1.本发明在示例性的实施方式中,涉及纤维素酯组合物、和由纤维素酯组合物得到的成型品。
背景技术:
2.乙酸纤维素等纤维素酯一般缺乏热塑性,因此,通常是以含有增塑剂的组合物的形式被使用的。日本专利第5798640号公报中记载了:相对于纤维素酯100质量份,可以配合式(i)~(iii)表示的己二酸酯1~50质量份。
3.在日本专利第6038639号公报中,记载了相对于(a)纤维素酯100质量份含有(b)己二酸酯类化合物5~50质量份、及(c)通式(i)表示的具有甲酚基的磷酸酯1~50质量份的纤维素酯组合物,根据该组合物,增塑剂的渗出得到了抑制。
4.在日本专利第6170654号公报中,记载了相对于(a)纤维素酯100质量份含有(b)通式(i)表示的具有萘基的磷酸酯5~50质量份、及(d)除上述(b)以外的酯类增塑剂5~40质量份的纤维素酯组合物,并记载了通过使用该组合物,能够得到具有高热塑性、且机械强度良好的树脂成型体。
技术实现要素:
5.本发明在示例性的实施方式中提供具有高流动性的纤维素酯组合物、以及由这样的纤维素酯组合物得到的成型品。
6.本发明在示例性的实施方式中提供一种纤维素酯组合物,其含有作为(a)成分的纤维素酯、作为(b)成分的己二酸酯类化合物、及作为(c)成分的柠檬酸酯类化合物,
7.其中,(a)成分、(b)成分及(c)成分的合计为100质量%时,(b)成分的含量为7~20质量%,(c)成分的含量为1~14质量%,(b)成分与(c)成分的合计含量为21~30质量%,余量为(a)成分。另外,本发明在其它的示例性的实施方式中提供一种成型品,其是由这里记载的纤维素酯组合物得到的成型品。
8.本发明的示例性的实施方式中的纤维素酯组合物具有高流动性。另外,根据示例性的实施方式,如果使用本发明的纤维素酯组合物,则能够得到向成型体表面的渗出得到了抑制的纤维素酯成型体。
附图说明
9.图1是本发明的一个实例的玳瑁图案的片的俯视图。
10.图2是本发明的其它实例的木纹图案的片的俯视图。
11.图3是本发明的其它实例的方格图案的片的俯视图。
12.图4是本发明的其它实例的筐眼图案的片的俯视图。
具体实施方式
13.(纤维素酯组合物)
14.<(a)成分>
15.在本发明的示例性实施方式中,在纤维素酯组合物中使用的(a)成分的纤维素酯可以是公知的纤维素酯(例如,日本特开2005
‑
194302号公报中记载的纤维素酯),可列举例如:乙酸纤维素、丙酸纤维素、丁酸纤维素、乙酸丙酸纤维素、乙酸丁酸纤维素。根据一个优选实例,(a)成分的纤维素酯可以选自乙酸纤维素、乙酸丙酸纤维素、及乙酸丁酸纤维素,根据其它优选实例,(a)成分的纤维素酯可以选自乙酸纤维素。
16.除上述以外,作为(a)成分的纤维素酯的实例,还可以列举:聚己内酯接枝化乙酸纤维素、乙酰基甲基纤维素、乙酰基乙基纤维素、乙酰基丙基纤维素、乙酰基羟乙基纤维素、乙酰基羟丙基纤维素等。
17.根据本发明的一个优选方式,(a)成分的纤维素酯可以是平均取代度为2.7以下的乙酸纤维素。根据本发明的一个优选方式,(a)成分的纤维素酯的粘均聚合度可以为100~1000,根据另一个优选方式,其粘均聚合度可以为100~500。根据一个实例,作为(a)成分的纤维素酯,可使用由株式会社大赛璐制造的以商品名“l50”市售的乙酸纤维素。
18.<(b)成分>
