1.本发明属于瓦楞纸板生产技术领域,具体的说是一种瓦楞纸板热压贴合机。
背景技术:
2.瓦楞纸板是一个多层的黏合体,它最少由一层波浪形芯纸夹层(俗称“坑张”、“瓦楞纸”、“瓦楞芯纸”、“瓦楞纸芯”、“瓦楞原纸”)及一层纸板(又称“箱板纸”、“箱纸板”)构成,具有较高的机械强度,能抵受搬运过程中的碰撞和摔跌,瓦楞纸板的实际表现取决于三项因素:芯纸和纸板的特性及纸箱本身的结构。
3.如申请号为cn201821068055.6的一项中国专利公开了一种瓦楞纸板热压贴合机,包括热压贴合机组,所述热压贴合机组包括工作台,工作台的底部固定安装有支撑脚架。通过瓦楞纸切割设备对热压贴合后的瓦楞纸进行切割处理,由于瓦楞纸输送筒的设置,便于提高瓦楞纸的转移,从而方便瓦楞纸转移至瓦楞纸切割设备内进行切割操作,由于控制把手控制瓦楞纸切割片进行切割,提高切割效率。该技术方案中,通过瓦楞纸输送筒将瓦楞纸转移至瓦楞纸切割设备内时,并不能控制转移至瓦楞纸切割设备内的规格,因此控制把手控制瓦楞纸板的切割,并不能保证生产切割后的瓦楞纸规格一致,还需通过人工对切割的宽度进行控制,浪费人力,浪费较多的生产时间,容易造成切割后的瓦楞纸板宽度不均匀,不符合生产标准,造成生产资源的浪费,提高生产的成本,降低生产质量。
技术实现要素:
4.为了弥补现有技术的不足,本发明提出的一种瓦楞纸板热压贴合机,解决需要通过人工对切割的宽度进行控制,浪费人力,浪费较多的生产时间,而且容易造成切割后的瓦楞纸板宽度不均匀,不符合生产标准,造成生产资源的浪费,提高生产的成本,降低生产质量的问题。
5.本发明解决其技术问题所采用的技术方案是:本发明所述的一种瓦楞纸板热压贴合机,包括控制器、热压模块和切割模块;所述热压模块包括底座、加热板、安装板、安装支腿、一号液压杆和热压板;所述底座的顶部固连着一组安装支腿;所述安装支腿的顶端固连着安装板;所述安装板的顶部固连着一号液压杆;所述一号液压杆的活塞杆贯穿并延伸至安装板的下方,一号液压杆的活塞杆上固连着热压板;所述底座的顶部嵌设着加热板;
6.所述切割模块包括电动推杆、推板、二号液压杆、匚形架、螺纹杆、一号滑槽和切割刀;所述底座的顶部靠近加热板的一侧固连着电动推杆;所述电动推杆的活塞杆上固连着推板;所述安装板的顶部远离一号液压杆的一侧固连着二号液压杆;所述二号液压杆的活塞杆贯穿并延伸至安装板的下方;所述二号液压杆的活塞杆上固连着匚形架;所述匚形架的底面的两侧均开设着一号滑槽;两个所述一号滑槽内均滑动连接着切割刀,且匚形架底面的中部固连着一个切割刀;所述匚形架的两侧面转动连接着螺纹杆;所述螺纹杆与两个位于一号滑槽内的切割刀螺纹连接,且两侧切割刀螺纹旋向相反,螺纹杆与位于匚形架底面中部的切割刀转动连接;
7.现有技术中,瓦楞纸板热压贴合完成后需要对瓦楞纸板进行分割,在小批量生产中,一般的切割方法需要通过人工对切割的宽度进行控制,浪费人力,浪费较多的生产时间,而且容易造成切割后的瓦楞纸板宽度不均匀,不符合生产标准,造成生产资源的浪费,提高生产的成本,降低生产质量;
