阻燃fdy纺纱工艺
技术领域
1.本发明属于纺纱工艺技术领域,尤其涉及一种阻燃fdy纺纱工艺。
背景技术:
2.fdy,即全拉伸丝,在纺丝过程中引入拉伸作用,可获得具有高取向度和中等结晶度的卷绕丝,为全拉伸丝。常规的有涤纶和锦纶的全拉伸丝,都属于化纤长丝。fdy面料手感顺滑柔软,经常被用于织造仿真丝面料。在服装和家纺方面有广泛的用途。
3.随着人类对生命的重视,现在公用和家用纺织品,如高铁、汽车、航空座套、房内装饰、数据线、床上用品等等,对阻燃性要求越来越高,传统的纺纱要具备阻燃性能,需要增加原料中的磷含量,然而,在实际生产过程中,半成品纺丝熔体流性会随着磷含量的改变而改变,传统的成型温度参数并不适用熔体流性改变的纺丝成型,导致阻燃fdy纺纱成型困难,影响纺纱生产。
技术实现要素:
4.本发明的目的在于提供一种阻燃fdy纺纱工艺,旨在解决现有技术中的的技术问题。
5.为实现上述目的,本发明实施例提供的一种阻燃fdy纺纱工艺,包括以下步骤:
6.s100:取含磷量大于6500mg/kg的pet原料作切片;
7.s200:将pet原料切片结晶干燥加入母粒混纺;
8.s300:将切片结晶和母粒混合体添加至螺杆挤出机内,经螺杆挤出机加热呈熔体结构;
9.s400:经螺杆挤出机输出的熔体经喷丝板喷出,冷却吹风呈纤维状丝体;
10.s500:将纤维丝上油,由热辊牵伸、定型;
11.s600:将定型纺丝卷绕在纸筒上呈丝锭结构;
12.其中,原料切片的干燥温度在110~150℃的范围内,干燥时间在4~6h的范围内,原料切片的结晶温度在120~160℃之间,螺杆挤出机的螺杆各区温度在 260~280℃的范围内,联苯保温温度在270~285℃的范围内。
13.可选地,所述pet原料的含磷量在6500~7000mg/kg的范围内。
14.可选地,在步骤s200中,原料切片结晶干燥时间为5h。
15.可选地,在步骤s500中,纤维丝上油后依次由第一辊体和第二辊体分别拉伸和牵引纤维丝,使纤维丝变形至预设粗细程度后定型,所述第一辊体的温度为70~85℃,所述第二辊体的温度为110~130℃。
16.可选地,在步骤s600中,定型纺丝的卷绕速度为3600m/min。
17.可选地,在步骤s300中,将有色母粒加入混合体中,有色母粒的质量占比为1~8%;其中,在加入所述有色母粒后,螺杆挤出机的螺杆各区温度在 265~285℃的范围内,联苯保温温度在275~290℃的范围内。
18.可选地,在步骤s400中,螺杆挤出机的螺杆各区温度为:一区260~266℃、二区263~271℃、三区266~274℃、四区270~276℃、五区273~279℃、六区275~280℃,所述纺丝熔体的温度为275~280℃。
19.可选地,在步骤s300中,将有色母粒加入混合体中,有色母粒的质量占比为1~8%;其中,在加入所述有色母粒后,螺杆挤出机的螺杆各区温度在 265~285℃的范围内,联苯保温温度在275~290℃的范围内;其中,在步骤s400 中,螺杆挤出机的螺杆各区温度为:一区265~271℃、二区268~276℃、三区 271~279℃、四区275~281℃、五区278~284℃、六区280~285℃,所述纺丝熔体的温度为280~285℃。
20.本发明实施例提供的阻燃fdy纺纱工艺中的上述一个或多个技术方案至少具有如下技术效果之一:相较于现有技术中的纺丝在实际生产过程中,半成品纺丝熔体流性会因磷含量的改变而改变,传统的成型温度参数并不适用熔体流性改变的纺丝成型,导致阻燃fdy纺纱成型困难,影响纺纱生产的技术问题:
21.(1)本发明提供的阻燃fdy纺纱工艺加入大于6500mg/kg含磷量的pet 原料切片到母粒中,针对性地改变原料切片的结晶温度、干燥温度和干燥时间,保证干燥后的原料特性粘度降小于0.01dl/g,以确保原料在后续挤出、成丝、拉伸、牵引和卷绕的过程中保持稳定的流变性,使纺丝成品能够顺利成型的同时,保证纺丝生产有序进行,稳定生产效率。