19.在本发明的示例性实施方式中,在纤维素酯组合物中使用的(b)成分的己二酸酯类化合物可以使用公知的己二酸酯类化合物,可列举例如:己二酸二丁酯、己二酸二辛酯、己二酸二丁氧基乙氧基乙基/苄基酯、己二酸二丁氧基乙氧基乙酯、它们的混合物等。另外,在其它实例中,作为(b)成分的己二酸酯类化合物,可使用日本专利第5798640号公报中记载的式(i)~(iii)表示的己二酸酯化合物、它们的混合物。根据一个实例,作为(b)成分的己二酸酯类化合物,可使用由大八化学工业株式会社以商品名“daifatty
‑
101”市售的产品。
20.<(c)成分>
21.在本发明的示例性实施方式中,在纤维素酯组合中使用的(c)成分的柠檬酸酯类化合物可使用公知的柠檬酸酯类化合物,可列举例如:柠檬酸三乙酯、柠檬酸乙酰基三丁酯、柠檬酸乙酰基三乙酯等。(c)成分的一个优选方式为柠檬酸三乙酯,作为柠檬酸三乙酯,可使用以产品名“citroflex 2”(森村商事株式会社)市售的柠檬酸三乙酯。
22.正如根据上述的日本专利第5798640号公报也可以得知的,己二酸酯类化合物在纤维素酯组合物中可用作增塑剂,但是如果为了进一步增塑化、以及为了提高流动性而增加其配合量,则存在发生渗出的问题。根据本发明的实例,通过将己二酸酯类化合物与柠檬酸酯类化合物组合使用、并使用下述示例出的数值范围,能够得到耐渗出性与流动性的平衡良好的纤维素酯组合物。
23.在本发明的示例性实施方式中,从抑制渗出并使流动性良好的观点考虑,纤维素酯组合物中,(a)成分、(b)成分及(c)成分的合计含量为100质量%时,可以是,(b)成分与(c)成分的合计含量为21~30质量%、余量为(a)成分。从抑制渗出并使流动性良好的观点考虑,(a)成分、(b)成分及(c)成分的合计含量为100质量%时,(b)成分与(c)成分的合计含量在本发明的一个优选方式中可以为21~29质量%,在本发明的另一个优选方式中可以为21~26质量%,在本发明的又一个优选方式中可以为23~26质量%,余量可以为(a)成分,
是使合计达到100质量%的余量比例。
24.从抑制渗出的观点考虑,(b)成分与(c)成分的合计含量的上限值在一个优选例中可以为30质量%,在另一个优选例中可以为29质量%,在又一个优选例中可以为26质量%,另外,从得到良好的流动性的观点考虑,下限值在一个优选例中可以为21质量%,在另一个优选例中可以为23质量%。
25.在本发明的示例性实施方式中,从抑制渗出并使流动性良好的观点考虑,纤维素酯组合物中,(a)成分、(b)成分及(c)成分的合计含量为100质量%时,(b)成分的含量可以为7~20质量%。从抑制渗出并使流动性良好的观点考虑,(b)成分的含量在本发明的一个优选方式中可以为10~20质量%,在本发明的另一个优选方式中可以为11~20质量%,在本发明的又一个优选方式中可以为15~20质量%。
26.从抑制渗出的观点考虑,(b)成分的含量的上限值在一个优选例中可以为20质量%,在另一个优选例中可以为18质量%,另外,从得到良好的流动性的观点考虑,下限值在一个优选例中可以为7质量%,在另一个优选例中可以为10质量%,在又一个优选例中可以为11质量%,在又一个优选例中可以为15质量%。
27.在本发明的示例性实施方式中,从抑制湿热条件下的质量变化并使流动性良好的观点考虑,纤维素酯组合物中,(a)成分、(b)成分及(c)成分的合计含量为100质量%时,(c)成分的含量可以为1~14质量%。从抑制湿热条件下的质量变化并使流动性良好的观点考虑,(c)成分的含量在本发明的一个优选方式中可以为2~14质量%,在本发明的另一个优选方式中可以为3~14质量%,在本发明的又一个优选方式中可以为4~12质量%,在本发明的又一个优选方式中可以为5~10质量%。