8.据此本发明通过设置切割模块,通过控制器控制加热板,使得加热板的温度满足生产需求,将待生产的瓦楞纸板放置在热压模块区域,然后通过控制器控制一号液压杆,使得一号液压杆带动热压板下压,从而将瓦楞纸板热压贴合,然后通过控制器控制电动推杆,使得电动推杆带动推板,将热压完成后的瓦楞纸板推动至切割模块的工作区域,无需人工移动成型后的瓦楞纸板,提高工作效率,移动距离更精确,然后通过控制器控制二号液压杆,二号液压杆带动匚形架向下移动,匚形架带动切割刀向下至瓦楞纸板位置处,使得三把切割刀将瓦楞纸板分割成均匀的两份,并将两边多余的边角料切除,使得瓦楞纸板切割均匀,提高瓦楞纸板的分割效率,需对瓦楞纸板的分割宽度进行调节时,通过转动螺纹杆,使得匚形架两侧的切割刀通过一号滑槽滑动,从而调节匚形架两侧切割刀与中间的切割刀的间距,由于两侧的切割刀与螺纹杆均为螺纹连接,且两侧切割刀螺纹旋向相反,使得两侧的两个切割刀可同步向匚形架两侧或内侧调节,且调节距离相同,从而使得切割模块可以满足不同尺寸的瓦楞纸板生产需求,便于调节瓦楞纸板的切割宽度,提高瓦楞纸板的生产效率,提高瓦楞纸板的生产质量,节约生产资源,降低生产成本。
9.优选的,所述切割刀包括刀身、二号滑槽、弹簧和刀尖;所述刀身的底部开设有二号滑槽;所述二号滑槽的内壁上固连着弹簧的一端;所述弹簧的另一端固连着刀尖;工作时,在切割刀下移至与底座接触时,刀尖向弹簧处挤压,使得刀尖向刀身处二号滑槽内移动,从而防止切割刀切割到底座造成底座损坏,同时防止切割刀刀尖损坏,从而提高底座和切割刀的使用寿命,进而降低热压贴合机的养护成本,降低瓦楞纸板的生产成本。
10.优选的,所述推板远离电动推杆的一侧固连着刮条;所述刮条靠近加热板的一侧设有斜面,工作时,电动推杆推动推板的过程中,可以通过刮条,将热压模块工作区域的底座上灰尘和杂质进行清理,从而提高瓦楞纸板的生产质量,同时将瓦楞纸板热压贴合过程中渗漏到底座上的胶水清除,无需人工进行清理,提高瓦楞纸板的生产效率,降低瓦楞纸板的生产成本。
11.优选的,所述匚形架的顶部与安装板之间固连有一组一号气囊;所述一号气囊的底部连通有一号气管;所述一号气管的底端连通至匚形架的下方;工作时,对瓦楞纸板分割完成后,通过控制器控制二号液压杆,使得匚形架上升对一号气囊进行挤压,从而将一号气囊内的的气体通过一号气管排出,气体对分割后的瓦楞纸板表面进行清理,提高瓦楞纸板的生产质量,无需人工清理,节约生产时间和生产成本,能够将瓦楞纸板分割过程中产生的碎屑和边角料清理,并将刮条清理后的灰尘杂质和凝固的胶水吹出底座,同时在对瓦楞纸板吹气过程中可以加速瓦楞纸板冷却,便于胶水的凝固,从而提高生产质量。
12.优选的,所述底座上设有限位模块,限位模块包括三号滑槽、滑动杆、一号磁铁、二号磁铁、铰接杆、铰接块、弧形滑槽、连接杆、限位板、二号气囊和二号气管;所述底座内开设着三号滑槽;所述三号滑槽内滑动连接着滑动杆;所述推板的底部固连着一号磁铁;所述滑动杆与一号磁铁对应位置固连着二号磁铁;所述一号磁铁与二号磁铁磁性相吸,且一号磁铁和二号磁铁均为铝镍钴磁铁;所述三号滑槽内远离推板的位置处滑动连接着铰接块;所