22.(2)本发明提供的阻燃fdy纺纱工艺中的螺杆各区的温度为260度到280 度之间,联苯保温温度设为270度到285度之间,配合适当的牵引辊、拉伸辊和卷绕速度,生产获得的fdy阻燃色纱产品的物理指标:断裂强度3cn/dtex, 以上,断裂伸长22—36%,达到国标,这种技术生产的阻燃纤维的织物面料达标阻燃b1级(gb20286)。
具体实施方式
23.下面详细描述本发明的实施例,旨在用于解释本发明的实施例,而不能理解为对本发明的限制。
24.在本发明实施例的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系,仅是为了便于描述本发明实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
25.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
26.在本发明实施例中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明实施例中的具体含义。
27.在本发明中,若非特指,所有的份、百分比均为重量单位,所有的原料、设备等均可从市场购得或本行业常用的,其中,含磷量在6000mg/kg至7500mg /kg范围内的pet原料切
片和各色母粒可市购。
28.在本发明的一个实施例中,提供一种阻燃fdy纺纱工艺,包括以下步骤:
29.s100:取含磷量大于6500mg/kg的pet原料作切片;
30.s200:将pet原料切片结晶干燥加入母粒混纺;
31.s300:将切片结晶和母粒混合体添加至螺杆挤出机内,经螺杆挤出机加热呈熔体结构;
32.s400:经螺杆挤出机输出的熔体经喷丝板喷出,冷却吹风呈纤维状丝体;
33.s500:将纤维丝上油,由热辊牵伸、定型;
34.s600:将定型纺丝卷绕在纸筒上呈丝锭结构;
35.其中,原料切片的干燥温度在110~150℃的范围内,干燥时间在4~6h的范围内,原料切片的结晶温度在120~160℃之间,螺杆挤出机的螺杆各区温度在 260~280℃的范围内,联苯保温温度在270~285℃的范围内。
36.具体的,相较于现有技术中的纺丝在实际生产过程中,半成品纺丝熔体流性会因磷含量的改变而改变,传统的成型温度参数并不适用熔体流性改变的纺丝成型,导致阻燃fdy纺纱成型困难,影响纺纱生产的技术问题:本发明提供的阻燃fdy纺纱工艺加入大于6500mg/kg含磷量的pet原料切片到母粒中,针对性地改变原料切片的结晶温度、干燥温度和干燥时间,保证干燥后的原料特性粘度降小于0.01dl/g,以确保原料在后续挤出、成丝、拉伸、牵引和卷绕的过程中保持稳定的流变性,使纺丝成品能够顺利成型的同时,保证纺丝生产有序进行,稳定生产效率。
37.同时,本发明提供的阻燃fdy纺纱工艺中的螺杆各区的温度为260度到280 度之间,联苯保温温度设为270度到285度之间,在该温度参数下,生产获得的fdy阻燃色纱产品的物理指标:断裂强度3cn/dtex,以上,断裂伸长22— 36%,达到国标,这种技术生产的阻燃纤维的织物面料达标阻燃b1级 (gb20286)。
38.在本发明的另一个实施例中,所述pet原料的含磷量在6500~7000mg/kg 的范围内,在合适范围内的含磷量可以保证原料结晶成型,有利于后续纺纱工序开展。
39.在本发明的另一个实施例中,在步骤s200中,原料切片结晶干燥时间为5h,增加含磷量后,原料的软化点变低,相较于传统的6~8h结晶干燥时间,采用5h 干燥时间既能提高原料结晶效率,又能够保证结晶效果。
