滚筒。
背景技术:
2.随着生活节奏的逐渐加快,人们对快餐的需求量也越来越大。快餐包括大量的汉堡、肉夹馍等,这些食品的制作过程中都需要用到肉饼,为了提高快餐的制作效率,肉饼通常需要提前进行预制。
3.现有技术中,在制作肉饼的过程中所使用的模具是板式模具,即在一块平板上设置有多个模腔,在将肉饼脱离模具时,需要使用大量的水进行脱模,肉饼不易脱离模具,脱模效率低,并且肉饼被破坏严重,肉饼成型效果较差。
4.授权公告号为“cn101444323b”、名称为“模制三维产品的模具、系统和制造模具的方法”中公开了一种模具,模具是滚筒式的,在模筒上设置有多列模腔,在相邻两列模腔之间设置有防止相邻两列模腔之间透气的栅栏。专利文件中提到,在内周面120,在将要形成对流体密闭的栅栏的位置设置例如真空泵的抽吸原件121,所述真空泵具有在环形本体40的轴向延伸的小抽吸口。与抽吸元件相对,在环形本体40的外周面124上设置有用于注入的注入装置122.通过注入装置122把流体热固性聚合物作为注入介质注入到多孔本体结构中,而通过抽吸元件121把空气从多孔本体结构中去除。结果注入介质在径向方向局部流过多孔本体结构。通过加热,热固性聚合物固化,结果获得了流体不渗透层60。
5.在根据本发明的替代注入方法中,整个烧结本体被注入。然后,除了要制备对流体密闭的栅栏的位置之外,利用压力流体喷枪把多余的注入介质吹出。然后,如上所述,能把剩余的注入材料硬化或者固化。
6.上述在相邻两列模腔之间制备栅栏的过程较为复杂,生产成本较高。
技术实现要素:
7.为了克服上述缺陷,本实用新型提供一种用于肉制品成型的模具滚筒,本实用新型的模具滚筒制造工艺简单,成本低,使用本实用新型的模具滚筒能够使得成型产品较易脱离模具,提高脱模效率,并且不易造成成型产品的破坏,成型效果好。
8.为了解决上述技术问题,本实用新型的用于肉制品成型的模具滚筒,包括:模筒和用于支撑所述模筒的内筒;所述模筒的外表面设置有防止透气的外壳,穿透所述外壳向所述模筒的内侧凹陷形成多列模腔,至少设置有所述模腔的所述模筒部分由具有海绵状微孔结构的合金材料制成;所述内筒与所述模筒之间设置有多个通道,一个所述通道与一列所述模腔位置相对应;相邻两列所述模腔之间的模筒部分设置有凹槽,所述凹槽内设置有不透气的隔墙,所述隔墙与所述外壳一体注塑成型。
9.进一步的,所述隔墙的横截面为梯形结构。
10.进一步的,所述隔墙的横截面为矩形结构。
11.进一步的,所述隔墙的深度至少延伸至与所述模腔的底部相对应的位置。
12.进一步的,所述隔墙从所述模筒的一端连续延伸或断续延伸至另一端。
13.进一步的,所述内筒的一端固定连接有第一内端盖,所述内筒的另一端固定连接有第二内端盖;所述第一内端盖上设置有缺口,所述缺口与对应的所述通道相连通。
14.进一步的,所述第一内端盖固定连接第一外端盖,所述第二内端盖固定连接第二外端盖;所述第一外端盖设置有外端盖通孔,所述外端盖通孔与对应的所述第一内端盖的缺口相连通。
15.进一步的,所述内筒与所述模筒之间设置有多个密封条,相邻两个所述密封条之间的空间形成所述通道。
16.进一步的,所述内筒、所述第一内端盖、以及所述第二内端盖的外表面皆设置有密封条安装槽,所述密封条安装于所述密封条安装槽内。
17.进一步的,所述密封条上设置有凸起,所述密封条安装槽的槽底设置有槽底通孔,所述凸起安装于对应的所述槽底通孔内。
18.采用了上述技术方案后,本实用新型的有益效果是,模具滚筒包括模筒和用于支撑模筒的内筒,在模筒的外表面以及凹槽内浇注融化的pe液体(或者其他塑料液体),在模筒的外表面浇注成防止透气的外壳,在凹槽内浇注成不透气的隔墙,隔墙与外壳一体注塑成型,穿透外壳向模筒的内侧凹陷形成多列模腔,至少设置有模腔的模筒部分由具有海绵状微孔结构的合金材料制成,内筒与模筒之间设置有多个通道,一个通道与一列模腔位置相对应,相较于现有技术中的模具滚筒,本实用新型的模具滚筒制作工艺简单,成本低。
19.压缩空气进入到通道内,将与通道相对应的成型孔内的成型产品吹出,相较于使用水来进行脱模,避免了水污染,节能环保,并且使用压力较低的压缩空气将成型产品吹出,使得成型产品较易脱离模具,提高脱模效率,并且不易造成成型产品的破坏,成型效果好。
附图说明
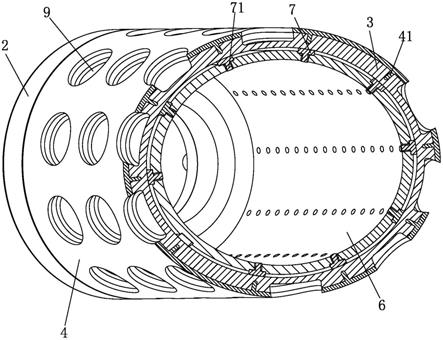
20.图1是本实用新型的用于肉制品成型的模具滚筒的横向剖视立体图;
21.图2是本实用新型的用于肉制品成型的模具滚筒从一侧投影的轴向视图;
22.图3是图2中a
‑