述铰接块上铰接有两个铰接杆;两个所述铰接杆远离铰接块的一端均固连着连接杆;所述底座的顶部开设着两个弧形滑槽;两个所述连接杆分别在两个弧形滑槽内滑动连接;两个所述连接杆的顶端均铰接着限位板;所述三号滑槽内靠近铰接块的一侧固连着二号气囊;所述二号气囊远离铰接块的一侧连通着二号气管;工作时,推板将热压贴合后的瓦楞纸板推动至切割模块工作区域的过程中,一号磁铁与二号磁铁相吸,使得二号磁铁带动滑动杆在三号滑槽内滑动,由于在永磁材料中,铸造铝镍钴永磁有着最低可逆温度系数,工作温度可高达摄氏度以上,加热板的温度不足以影响一号磁铁和二号磁铁的正常工作,且底座为铝合金材质,一号磁铁和二号磁铁不会吸附在底座上,同时由于三号滑槽是靠近底座的顶部开设的,所以底座位于一号磁铁和二号磁铁之间的厚度较小,不会影响一号磁铁和二号磁铁相吸,使得滑动杆对铰接块进行挤压,使得铰接块在三号滑槽内滑动,从而使得铰接块带动铰接杆转动,铰接杆带动连接杆在弧形滑槽内移动,使得连接杆带动限位板相互靠近,从而使得两个限位板带动瓦楞纸板在切割模块区域居中,无需人工对瓦楞纸板进行摆放,提高瓦楞纸板的生产效率,限位模块防止在切割过程中瓦楞纸板发生偏移,导致切割不均匀,从而提高瓦楞纸板的生产质量,滑动杆在推动铰接块的同时,铰接块对二号气囊进行挤压,当推板带动滑动杆复位时,铰接块不再对二号气囊进行挤压,使得二号气囊通过二号气管吸气膨胀,将铰接块推动至初始位置,从而使得铰接块带动铰接杆回到初始位置,使得铰接杆带动连接杆在弧形滑槽内滑动复位,进而使得两个限位板相互远离,便于下一次分割工作时对瓦楞纸板进行限位。
13.优选的,所述底座的顶部靠近二号气囊位置处开设有四号滑槽;所述四号滑槽的内壁上固连着气缸;所述气缸的内部连通着二号气管的一端;所述气缸的活塞杆上固连着挡板;工作时,铰接块对二号气囊进行挤压,使得二号气囊内的气体通过二号气管导入到气缸内,从而使得气体将气缸的活塞杆顶起,使得挡板在四号滑槽内滑动伸出至底座上,从而对瓦楞纸板进行进一步的限位,防止瓦楞纸板在推板的推动下远离切割模块的工作区域,同时挡板配合推板和限位板,可以进一步防止瓦楞纸板在分割过程中发生偏移,从而保证瓦楞纸板分割均匀,提高瓦楞纸板的生产质量,无需人工对瓦楞纸板进行摆放限位,节约人工成本。
14.本发明的有益效果如下:
15.1.本发明所述的一种瓦楞纸板热压贴合机,通过设置切割模块,满足不同尺寸的瓦楞纸板生产需求,便于调节瓦楞纸板的切割宽度,提高瓦楞纸板的生产效率,提高瓦楞纸板的生产质量,节约生产资源,降低生产成本。
16.2.本发明所述的一种瓦楞纸板热压贴合机,通过设置刮条,将热压模块工作区域的底座上灰尘和杂质进行清理,从而提高瓦楞纸板的生产质量,同时将瓦楞纸板热压贴合过程中渗漏到底座上的胶水清除,无需人工进行清理,提高瓦楞纸板的生产效率,降低瓦楞纸板的生产成本。
17.3.本发明所述的一种瓦楞纸板热压贴合机,通过设置一号气囊,能够将瓦楞纸板分割过程中产生的碎屑和边角料清理,并将刮条清理后的灰尘杂质和凝固的胶水吹出底座,同时在对瓦楞纸板吹气过程中可以加速瓦楞纸板冷却,便于胶水的凝固,从而提高生产质量。
附图说明
18.下面结合附图对本发明作进一步说明。
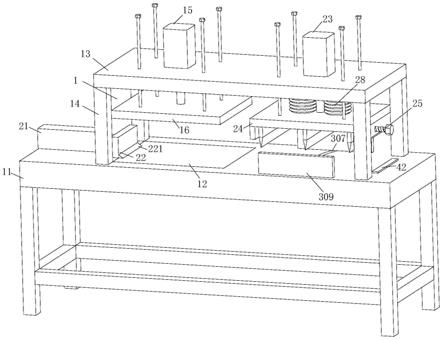
19.图1是本发明的立体图;
20.图2是本发明的局部剖视图;
21.图3是图2中a处放大图;
22.图4是图2中b处放大图;
23.图5是本发明中限位模块的结构示意图;