40.在本发明的另一个实施例中,在步骤s500中,纤维丝上油后依次由第一辊体和第二辊体分别拉伸和牵引纤维丝,使纤维丝变形至预设粗细程度后定型,所述第一辊体的温度为70~85℃,所述第二辊体的温度为110~130℃,传统的 fdy纺纱二辊温度:一辊为75~95℃,二辊为125~150℃,相较于常规的fdy 纺纱二辊温度,本发明实施例中的二辊温度相对较低,更适用于增加含磷量后,粘度降小于0.01dl/g的熔体拉伸和牵引,提高纺纱成型效果。
41.在本发明的另一个实施例中,在步骤s600中,定型纺丝的卷绕速度为 3600m/min,传统fdy纺纱成型卷绕速度为4000~4800m/min,在加入磷后,产品的断裂伸长最大值为36%,在该最大限度下,传统的卷绕速度对于该断裂伸长量所适应的最大卷绕速度来说属于偏高的程度,容易拉断成型纺纱,因此本发明实施例中的卷绕速度明显降低,更适用于加入磷后的纺丝卷绕成型。
42.在本发明的另一个实施例中,在步骤s400中,螺杆挤出机的螺杆各区温度为:一区260~266℃、二区263~271℃、三区266~274℃、四区270~276℃、五区273~279℃、六区275~280℃,所述纺丝熔体的温度为275~280℃,根据熔体的流变性和粘度对应下调螺杆各区温度,保证熔体能够顺利受热并移动至螺杆挤出机的输出端。
43.在本发明的另一个实施例中,在步骤s300中,将有色母粒加入混合体中,有色母粒的质量占比为1~8%;其中,在加入所述有色母粒后,熔体的流变性和粘度均发生改变,螺杆各区温度需要上调5%,因此,螺杆挤出机的螺杆各区温度在265~285℃的范围内,联苯保温温度在275~290℃的范围内。
44.在本发明的另一个实施例中,在步骤s400中,螺杆挤出机的螺杆各区温度为:一区265~271℃、二区268~276℃、三区271~279℃、四区275~281℃、五区278~284℃、六区280~285℃,所述纺丝熔体的温度为280~285℃。
45.在实施例和对比例中的各特性,按照以下方法及行业内公知方法测定:
46.特性粘度[η](dl/g),测试方法:参照gb/t14190
‑
2008;
[0047]
断裂强度(cn/dtex),测试方法:参照gb/t3916
‑
1997;
[0048]
断裂伸长率(%),测试方法:参照gb/t3916
‑
1997;
[0049]
阻燃性,测试方法:gb 20286
‑
2006;
[0050]
断纱次数,测试方法:计数通过纺丝和拉伸形成100kg细丝时发生的断纱次数,较少断纱次数被认为是具有更好的可纺性。
[0051]
为了保证纺丝生产能够顺利进行,传统的纺纱工艺通常会对结晶特性粘度、螺杆挤出机输出端的熔体特性粘度进行测试,并结合成品的断裂强度、断裂伸长和可纺性,即纺丝成品的质量,调整纺纱工艺中的温度参数、时间参数和速度参数,进而达到控制结晶体和熔体的特性粘度的效果。具体的,下面给出传统的fdy纺纱工艺对比例:
[0052]
对比例1
[0053]
s100:将pet原料切片结晶干燥,结晶温度为170℃,干燥温度为160℃,干燥时间为7h;
[0054]
s200:将切片结晶和母粒混合体添加至螺杆挤出机内,经螺杆挤出机加热呈熔体结构,其中,螺杆挤出机的螺杆各区温度为:一区270℃、二区274℃、三区278℃、四区282℃、五区286℃、六区293℃;
[0055]
s300:经螺杆挤出机输出的熔体经喷丝板喷出,冷却吹风呈纤维状丝体;
[0056]
s400:将纤维丝上油,由热辊牵伸、定型,其中,一辊的温度为85℃,二辊的温度为135℃;
[0057]
s500:将定型纺丝卷绕在纸筒上呈丝锭结构,其中,卷绕速度为4400m/min。
[0058]