a处的旋转剖视图;
23.图中:1
‑
第一外端盖,11
‑
外端盖通孔,2
‑
第二外端盖,3
‑
模筒,4
‑
外壳,41
‑
隔墙,5
‑
第一内端盖,51
‑
缺口,6
‑
内筒,7
‑
密封条,71
‑
凸起,8
‑
第二内端盖,9
‑
模腔,10
‑
通道。
具体实施方式
24.下面结合附图与实施例对本实用新型作进一步说明。
25.结合图1所示,一种用于肉制品成型的模具滚筒,它包括模筒3和用于支撑模筒3的内筒6。
26.在模筒3的外表面设置有防止透气的外壳4,穿透外壳4向模筒3的内侧凹陷形成多列模腔9,为了能够满足消费者的不同需求,模腔9优选为方形、圆形、或者各种异形。
27.至少设置有模腔9的模筒3部分由具有海绵状微孔结构的合金材料制成。在本实施例中,优选采用整个模筒3皆采用具有海绵状微孔结构的合金材料制成。具有海绵状微孔结
构的合金材料在授权公告号为“cn101444323b”、名称为“模制三维产品的模具、系统和制造模具的方法”有详细记载,属于公知技术,在此不再赘述。
28.在内筒6与模筒3之间设置有多个通道10,一个通道10与一列模腔9位置相对应。
29.相邻两列模腔9之间的模筒3部分设置有凹槽,在凹槽内设置有不透气的隔墙41,隔墙41与外壳4一体注塑成型。
30.直接将融化的pe液体(或者其他塑料液体)浇筑在模筒3的外表面以及凹槽内。凹槽的横截面可以是梯形或者矩形结构,注塑出来的隔墙41的横截面也为梯形或者矩形结构。横截面为梯形结构的隔墙41可以使注塑成型的外壳4牢固的固定在模筒3的外表面。在凹槽中浇注出的隔墙41能够形成隔离区域。融化的pe液体(或者其他塑料液体)浇注在模筒3的外表面,使得模筒3的外表面不透气,避免具有海绵状微孔结构的合金材料造成相邻的两排模腔9中的成型产品在脱模时漏气或者串气,而影响成型产品的完整性。以防止压缩气体将不需要脱离模具的模腔9中的成型产品吹出。
31.隔墙41的深度至少延伸至与模腔9的底部相对应的位置。隔墙41从模筒3的一端连续延伸或断续延伸至另一端。当隔墙41穿透模筒3时,隔墙41从模筒3的一端断续延伸至另一端。
32.结合图2以及图3所示,在内筒6的一端固定连接有第一内端盖5,在内筒6的另一端固定连接有第二内端盖8;第一内端盖5设置有插接部,第一内端盖5的插接部插入内筒6的一端中;第二内端盖8设置有插接部,第二内端盖8的插接部插入内筒6的另一端中。在第一内端盖5上设置有缺口51,缺口51与对应的通道相连通。
33.在第一内端盖5的外侧固定连接第一外端盖1,在第二内端盖8的外侧固定连接第二外端盖2。在第一外端盖1上设置有外端盖通孔11,外端盖通孔11与相对应的第一内端盖5的缺口51相连通。
34.在内筒6与模筒3之间设置有多个密封条7,相邻两个密封条7之间的空间形成通道10。密封条7将相邻的两个通道10之间隔开,避免相邻的两个通道10之间串气或者漏气。
35.在内筒6、第一内端盖5、以及第二内端盖8的外表面皆设置有密封条安装槽,密封条7安装在密封条安装槽内。
36.在密封条7上设置有凸起71,密封条安装槽的槽底设置有槽底通孔,凸起71安装在对应的槽底通孔内。
37.在第一外端盖1与模筒3之间设置有第一密封垫;在第二外端盖2与模筒3之间设置有第二密封垫。
38.下面以使用本实用新型的模具滚筒对肉饼、鸡块等成型的过程进行详细描述如下:
39.将原料肉放入到每列的模腔9中,当原料肉成型后,随着滚筒的转动,当滚筒转到某一位置时,需要将某一列模腔9中的成型产品吹出时,将压缩空气通过相应的第一外端盖1上的外端盖通孔11、对应的第一内端盖5上的缺口51进入到对应的通道10中,利用压缩空气将本列模腔9中的成型产品吹出,其他列模腔9中的成型产品不受影响。
40.本说明书中涉及到的带有序号命名的技术特征(如第一外端盖、第二外端盖、第一密封垫、第二密封垫、第一内端盖、第二内端盖等),仅仅是为了区别各技术特征,并不代表各技术特征之间的位置关系、安装顺序及工作顺序等。
41.在本说明书的描述中,需要理解的是,“内筒”、“外壳”、“槽底通孔”、“外侧”、“外表面”等描述的方位或者位置关系是基于附图所示的方位或者位置关系,仅仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
42.本实用新型不局限于上述具体的实施方式,本领域的普通技术人员从上述构思出发,不经过创造性的劳动,所作出的种种变换,均落在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。