24.图中:1、热压模块;11、底座;12、加热板;13、安装板;14、安装支腿;15、一号液压杆;16、热压板;2、切割模块;21、电动推杆;22、推板;221、刮条;23、二号液压杆;24、匚形架;25、螺纹杆;26、一号滑槽;27、切割刀;271、刀身;272、二号滑槽;273、弹簧;274、刀尖;28、一号气囊;29、一号气管;3、限位模块;301、三号滑槽;302、滑动杆;303、一号磁铁;304、二号磁铁;305、铰接杆;306、铰接块;307、弧形滑槽;308、连接杆;309、限位板;310、二号气囊;311、二号气管;4、四号滑槽;41、气缸;42、挡板。
具体实施方式
25.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
26.如图1至图5所示,本发明所述的一种瓦楞纸板热压贴合机,包括控制器、热压模块1和切割模块2;所述热压模块1包括底座11、加热板12、安装板13、安装支腿14、一号液压杆15和热压板16;所述底座11的顶部固连着一组安装支腿14;所述安装支腿14的顶端固连着安装板13;所述安装板13的顶部固连着一号液压杆15;所述一号液压杆15的活塞杆贯穿并延伸至安装板13的下方,一号液压杆15的活塞杆上固连着热压板16;所述底座11的顶部嵌设着加热板12;
27.所述切割模块2包括电动推杆21、推板22、二号液压杆23、匚形架24、螺纹杆25、一号滑槽26和切割刀27;所述底座11的顶部靠近加热板12的一侧固连着电动推杆21;所述电动推杆21的活塞杆上固连着推板22;所述安装板13的顶部远离一号液压杆15的一侧固连着二号液压杆23;所述二号液压杆23的活塞杆贯穿并延伸至安装板13的下方;所述二号液压杆23的活塞杆上固连着匚形架24;所述匚形架24的底面的两侧均开设着一号滑槽26;两个所述一号滑槽26内均滑动连接着切割刀27,且匚形架24底面的中部固连着一个切割刀27;所述匚形架24的两侧面转动连接着螺纹杆25;所述螺纹杆25与两个位于一号滑槽26内的切割刀27螺纹连接,且两侧切割刀27螺纹旋向相反,螺纹杆25与位于匚形架24底面中部的切割刀27转动连接;
28.现有技术中,瓦楞纸板热压贴合完成后需要对瓦楞纸板进行分割,在小批量生产中,一般的切割方法需要通过人工对切割的宽度进行控制,浪费人力,浪费较多的生产时间,而且容易造成切割后的瓦楞纸板宽度不均匀,不符合生产标准,造成生产资源的浪费,提高生产的成本,降低生产质量;
29.据此本发明通过设置切割模块2,通过控制器控制加热板12,使得加热板12的温度满足生产需求,将待生产的瓦楞纸板放置在热压模块1区域,然后通过控制器控制一号液压杆15,使得一号液压杆15带动热压板16下压,从而将瓦楞纸板热压贴合,然后通过控制器控
制电动推杆21,使得电动推杆21带动推板22,将热压完成后的瓦楞纸板推动至切割模块2的工作区域,无需人工移动成型后的瓦楞纸板,提高工作效率,移动距离更精确,然后通过控制器控制二号液压杆23,二号液压杆23带动匚形架24向下移动,匚形架24带动切割刀27向下至瓦楞纸板位置处,使得三把切割刀27将瓦楞纸板分割成均匀的两份,并将两边多余的边角料切除,使得瓦楞纸板切割均匀,提高瓦楞纸板的分割效率,需对瓦楞纸板的分割宽度进行调节时,通过转动螺纹杆25,使得匚形架24两侧的切割刀27通过一号滑槽26滑动,从而调节匚形架24两侧切割刀27与中间的切割刀27的间距,由于两侧的切割刀27与螺纹杆25均为螺纹连接,且两侧切割刀27螺纹旋向相反,使得两侧的两个切割刀27可同步向匚形架24两侧或内侧调节,且调节距离相同,从而使得切割模块2可以满足不同尺寸的瓦楞纸板生产需求,便于调节瓦楞纸板的切割宽度,提高瓦楞纸板的生产效率,提高瓦楞纸板的生产质量,节约生产资源,降低生产成本。