其中,在步骤s100中,测得结晶体特性粘度为0.01dl/g,在步骤s200中测得螺杆挤出机输出的熔体特性粘度为0.015dl/g,在步骤s500中测得纺丝的断裂强度为3.5cn/dtex,断裂伸长为30%,阻燃等级为b2级。
[0059]
为了保证采用含磷原料的纺纱工艺正常进行,以下本发明所进行的实施例和对比例均是以接近对比例1中的测试参数为目的,例如,保证干燥后的特性粘度降接近0.01dl/g,以及保证纺丝的熔体的特性粘度降接近0.015dl/g。
[0060]
为了保证采用含磷原料的纺纱工艺所生产的产品能够达到预设的阻燃性能 (b1
级)和产品质量水平,以下本发明所进行的实施例和对比例均是以接近对比例1中的测试参数为目的,例如,成型纺丝的断裂强度应在3cn/dtex以上,断裂伸长应在22%至36%的范围内。
[0061]
关于磷含量对阻燃性能的影响:
[0062]
下面针对磷含量参数调节变化给出对应实施例和对比例:
[0063]
实施例1
[0064]
一种阻燃fdy纺纱工艺,包括以下步骤:
[0065]
s100:取含磷量为6500mg/kg的pet原料作切片;
[0066]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为175℃,干燥温度为165℃,干燥时间为7h;
[0067]
s300:将切片结晶和母粒混合体添加至螺杆挤出机内,经螺杆挤出机加热呈熔体结构,其中,螺杆挤出机的螺杆各区温度为:一区270℃、二区274℃、三区278℃、四区282℃、五区286℃、六区293℃;
[0068]
s400:经螺杆挤出机输出的熔体经喷丝板喷出,冷却吹风呈纤维状丝体;
[0069]
s500:将纤维丝上油,由热辊牵伸、定型,其中,一辊的温度为90℃,二辊的温度为140℃;
[0070]
s600:将定型纺丝卷绕在纸筒上呈丝锭结构,其中,卷绕速度为4400m/min。
[0071]
实施例2
[0072]
一种阻燃fdy纺纱工艺,包括以下步骤:
[0073]
s100:取含磷量为7000mg/kg的pet原料作切片;
[0074]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为180℃,干燥温度为170℃,干燥时间为7h;
[0075]
s300:将切片结晶和母粒混合体添加至螺杆挤出机内,经螺杆挤出机加热呈熔体结构,其中,螺杆挤出机的螺杆各区温度为:一区270℃、二区274℃、三区278℃、四区282℃、五区286℃、六区293℃;
[0076]
s400:经螺杆挤出机输出的熔体经喷丝板喷出,冷却吹风呈纤维状丝体;
[0077]
s500:将纤维丝上油,由热辊牵伸、定型,其中,一辊的温度为95℃,二辊的温度为145℃;
[0078]
s600:将定型纺丝卷绕在纸筒上呈丝锭结构,其中,卷绕速度为4600m/min。
[0079]
对比例2
[0080]
一种阻燃fdy纺纱工艺,包括以下步骤:
[0081]
s100:取含磷量为6000mg/kg的pet原料作切片;
[0082]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为170℃,干燥温度为160℃,干燥时间为7h;
[0083]
s300:将切片结晶和母粒混合体添加至螺杆挤出机内,经螺杆挤出机加热呈熔体结构,其中,螺杆挤出机的螺杆各区温度为:一区270℃、二区274℃、三区278℃、四区282℃、五区286℃、六区293℃;
[0084]
s400:经螺杆挤出机输出的熔体经喷丝板喷出,冷却吹风呈纤维状丝体;
[0085]
s500:将纤维丝上油,由热辊牵伸、定型,其中,一辊的温度为85℃,二辊的温度为
135℃;
[0086]
