1.本发明涉及功能性保健食品及药品技术领域,尤其涉及一种可消除菌 种间拮抗作用的益生菌粉的制备方法及得到的益生菌粉。
背景技术:
2.肠道菌群,人体肠道中的正常微生物,如双歧杆菌、乳酸杆菌以及乳 杆菌等能合成多种人体生长发育必须的维生素,如b族维生素(维生素b1、 b2、b6、b12),维生素k、烟酸、泛酸等,还能利用蛋白质残渣合成必需氨 基酸,如天冬门氨酸、苯丙氨酸、缬氨酸和苏氨酸等,并参与糖类和蛋白 质的代谢,同时还能促进铁、镁、锌等矿物元素的吸收。这些营养物质对 人类的健康有着重要作用,一旦缺少会引起多种疾病。除物质合成与代谢 功能外,肠道复杂的微生物生态系统与机体免疫系统之间的关系也极为密 切。肠道微生物不仅可以作为天然屏障维持肠上皮的完整性,防止病原微 生物入侵,还通过调节肠道粘膜分泌抗体作用于肠道免疫系统,并进一步 影响天然免疫和获得性免疫,因此肠道微生物又被认为是人体最大的“免 疫器官”。肠道微生物维持的免疫平衡在机体自身免疫疾病的预防过程中 起着重要作用,当某些因素导致肠道菌群发生改变时,会进一步影响到人 的其它免疫系统,这种免疫平衡一旦被打破,就容易导致各种疾病的产生。 越来越多的实验证据表明,肠道微生物不仅影响人体肠道本身的功能,还 通过调控人的免疫系统,从不同角度和层面影响人的健康。
3.为了综合提高产品的功效,市场上会通过复配的方式把各种益生菌混 合制剂销售,然而有的益生菌之间会存在拮抗作用,使得益生菌物质混合 后的总作用小于每种物质分开来的作用之和,受限于此,目前国内通常使 用的复配益生菌只有20余种,例如,植物乳杆菌分别和鼠李唐乳杆菌与干 酪乳杆菌之间有抑制作用而很少共同添加,即使添加了也由于实际运输过 程中发生拮抗过程导致功效减少甚至消失,该问题成为当前食品保健科学 领域面临的一大难题,此问题急需得到解决。
技术实现要素:
4.为了克服现有技术的缺陷,本发明所要解决的技术问题在于提出一种 可消除菌种间拮抗作用的益生菌粉的制备方法及益生菌粉,解决复配过程 益生菌之间拮抗的问题。
5.为达此目的,本发明采用以下技术方案:
6.本发明提供的一种可消除菌种间拮抗作用的益生菌粉的制备方法,其 步骤包括:
7.s00:按重量份计称取所需的不同菌种;
8.s10:菌种单独培养发酵,形成发酵混合物;
9.s20:发酵混合物通过离心机分离出菌体;
10.s30:菌体在急冻时间3秒以内温度从室温达到
‑
196℃到
‑
210℃,并且 干燥成粉末;
11.在s30步骤中提及的急冻时间,指的是菌体在在冷却过程中从室温降 到指定温度所需的时间;
12.s40:粉末加入到搅拌机混合,形成复合益生菌粉。
13.本发明优选地技术方案在于,在s30步骤中,菌体通过液氮方式进行 急冻干燥。
14.本发明优选地技术方案在于,在s30步骤中,急冻时间在0.5
‑
1.5秒 以内。
15.本发明优选地技术方案在于,在s30步骤中,在s30步骤中,所述粉 末的水分活度在0.1以下。
16.本发明优选地技术方案在于,在s30步骤中,经过急冻后菌体的存活 率≥95%。
17.本发明优选地技术方案在于,在s20步骤中,以2500
‑
4000r/min的转 速离心10
‑
15min。
18.本发明优选地技术方案在于,在s40步骤中,搅拌机进行120~200r/min 的匀速搅拌。
19.本发明优选地技术方案在于,在s10步骤中,发酵温度为35
‑
40℃,发 酵时间为6
‑
12h。
20.本发明优选地技术方案在于,,发酵混合物中益生菌活菌量为1