28.从抑制湿热条件下的质量变化的观点考虑,(c)成分的含量的上限值在一个优选例中可以为14质量%,在另一个优选例中可以为12质量%,在又一个优选例中可以为10质量%,另外,从得到良好的流动性的观点考虑,下限值在一个优选例中可以为1质量%,在另一个优选例中可以为2质量%,在又一个优选例中可以为3质量%,在另一个优选例中可以为4质量%,在另一个优选例中可以为5质量%。
29.另外,在本发明的示例性实施方式中,从抑制渗出并使流动性良好的观点考虑,纤维素酯组合物中,(b)成分与(c)成分的含量的比例(质量比)[(b)/(c)]可以为1~5。从抑制渗出并使流动性良好的观点考虑,该质量比在本发明的另一个优选方式中可以为1.5~5,在本发明的另一个优选方式中可以为1.5~3。从在保持高流动性的情况下抑制渗出的观点考虑,上述质量比(b)/(c)的上限值在一个优选例中可以为5,在另一个优选例中可以为3,另外,下限值在一个优选例中可以为1,在另一个优选例中可以为1.5。
[0030]
在本发明的示例性实施方式中,纤维素酯组合物可以根据用途而含有公知的热塑性树脂。作为公知的热塑性树脂,可列举abs树脂、as树脂等苯乙烯类树脂、聚碳酸酯类树脂、聚乙烯、聚丙烯等聚烯烃类树脂、聚酰胺6、聚酰胺66、聚酰胺610、聚酰胺612等聚酰胺类树脂、丙烯酸类树脂、甲基丙烯酸类树脂、聚酯类树脂、聚缩醛类树脂、聚苯硫醚类树脂等。
[0031]
就热塑性树脂的含有比例而言,例如在(a)成分的纤维素酯与热塑性树脂的合计量100质量%中,在本发明的一个优选方式中,热塑性树脂可以为40质量%以下,在本发明的另一个优选方式中,热塑性树脂可以为20质量%以下。
[0032]
在本发明的示例性实施方式中,纤维素酯组合物可以进一步含有填充剂。填充剂
的实例中包括纤维状填充剂、非纤维状填充剂(粉粒状或板状填充剂等),可列举例如:日本特开2005
‑
194302号公报的第0025~0032段中记载的填充剂。
[0033]
例如,相对于(a)成分的纤维素酯100质量份,填充剂的含量在本发明的一个优选方式中可以为5~50质量份,在本发明的另一个优选方式中可以为5~40质量份,在本发明的另一个优选方式中可以为5~30质量份。
[0034]
在本发明的示例性实施方式中,纤维素酯组合物可以含有日本特开2005
‑
194302号公报的第0035~0042段中记载的环氧化合物、第0043~0052段中记载的有机酸、硫醚化合物、亚磷酸酯化合物等稳定剂。
[0035]
在本发明的示例性实施方式中,纤维素酯组合物根据用途也可以含有惯用的添加剂,例如:其它稳定剂(例如、抗氧剂、紫外线吸收剂、热稳定剂、耐光稳定剂等)、着色剂(染料、颜料等)、抗静电剂、阻燃剂、阻燃助剂、润滑剂、抗粘连剂、分散剂、防滴落剂、抗菌剂等。
[0036]
在本发明的示例性实施方式中,纤维素酯组合物例如可以使用转鼓混合机、亨舍尔搅拌机、螺带式混合机、或捏合机等混合机将各成分以干式或湿式混合而制备。进一步,可以采用下述方法:用上述混合机进行预混之后,用单螺杆或双螺杆挤出机等挤出机进行混炼而制备成粒料的方法;使用加热辊、班伯里混合机等混炼机进行熔融混炼而制备的方法。
[0037]
(成型品)
[0038]
在本发明的示例性实施方式中,纤维素酯组合物可以通过注塑成型、挤出成型、多层挤出成型、压制成型、真空成型、异形成型、发泡成型、注模(injection press)、吹塑成型、或气体注入成型等成型为各种成型品。