s600:将定型纺丝卷绕在纸筒上呈丝锭结构,其中,卷绕速度为4400m/min。
[0087]
对比例3
[0088]
一种阻燃fdy纺纱工艺,包括以下步骤:
[0089]
s100:取含磷量为7500mg/kg的pet原料作切片;
[0090]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为185℃,干燥温度为175℃,干燥时间为7h;
[0091]
s300:将切片结晶和母粒混合体添加至螺杆挤出机内,一区270℃、二区 274℃、三区278℃、四区282℃、五区286℃、六区293℃;
[0092]
其中,与上述对比例和实施例不同的是,在其余参数条件变化不大的情况下,受过高的磷含量原料切片影响,本对比例在进行步骤s300时,螺杆挤出机的输出端熔体射出速度小,无法成型为纤维状结构。
[0093]
实施例1、实施例2、对比例2和对比例3记载的纺纱工艺参数如下表所示:
[0094] 对比例2实施例1实施例2对比例3磷含量mg/kg6000650070007500结晶℃170175180185干燥℃160165170175时间h7777螺杆℃270~293270~293270~293270~293一辊℃859095\二辊℃135140145\卷绕m/min440044004600\
[0095]
实施例1、实施例2和对比例2的阻燃等级检测结果如下表所示(对比例3 未能成型纺丝,无法进行阻燃等级检测):
[0096]
对比例2实施例1实施例2b2b1b1
[0097]
本领域的技术人员应当理解,在类似的工艺条件下,磷含量越高,产品阻燃性能越好,结合上述测试结果可得,当磷含量在6500至7000mg/kg的范围内时,由传统纺纱工艺生产成型的纺丝阻燃等级能够达到b1级,超过该范围时,例如对比例3所示,纺丝无法成型;低于该范围时,如对比例2所示,纺丝的阻燃等级为b2级,无法达到理想的阻燃标准,因此,磷含量最佳范围为6500 至7000mg/kg。
[0098]
关于结晶温度、干燥温度和干燥时间对纺纱工艺的影响:
[0099]
由对比例1可得,在pet原料切片结晶完毕后,该结晶的特性粘度为 0.01dl/g,以该特性粘度为判断结晶体在螺杆中的流变性的判断基准,下面为本发明工艺针对结晶温度、干燥温度和干燥时间对纺纱工艺的影响进行的实施例和对比例:
[0100]
实施例3
[0101]
一种阻燃fdy纺纱工艺,包括以下步骤:
[0102]
s100:取含磷量为6500mg/kg的pet原料作切片;
[0103]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为120℃,干燥温度
为110℃,干燥时间为6h。
[0104]
实施例4
[0105]
一种阻燃fdy纺纱工艺,包括以下步骤:
[0106]
s100:取含磷量为6500mg/kg的pet原料作切片;
[0107]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为140℃,干燥温度为130℃,干燥时间为5h。
[0108]
实施例5
[0109]
一种阻燃fdy纺纱工艺,包括以下步骤:
[0110]
s100:取含磷量为6500mg/kg的pet原料作切片;
[0111]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为160℃,干燥温度为150℃,干燥时间为4h。
[0112]
对比例4
[0113]
一种阻燃fdy纺纱工艺,包括以下步骤:
[0114]
s100:取含磷量为6500mg/kg的pet原料作切片;
[0115]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为170℃,干燥温度为160℃,干燥时间为7h。