30.作为本发明的一种实施方式,所述切割刀27包括刀身271、二号滑槽272、弹簧273和刀尖274;所述刀身271的底部开设有二号滑槽272;所述二号滑槽272的内壁上固连着弹簧273的一端;所述弹簧273的另一端固连着刀尖274;工作时,在切割刀27下移至与底座11接触时,刀尖274向弹簧273处挤压,使得刀尖274向刀身271处二号滑槽272内移动,从而防止切割刀27切割到底座11造成底座11损坏,同时防止切割刀27刀尖274损坏,从而提高底座11和切割刀27的使用寿命,进而降低热压贴合机的养护成本,降低瓦楞纸板的生产成本。
31.作为本发明的一种实施方式,所述推板22远离电动推杆21的一侧固连着刮条221;所述刮条221靠近加热板12的一侧设有斜面,工作时,电动推杆21推动推板22的过程中,可以通过刮条221,将热压模块1工作区域的底座11上灰尘和杂质进行清理,从而提高瓦楞纸板的生产质量,同时将瓦楞纸板热压贴合过程中渗漏到底座11上的胶水清除,无需人工进行清理,提高瓦楞纸板的生产效率,降低瓦楞纸板的生产成本。
32.作为本发明的一种实施方式,所述匚形架24的顶部与安装板13之间固连有一组一号气囊28;所述一号气囊28的底部连通有一号气管29;所述一号气管29的底端连通至匚形架24的下方;工作时,对瓦楞纸板分割完成后,通过控制器控制二号液压杆23,使得匚形架24上升对一号气囊28进行挤压,从而将一号气囊28内的的气体通过一号气管29排出,气体对分割后的瓦楞纸板表面进行清理,提高瓦楞纸板的生产质量,无需人工清理,节约生产时间和生产成本,能够将瓦楞纸板分割过程中产生的碎屑和边角料清理,并将刮条221清理后的灰尘杂质和凝固的胶水吹出底座11,同时在对瓦楞纸板吹气过程中可以加速瓦楞纸板冷却,便于胶水的凝固,从而提高生产质量。
33.作为本发明的一种实施方式,所述底座11上设有限位模块3,限位模块3包括三号滑槽301、滑动杆302、一号磁铁303、二号磁铁304、铰接杆305、铰接块306、弧形滑槽307、连接杆308、限位板309、二号气囊310和二号气管311;所述底座11内开设着三号滑槽301;所述三号滑槽301内滑动连接着滑动杆302;所述推板22的底部固连着一号磁铁303;所述滑动杆302与一号磁铁303对应位置固连着二号磁铁304;所述一号磁铁303与二号磁铁304磁性相吸,且一号磁铁303和二号磁铁304均为铝镍钴磁铁;所述三号滑槽301内远离推板22的位置处滑动连接着铰接块306;所述铰接块306上铰接有两个铰接杆305;两个所述铰接杆305远离铰接块306的一端均固连着连接杆308;所述底座11的顶部开设着两个弧形滑槽307;两个所述连接杆308分别在两个弧形滑槽307内滑动连接;两个所述连接杆308的顶端均铰接着