[0039]
在进行挤出成型或多层挤出成型的情况下,可以采用下述方法:使用一个挤出机,或者组合使用多个挤出机,使用t型模头进行挤出,由此成型单层的片或多层片的方法。制造多层片时,可以将颜色或图案不同的多层片层叠。此时,作为原料粒料,可使用多种粒料的混合物。
[0040]
就片挤出条件而言,作为一个实例,可以将气缸温度设为170~240℃、将模具温度设为200~240℃。片厚度可以根据模具(t型模头)的模唇(lip)开度来进行调整。
[0041]
作为压制成型,除了可以采用在将混合多种粒料而成的材料分散配置于模具内的状态下进行热压成型而得到片的方法以外,还可以采用在将颜色、图案不同的多层片层叠的状态下进行热压成型而得到片的方法。
[0042]
作为待成型的片(或多层片),可列举选自下述片中的片:具有多种颜色组合而成的表面的片、具有多种图案组合而成的表面的片、具有多种颜色和多种图案组合而成的表面的片、形成有明暗的片、形成有颜色的渐变的片。
[0043]
作为待成型的片(或多层片)的图案(花样),可列举例如:玳瑁图案(图1)、迷彩服图案、大理石图案、各种条纹图案、木纹图案(图2)、珍珠贝图案、花岗岩图案、象牙图案、方格图案(图3)、水牛图案、筐眼图案(图4)、彩色玻璃图案、竹子图案、蛇纹图案等。
[0044]
在本发明的示例性实施方式中,纤维素酯组合物可以用于例如:太阳镜、眼镜等的框、各种鞋的鞋带打头用膜(以包围着鞋带前端部的状态下进行热收缩而使用的膜)、护目镜;化妆品容器;牙刷、齿间刷的柄等口腔护理用品;腮红刷、眉刷、唇刷的柄等化妆用品;发饰、吹风机、烫发器、发刷、梳子等护发用品;墨水笔的笔杆等书写用具;剃刀的柄等个人护
理用品;玩具;家电产品、工具等无图案或具有图案(花纹)的成型品等的制造。其中,使用了本发明的纤维素酯组合物的眼镜框的加工性、触感、色彩感、耐冲击性优异。
[0045]
本发明的其它示例性实施方式中,纤维素酯组合物可以用于例如:oa/家用电器领域、电气/电子领域、通信设备领域、卫生领域、汽车领域等运输设备领域、家具/建材等住宅相关领域、杂货领域等的各种零件及壳体等。此外,从非石油类树脂这一切入点出发,也能够用于吸管、勺子或叉子等餐具、食品或其它各种产品的包装用片、膜、容器等。
[0046]
上述各成型品例如可以如上所述地使用注塑成型法等而制造。另外,在若干个实例中,太阳镜、眼镜等的框、各种鞋的鞋带打头用膜等成型品可以通过对单层的片或多层的片的层叠品进行冲裁加工而制造。
[0047]
鞋带打头的制造用片的厚度例如可以设为0.25~0.5mm的范围,眼镜用片的厚度例如可以设为4~12mm的范围。
[0048]
鞋带打头的制造用片例如可以如下所述地制造:从挤出机的t型模头挤出后,卷取于宽幅的大直径卷筒上,用切割器进行裁切,然后,例如以成为鞋带前端所需宽度的2倍程度的小宽度的方式使用切刀制成给定宽度的卷(片的卷)而制造。眼镜框的制造用片例如可以在从挤出机的t型模头挤出后,将片切出,并反复进行压制成型而制造。
[0049]
本技术中记载的各实施方式中的各方案及它们的组合等是一个实例,在不脱离本发明的主旨的范围内,可以适当进行方案的附加、省略、置换及其它变更。本发明不限定于实施方式,而仅限定于权利要求书。
[0050]
实施例
[0051]
实施例及比较例
[0052]
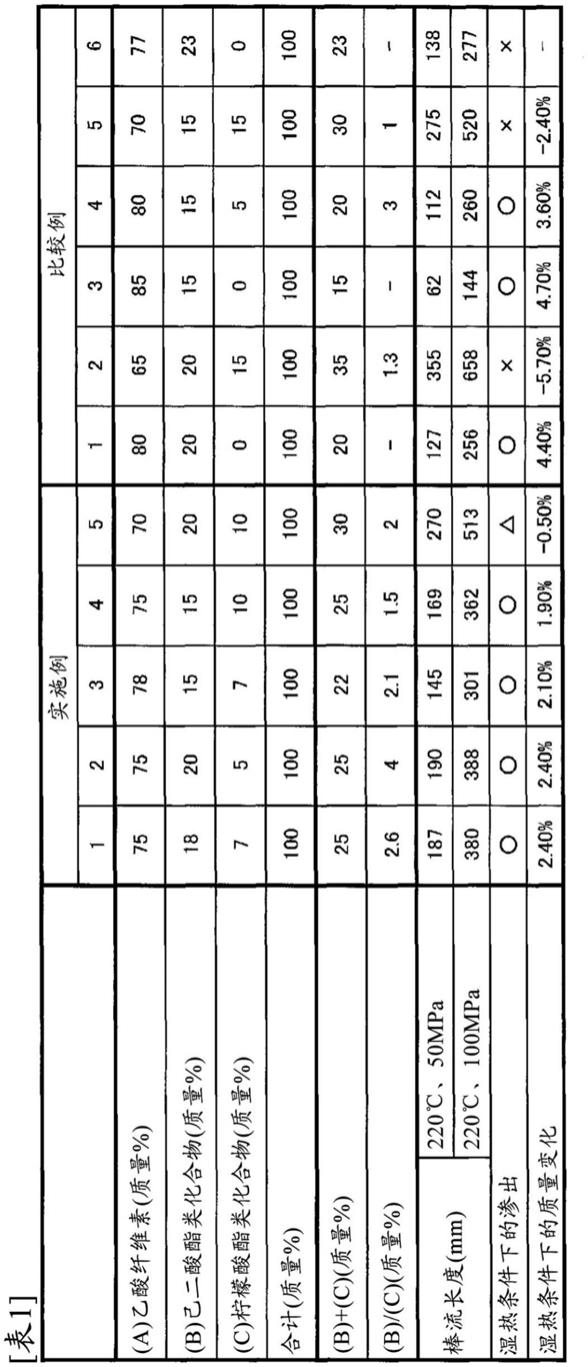