[0116]
对比例5
[0117]
一种阻燃fdy纺纱工艺,包括以下步骤:
[0118]
s100:取含磷量为6500mg/kg的pet原料作切片;
[0119]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为115℃,干燥温度为105℃,干燥时间为8h。
[0120]
对比例6
[0121]
一种阻燃fdy纺纱工艺,包括以下步骤:
[0122]
s100:取含磷量为6500mg/kg的pet原料作切片;
[0123]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为165℃,干燥温度为155℃,干燥时间为4h。
[0124]
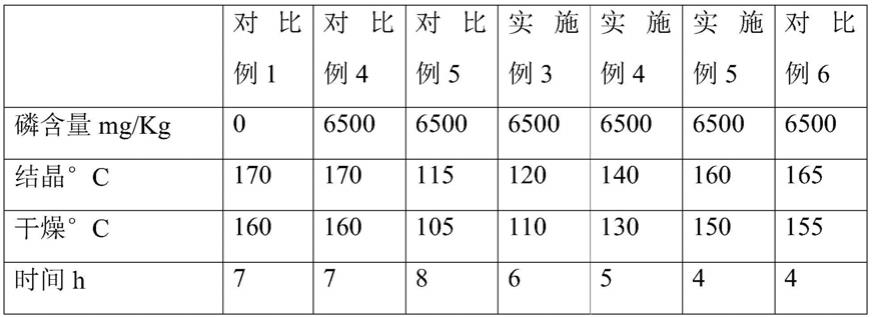
实施例3~5、对比例1和对比例4~6的纺纱工艺参数如下表所示:
[0125][0126]
实施例3~5、对比例1和对比例4~6的结晶特性粘度dl/g测试结果如下表所示:
[0127]
对比例1对比例4对比例5实施例3实施例4实施例5对比例60.010.0040.020.010.0090.010.004
[0128]
由上述测试结果可得:传统的纺纱工艺中,结晶和母粒混合体在进入螺杆挤出机时的特性粘度为0.01dl/g,混合体在螺杆挤出机中表现出中等的流变性,使螺杆挤出能够充分将混合体加热搅拌以提高熔体的可纺性,对比例4和对比例6与传统的纺纱工艺参数接近,但是受磷含量的影响,结晶粘度特性降低,导致结晶流变性提高,将结晶温度和干燥温度降低,干燥时间缩短,如实施例 3~5所示,结晶的特性粘度与对比例1接近,当结晶温度低于120℃,干燥温度低于110℃时,结晶特性粘度增加,如对比例5所示,参考对比例1的结晶特性粘度可得出,最合适的结晶温度为120℃至160℃,最合适的干燥温度为110℃至150℃,干燥时间对应最合适的范围在4至6小时内。
[0129]
关于螺杆挤出机的螺杆温度对螺杆挤出机输出端熔体的特性粘度的影响:
[0130]
由对比例1可得,螺杆挤出机的输出端熔体的特性粘度为0.015dl/g,以该特性粘度为判断熔体可纺性的判断基准,下面为本发明工艺针对螺杆各区温度对纺纱工艺的影响进行的实施例和对比例,其中,为了保证结晶体粘度特性呈理想状态,下列实施例和对比例中的磷含量、结晶温度、干燥温度和干燥时间均与实施例4相同,具体如下:
[0131]
实施例7
[0132]
一种阻燃fdy纺纱工艺,包括以下步骤:
[0133]
s100:取含磷量为6500mg/kg的pet原料作切片;
[0134]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为140℃,干燥温度为130℃,干燥时间为5h;
[0135]
s300:将切片结晶和母粒混合体添加至螺杆挤出机内,经螺杆挤出机加热呈熔体结构,其中,螺杆挤出机的螺杆各区温度为:一区260℃、二区264℃、三区268℃、四区272℃、五区276℃、六区280℃。
[0136]
对比例7
[0137]
一种阻燃fdy纺纱工艺,包括以下步骤:
[0138]
s100:取含磷量为6500mg/kg的pet原料作切片;
[0139]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为140℃,干燥温度为130℃,干燥时间为5h;
[0140]
s300:将切片结晶和母粒混合体添加至螺杆挤出机内,经螺杆挤出机加热呈熔体结构,其中,螺杆挤出机的螺杆各区温度为:一区250℃、二区254℃、三区258℃、四区262℃、五区267℃、六区273℃。