限位板309;所述三号滑槽301内靠近铰接块306的一侧固连着二号气囊310;所述二号气囊310远离铰接块306的一侧连通着二号气管311;工作时,推板22将热压贴合后的瓦楞纸板推动至切割模块2工作区域的过程中,一号磁铁303与二号磁铁304相吸,使得二号磁铁304带动滑动杆302在三号滑槽301内滑动,由于在永磁材料中,铸造铝镍钴永磁有着最低可逆温度系数,工作温度可高达500摄氏度以上,加热板12的温度不足以影响一号磁铁303和二号磁铁304的正常工作,且底座11为铝合金材质,一号磁铁303和二号磁铁304不会吸附在底座1上,同时由于三号滑槽301是靠近底座1的顶部开设的,所以底座1位于一号磁铁303和二号磁铁304之间的厚度较小,不会影响一号磁铁303和二号磁铁304相吸,使得滑动杆302对铰接块306进行挤压,使得铰接块306在三号滑槽301内滑动,从而使得铰接块306带动铰接杆305转动,铰接杆305带动连接杆308在弧形滑槽307内移动,使得连接杆308带动限位板309相互靠近,从而使得两个限位板309带动瓦楞纸板在切割模块2区域居中,无需人工对瓦楞纸板进行摆放,提高瓦楞纸板的生产效率,限位模块3防止在切割过程中瓦楞纸板发生偏移,导致切割不均匀,从而提高瓦楞纸板的生产质量,滑动杆302在推动铰接块306的同时,铰接块306对二号气囊310进行挤压,当推板22带动滑动杆302复位时,铰接块306不再对二号气囊310进行挤压,使得二号气囊310通过二号气管311吸气膨胀,将铰接块306推动至初始位置,从而使得铰接块306带动铰接杆305回到初始位置,使得铰接杆305带动连接杆308在弧形滑槽307内滑动复位,进而使得两个限位板309相互远离,便于下一次分割工作时对瓦楞纸板进行限位。
34.作为本发明的一种实施方式,所述底座11的顶部靠近二号气囊310位置处开设有四号滑槽4;所述四号滑槽4的内壁上固连着气缸41;所述气缸41的内部连通着二号气管311的一端;所述气缸41的活塞杆上固连着挡板42;工作时,铰接块306对二号气囊310进行挤压,使得二号气囊310内的气体通过二号气管311导入到气缸41内,从而使得气体将气缸41的活塞杆顶起,使得挡板42在四号滑槽4内滑动伸出至底座11上,从而对瓦楞纸板进行进一步的限位,防止瓦楞纸板在推板22的推动下远离切割模块2的工作区域,同时挡板42配合推板22和限位板309,可以进一步防止瓦楞纸板在分割过程中发生偏移,从而保证瓦楞纸板分割均匀,提高瓦楞纸板的生产质量,无需人工对瓦楞纸板进行摆放限位,节约人工成本。
35.具体工作流程如下:
36.通过控制器控制加热板12,使得加热板12的温度满足生产需求,将待生产的瓦楞纸板放置在热压模块1区域,然后通过控制器控制一号液压杆15,使得一号液压杆15带动热压板16下压,从而将瓦楞纸板热压贴合,然后通过控制器控制电动推杆21,使得电动推杆21带动推板22,将热压完成后的瓦楞纸板推动至切割模块2的工作区域,无需人工移动成型后的瓦楞纸板,提高工作效率,移动距离更精确,然后通过控制器控制二号液压杆23,二号液压杆23带动匚形架24向下移动,匚形架24带动切割刀27向下至瓦楞纸板位置处,使得三把切割刀27将瓦楞纸板分割成均匀的两份,并将两边多余的边角料切除,使得瓦楞纸板切割均匀,提高瓦楞纸板的分割效率,需对瓦楞纸板的分割宽度进行调节时,通过转动螺纹杆25,使得匚形架24两侧的切割刀27通过一号滑槽26滑动,从而调节匚形架24两侧切割刀27与中间的切割刀27的间距,由于两侧的切割刀27与螺纹杆25均为螺纹连接,且两侧切割刀27螺纹旋向相反,使得两侧的两个切割刀27可同步向匚形架24两侧或内侧调节,且调节距离相同,从而使得切割模块2可以满足不同尺寸的瓦楞纸板生产需求,便于调节瓦楞纸板的