使用亨舍尔搅拌机,以使表1所示的(a)成分的纤维素酯、(b)成分的己二酸酯类化合物、(c)成分的柠檬酸酯类化合物基于混合机内的摩擦热而达到70℃以上的方式将各组合物搅拌混合后,供给至双螺杆挤出机(气缸温度:200℃、模具温度:210℃),挤出而进行粒料化。
[0053]
将得到的粒料供给至注塑成型机,在气缸温度220℃、模具温度50℃、成型循环60秒钟(注塑20秒钟、冷却时间40秒钟)的条件下注塑成型90mm
×
50mm
×
3mm的试验片,并用于各评价试验。
[0054]
<使用成分>
[0055]
(a)成分
[0056]
纤维素酯:商品名“l50”(乙酸纤维素)、取代度2.5、粘均聚合度180、株式会社大赛璐制
[0057]
(b)成分
[0058]
己二酸酯类化合物:商品名“daifatty
‑
101”、大八化学工业株式会社制
[0059]
(c)成分
[0060]
柠檬酸酯类化合物:商品名“citroflex 2”、森村商事株式会社
[0061]
<测定试验>
[0062]
(棒流长度(bar flow length))
[0063]
使用下述棒流(bar flow)模具,在气缸温度220℃、注塑压力50mpa或100mpa的条件下对粒料进行注塑成型,对此时的流动长度进行了评价。
[0064]
棒流模具:被挖出了赛场的跑道形的流路的模具。流路的截面形状为长方形,宽2cm,厚2mm。流路的前端是敞开的。
[0065]
(湿热条件下的渗出)
[0066]
将如上所述地成型的试验片在65℃、85%rh的气体氛围中放置500小时,用肉眼观察此时有无增塑剂的渗出。将没有渗出的情况设为
○
,将明确地确认到渗出的情况设为
×
,将稍稍确认到渗出但在允许范围内的情况设为
△
。
[0067]
(湿热条件下的质量变化)
[0068]
将如上所述地成型的试验片在65℃、85%rh的气体氛围中放置500小时,求出此时的质量减少率。在这样的高温高湿下,全部试验片的质量均会由于吸水而增加,但是对于性能不良的材料的情况而言,会发生由增塑剂的渗出、气化等导致的减少、由于分解等导致的质量的减少。例如,在比较例2、5中,可认为虽然在初期由于吸水而发生了质量增加,但是由于其后的增塑剂的放出等,导致质量发生了所增加的量以上的减少。
[0069][0070]
根据实施例1~5和比较例1、3、6可以确认,通过使用(b)成分的己二酸酯类化合物和(c)成分的柠檬酸酯类化合物,流动性(棒流长度)高,能够防止(b)成分的己二酸酯类化
合物的渗出。另外,根据实施例1~5和比较例1~4可以确认,通过在给定的范围内使用(b)成分与(c)成分的合计含量,能够在以高水平保持流动性(棒流长度)的情况下防止(b)成分、(c)成分在湿热条件下的渗出。
[0071]
另外,根据实施例1~5和比较例5可以确认,通过在给定的范围内使用(c)成分的含量,能够在以高水平保持流动性(棒流长度)的情况下防止(b)成分、(c)成分在湿热条件下的渗出。另外,根据实施例1~5和比较例6可以确认,通过在给定的范围内使用(b)成分的含量,能够防止(b)成分、(c)成分在湿热条件下的渗出。
[0072]
实施例6(鞋带打头用膜的制造)
[0073]
在单螺杆挤出机中设置片用t型模头,将气缸温度设为200℃、模具温度设为210℃,将实施例2的纤维素酯组合物粒料制造成厚度平均为0.4mm的鞋带打头用片(鞋带打头用膜)。将该片卷取于宽幅的大直径卷筒上,用切割器进行裁切,加工成宽度34mm的卷片(卷膜)。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