[0141]
对比例8
[0142]
一种阻燃fdy纺纱工艺,包括以下步骤:
[0143]
s100:取含磷量为6500mg/kg的pet原料作切片;
[0144]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为140℃,干燥温度为130℃,干燥时间为5h;
[0145]
s300:将切片结晶和母粒混合体添加至螺杆挤出机内,经螺杆挤出机加热呈熔体结构,其中,螺杆挤出机的螺杆各区温度为:一区270℃、二区274℃、三区278℃、四区282℃、五区286℃、六区293℃。
[0146]
实施例7、对比例7和实施例8的纺纱工艺参数如下表所示:
[0147][0148]
实施例7、对比例7和实施例8的熔体特性粘度dl/g测试结果如下表所示:
[0149]
对比例7实施例7对比例8对比例10.020.0150.0060.015
[0150]
由上述测试结果可得:对比例1中,螺杆挤出机的输出端熔体特性粘度为0.015dl/g,含磷的熔体特性粘度随螺杆挤出机的螺杆区的温度增加而降低,当螺杆挤出机的螺杆区温度范围在260~280℃时,熔体的特性粘度最接近对比例1,熔体的流变性与对比例1最为接近,因此,含磷原料的纺纱工艺中,螺杆挤出机的螺杆区温度应设定在260~280℃的范围内,对应的联苯保温设备的保温温度范围与该温度范围接近,本发明提供的联苯保温温度的270~285℃。
[0151]
关于牵引辊和拉伸辊的温度、以及纸筒卷绕速度对纺丝产品的质量影响:
[0152]
由对比例1可得,成型的纺丝产品的断裂强度为3.5cn/dtex,断裂伸长为 30%,下面为本发明工艺针对牵引辊和拉伸辊温度、以及纸筒卷绕速度对纺丝产品的质量影响进行的实施例和对比例,其中,为了保证螺杆挤出机的输出端熔体的粘度特性呈理想状态,下列实施例和对比例中螺杆温度参数均与实施例7 相同,具体如下:
[0153]
实施例8
[0154]
一种阻燃fdy纺纱工艺,包括以下步骤:
[0155]
s100:取含磷量为6500mg/kg的pet原料作切片;
[0156]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为140℃,干燥温度为130℃,干燥时间为5h;
[0157]
s300:将切片结晶和母粒混合体添加至螺杆挤出机内,经螺杆挤出机加热呈熔体结构,其中,螺杆挤出机的螺杆各区温度为:一区260℃、二区264℃、三区268℃、四区272℃、五区276℃、六区280℃。
[0158]
s400:经螺杆挤出机输出的熔体经喷丝板喷出,冷却吹风呈纤维状丝体;
[0159]
s500:将纤维丝上油,由热辊牵伸、定型,其中,一辊的温度为70℃,二辊的温度为110℃;
[0160]
s600:将定型纺丝卷绕在纸筒上呈丝锭结构,其中,卷绕速度为3400m/min。
[0161]
实施例9
[0162]
一种阻燃fdy纺纱工艺,包括以下步骤:
[0163]
s100:取含磷量为6500mg/kg的pet原料作切片;
[0164]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为140℃,干燥温度
为130℃,干燥时间为5h;
[0165]
s300:将切片结晶和母粒混合体添加至螺杆挤出机内,经螺杆挤出机加热呈熔体结构,其中,螺杆挤出机的螺杆各区温度为:一区260℃、二区264℃、三区268℃、四区272℃、五区276℃、六区280℃。
[0166]
s400:经螺杆挤出机输出的熔体经喷丝板喷出,冷却吹风呈纤维状丝体;
[0167]
s500:将纤维丝上油,由热辊牵伸、定型,其中,一辊的温度为80℃,二辊的温度为120℃;
[0168]