切割宽度,提高瓦楞纸板的生产效率,提高瓦楞纸板的生产质量,节约生产资源,降低生产成本,在切割刀27下移至与底座11接触时,刀尖274向弹簧273处挤压,使得刀尖274向刀身271处二号滑槽272内移动,从而防止切割刀27切割到底座11造成底座11损坏,同时防止切割刀27刀尖274损坏,从而提高底座11和切割刀27的使用寿命,进而降低热压贴合机的养护成本,降低瓦楞纸板的生产成本,电动推杆21推动推板22的过程中,可以通过刮条221,将热压模块1工作区域的底座11上灰尘和杂质进行清理,从而提高瓦楞纸板的生产质量,同时将瓦楞纸板热压贴合过程中渗漏到底座11上的胶水清除,无需人工进行清理,提高瓦楞纸板的生产效率,降低瓦楞纸板的生产成本,对瓦楞纸板分割完成后,通过控制器控制二号液压杆23,使得匚形架24上升对一号气囊28进行挤压,从而将一号气囊28内的的气体通过一号气管29排出,气体对分割后的瓦楞纸板表面进行清理,提高瓦楞纸板的生产质量,无需人工清理,节约生产时间和生产成本,能够将瓦楞纸板分割过程中产生的碎屑和边角料清理,并将刮条221清理后的灰尘杂质和凝固的胶水吹出底座11,同时在对瓦楞纸板吹气过程中可以加速瓦楞纸板冷却,便于胶水的凝固,从而提高生产质量,推板22将热压贴合后的瓦楞纸板推动至切割模块2工作区域的过程中,一号磁铁303与二号磁铁304相吸,使得二号磁铁304带动滑动杆302在三号滑槽301内滑动,使得滑动杆302对铰接块306进行挤压,使得铰接块306在三号滑槽301内滑动,从而使得铰接块306带动铰接杆305转动,铰接杆305带动连接杆308在弧形滑槽307内移动,使得连接杆308带动限位板309相互靠近,从而使得两个限位板309带动瓦楞纸板在切割模块2区域居中,无需人工对瓦楞纸板进行摆放,提高瓦楞纸板的生产效率,限位模块3防止在切割过程中瓦楞纸板发生偏移,导致切割不均匀,从而提高瓦楞纸板的生产质量,滑动杆302在推动铰接块306的同时,铰接块306对二号气囊310进行挤压,当推板22带动滑动杆302复位时,铰接块306不再对二号气囊310进行挤压,使得二号气囊310通过二号气管311吸气膨胀,将铰接块306推动至初始位置,从而使得铰接块306带动铰接杆305回到初始位置,使得铰接杆305带动连接杆308在弧形滑槽307内滑动复位,进而使得两个限位板309相互远离,便于下一次分割工作时对瓦楞纸板进行限位,铰接块306对二号气囊310进行挤压,使得二号气囊310内的气体通过二号气管311导入到气缸41内,从而使得气体将气缸41的活塞杆顶起,使得挡板42在四号滑槽4内滑动伸出至底座11上,从而对瓦楞纸板进行进一步的限位,防止瓦楞纸板在推板22的推动下远离切割模块2的工作区域,同时挡板42配合推板22和限位板309,可以进一步防止瓦楞纸板在分割过程中发生偏移,从而保证瓦楞纸板分割均匀,提高瓦楞纸板的生产质量,无需人工对瓦楞纸板进行摆放限位,节约人工成本。
37.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