‑3×ꢀ
107cfu/ml。
21.本发明提供的一种益生菌粉,由上述的制备方法制得。
22.本发明优选地技术方案在于,益生菌粉还包括菊粉、乳糖醇、低聚异 麦芽糖、聚葡萄糖、低聚果糖、抗性糊精、低聚木糖的一种或以上。
23.与现有技术相比,本发明具有如下有益效果:
24.(1)菌体预冻环节摒弃了传统的预冻方式,选用了速冻技术。菌体细 胞经急冻后瞬间形成冷冻颗粒,在此过程中细胞内外的水分子在结晶时会 形成细小的,表面圆滑的小颗粒,避免刺破细胞膜而造成菌体损伤,提高 了后期冷冻干燥过程中细胞的完整性和活性。
25.(2)通过急冻后瞬间形成冷冻颗粒,可以防止益生菌之间的拮抗作 用,使得多种益生菌物质混合后的总作用不会受到减少或者衰减,能够使 得销售的益生菌粉具备更加综合的功效。
附图说明
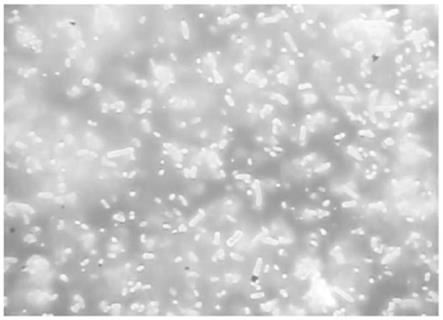
26.附图1为实施例1的显微镜视图,附图2为对比例1的显微镜视图
具体实施方式
27.下面结合具体实施方式对本发明作进一步的说明,但实施例并不对本 发明做任何形式的限定。除非另有说明,本发明实施例采用的原料试剂为 常规购买的原料试剂。
28.实施例1
‑
3和对比例1
‑229.一种益生菌粉,包括如下表1所示按照重量份计算的组分。
30.表1配方的各组分含量(重量份)
31.[0032][0033]
实施例1
‑3[0034]
实施例1
‑
3的区别在于益生菌粉配方的各组分含量。
[0035]
实施例1针对的是植物乳杆菌和鼠李糖乳杆菌、干酪乳杆菌的抑制拮 抗作用情况;
[0036]
实施例2针对的是乳双歧杆菌和鼠李糖乳杆菌、嗜酸乳杆菌的抑制拮 抗作用情况;
[0037]
实施例3针对的是两歧双歧杆菌和植物乳杆菌、鼠李糖乳杆菌的抑制拮 抗作用情况。
[0038]
步骤具体如下:
[0039]
一种可消除菌种间拮抗作用的益生菌粉的制备方法,包括以下步骤:
[0040]
s00:按重量份计称取所需的不同菌种;
[0041]
s10:菌种单独培养发酵,发酵温度为37℃,发酵时间为10h,发酵混 合物中益生菌活菌量为2.5
×
10
11
cfu/l,形成发酵混合物;
[0042]
s20:发酵混合物通过离心机分离出菌体,以2700r/min的转速离心 15min;
[0043]
s30:菌体在真空环境下在2秒以内急冻温度达到
‑
200℃左右,并且干 燥成粉末,粉末的水分活度在0.08;
[0044]
s40:粉末加入到搅拌机混合,搅拌机进行180r/min的匀速搅拌形成 复合益生菌粉。
[0045]
对比例1
[0046]
对比例1与实施例1的区别在于步骤s30的冷冻时间,步骤具体如下:
[0047]
s00:按重量份计称取所需的不同菌种;
[0048]
s10:菌种单独培养发酵,发酵温度为37℃,发酵时间为10h,发酵混 合物中益生菌活菌量为2.5
×
10
11
cfu/l,形成发酵混合物;
[0049]
s20:发酵混合物通过离心机分离出菌体,以2700r/min的转速离心 15min;
[0050]
s30:菌体在真空环境下在6秒以内急冻温度到
‑
200℃左右,并且干燥 成粉末,粉末的水分活度在0.08;
[0051]
s40:粉末加入到搅拌机混合,搅拌机进行180r/min的匀速搅拌形成 复合益生菌粉。
[0052]
对比例2
[0053]
对比例1与实施例1的区别在于步骤s30的水分活度,步骤具体如下:
[0054]