s600:将定型纺丝卷绕在纸筒上呈丝锭结构,其中,卷绕速度为3800m/min。
[0169]
实施例10
[0170]
s100:取含磷量为6500mg/kg的pet原料作切片;
[0171]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为140℃,干燥温度为130℃,干燥时间为5h;
[0172]
s300:将切片结晶和母粒混合体添加至螺杆挤出机内,经螺杆挤出机加热呈熔体结构,其中,螺杆挤出机的螺杆各区温度为:一区260℃、二区264℃、三区268℃、四区272℃、五区276℃、六区280℃。
[0173]
s400:经螺杆挤出机输出的熔体经喷丝板喷出,冷却吹风呈纤维状丝体;
[0174]
s500:将纤维丝上油,由热辊牵伸、定型,其中,一辊的温度为85℃,二辊的温度为130℃;
[0175]
s600:将定型纺丝卷绕在纸筒上呈丝锭结构,其中,卷绕速度为4000m/min。
[0176]
对比例9
[0177]
s100:取含磷量为6500mg/kg的pet原料作切片;
[0178]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为140℃,干燥温度为130℃,干燥时间为5h;
[0179]
s300:将切片结晶和母粒混合体添加至螺杆挤出机内,经螺杆挤出机加热呈熔体结构,其中,螺杆挤出机的螺杆各区温度为:一区260℃、二区264℃、三区268℃、四区272℃、五区276℃、六区280℃。
[0180]
s400:经螺杆挤出机输出的熔体经喷丝板喷出,冷却吹风呈纤维状丝体;
[0181]
s500:将纤维丝上油,由热辊牵伸、定型,其中,一辊的温度为65℃,二辊的温度为105℃;
[0182]
s600:将定型纺丝卷绕在纸筒上呈丝锭结构,其中,卷绕速度为3000m/min。
[0183]
对比例10
[0184]
s100:取含磷量为6500mg/kg的pet原料作切片;
[0185]
s200:将pet原料切片结晶干燥加入母粒混纺,其中,结晶温度为140℃,干燥温度为130℃,干燥时间为5h;
[0186]
s300:将切片结晶和母粒混合体添加至螺杆挤出机内,经螺杆挤出机加热呈熔体结构,其中,螺杆挤出机的螺杆各区温度为:一区260℃、二区264℃、三区268℃、四区272℃、五区276℃、六区280℃。
[0187]
s400:经螺杆挤出机输出的熔体经喷丝板喷出,冷却吹风呈纤维状丝体;
[0188]
s500:将纤维丝上油,由热辊牵伸、定型,其中,一辊的温度为90℃,二辊的温度为
135℃;
[0189]
s600:将定型纺丝卷绕在纸筒上呈丝锭结构,其中,卷绕速度为4400m/min。
[0190]
实施例8~10和对比例9~10的纺纱工艺参数如下表所示:
[0191][0192]
实施例8~10和对比例9~10的产品的断裂强度和断裂伸长测试结果如下表所示:
[0193][0194]
对比例1中,成型的纺丝产品的断裂强度为3.5cn/dtex,断裂伸长为30%,根据对比例9~10和实施例8~10的测试结果可以看出,随着一辊(牵引辊)温度、二辊(拉伸辊)温度和卷绕速度的提升,成型纺丝产品的断裂强度和断裂伸长逐渐增加,根据实施例8~10的测试结果可以看出,当一辊温度范围在 70~85℃、二辊温度范围在110~130℃、卷绕速度范围在3400~4000m/min时,纺丝产品的断裂强度和断裂伸长与对比例1最为接近,因此,最合适的一辊温度、二辊温度和卷绕速度分别为70~85℃、110~130℃和3400~4000m/min。
[0195]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