s00:按重量份计称取所需的不同菌种;
[0055]
s10:菌种单独培养发酵,发酵温度为37℃,发酵时间为10h,发酵混 合物中益生菌活菌量为2.5
×
10
11
cfu/l,形成发酵混合物;
[0056]
s20:发酵混合物通过离心机分离出菌体,以2700r/min的转速离心 15min;
[0057]
s30:菌体在真空环境下在2秒以内急冻温度到
‑
200℃左右,并且干燥 成粉末,粉末的水分活度在0.18;
[0058]
s40:粉末加入到搅拌机混合,搅拌机进行180r/min的匀速搅拌形成 复合益生菌粉。
[0059]
测试方法:
[0060]
上述制备的益生菌粉在常温下放置12个月,分别测试其活性、乳酸菌 总数。
[0061]
活性:以proteases筛选培养基做测试进行测试;
[0062]
乳酸菌总数:按照gb4789.35—2016进行测试;
[0063]
测试结果如表2所示。
[0064]
表2实施例和对比例的一种益生菌粉的测试数据
[0065][0066]
菌体微观图像:
[0067]
实施例1和对比例1制备的复合益生菌粉在37℃的条件下溶于水后,5 分钟后,在400倍显微镜下观察,如图1和图2所示。
[0068]
根据实施例1
‑
3的数据表明,对于具有拮抗作用的不同配方,本发明 制备的益生菌粉的活性在20000u以上,而且乳酸菌菌浓度在107cfu/ml以 上,可见能够很好的克服原本具有拮抗的益生菌之间的相互作用,保持活 性和稳定性,从而保证产品的功效。
[0069]
而且,本发明上述实施例中的配方组分已经涵括了《可用于保健食品 的益生菌菌种名单》的全部菌种,能作为全菌种益生菌粉的应用推广,具 有重要的社会价值和经济价
值。
[0070]
实施例1比对比例1的急冻速度更快,活性和乳酸菌菌浓度都明显的 改善,实施例1因为急速冻干菌体,菌体细胞经急冻后瞬间形成冷冻颗粒, 在此过程中细胞内外的水分子在结晶时会形成细小的,表面圆滑的小颗粒, 避免刺破细胞膜而造成菌体损伤,提高了后期冷冻干燥过程中细胞的完整 性和活性。而对比例1中,缓慢的冷冻,菌体细胞内外的水分子可能会形 成不均匀的冰晶,从而刺破细胞导致细胞死亡,无法继续维持正常的形态, 因此表2的数据中实施例1的活性和存活率明显高于对比例1的数据。同 时图1能看到大量的活菌体,而图2只有少量的活菌体存在。本发明通过 急冻的方法提高了急冻后益生菌的稳定性,减少相互之间的作用,提高了 抗拮抗的效果,因此表2的数据中实施例1的乳酸菌菌浓度明显高于对比 例1的数据。
[0071]
水分活度(aw)是干燥和脱水产品在生产和储存过程中影响其稳定性的 一个重要因素。对干燥或脱水产品的水分活度进行控制能让其保持正确结 构、质地、稳定性、密度和再水化性。水分活度越高,益生菌的稳定性越差, 反之,越好。实施例1比对比例2的水分活度更低,虽然两者对急冻过程中 造成的破坏影响小,但是水分活度的减少进一步提高了益生菌的稳定性, 减少相互之间的作用,提高了抗拮抗的效果。对比例2比实施例1的制备 过程中水分活度更高,益生菌产品的活性和稳定性有所下降。
[0072]
本发明是通过优选实施例进行描述的,本领域技术人员知悉,在不脱 离本发明的精神和范围的情况下,可以对这些特征和实施例进行各种改变 或等效替换。本发明不受此处所公开的具体实施例的限制,其他落入本申 请的权利要求内的实施例都属于本发明保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。