1.本发明要求于2019年9月30日提交到韩国知识产权局的韩国专利申请no.10
‑
2019
‑
0121207的权益,该申请的全部内容包含在本发明中。
2.本发明涉及一种大理石模制品和一种用于评价大理石颜色效果的系统。
背景技术:
3.作为热塑性树脂塑料的工程塑料(ep)如聚碳酸酯树脂、丙烯腈
‑
丁二烯
‑
苯乙烯(abs)等由于它们优异的机械性能和热学性能而广泛用作用于it家用电器、汽车零部件等的材料。
4.为了在注塑塑料制品的外部建立图案,通常在注塑塑料制品的顶部表面上进行如喷涂、涂布或电镀等涂装工艺。然而,由于在该工艺中使用的粘合剂和在洗涤工艺中产生的挥发性有机化合物(vocs),使该涂装工艺引起环境问题。此外,该涂装工艺存在的问题在于,由于它通过多个复杂步骤进行,因此其中故障率增加,并且在于产生了相当多的物流成本,如在塑料制品注射成型运输至涂装工艺和包装工艺的单独费用。
5.因此,对于在不使用涂装工艺的情况下在塑料制品的外部建立图案的要求越来越多,并积极地进行研究以使用珍珠、金属颗粒、颜料颗粒等建立金属外观、人造大理石图案等。其中,人造大理石图案统称为大理石颜色。到目前为止,还没有专门提出过用于有效地形成大理石颜色的模具图案和用于评价大理石颜色效果的系统。
6.这里,“可以看出有效地形成了大理石颜色”的表述是指即使从各个方向观察大理石模制品,也可以全方位地清晰地观察到大理石区域。
7.同时,在不使用涂装工艺的情况下形成的大理石模制品通常趋于具有比使用涂装工艺形成有涂层的模塑制品更低的表面硬度,因此也需要用于提高表面硬度的模具图案。
8.上述背景技术是本发明的发明人已经拥有的用来产生本发明的实施方案的技术信息,或者是在产生本发明的实施方案的过程中已经获得的技术信息,并且该背景技术不一定被认为是在申请本发明的实施方案之前向公众开放的公知技术。
技术实现要素:
9.技术问题
10.为了解决上述问题而做出本发明,并且本发明的一个目的是提供一种可以有效地形成大理石颜色并且可以保持高表面硬度的大理石模制品,和一个作为用于评价大理石模制品的表面的大理石颜色效果的系统的大理石颜色效果评价系统。
11.但是,由本发明要解决的目的不限于上述目的,本领域技术人员将从下面的描述中清楚地理解本文中未提到的其它目的。
12.技术方案
13.本发明的一个实施方案提供一种大理石模制品,该大理石模制品是一种混合物的注塑制品,所述混合物包含:热塑性树脂,该热塑性树脂包括选自聚碳酸酯、丙烯腈
‑
丁二
烯
‑
苯乙烯、聚对苯二甲酸丁二醇酯、聚丙烯和它们的组合中的一种;以及精细颜料颗粒,其中在所述注塑制品的表面上形成形成纹理的图案。
14.根据本发明的一个实施方案,在所述模制品的表面上形成的图案的深度可以为100nm至1,000μm。
15.根据本发明的一个实施方案,在其上形成有图案的所述模制品的表面的平均粗糙度(ra)可以为1.12μm至12.5μm。
16.根据本发明的一个实施方案,所述图案的深度可以为10μm至50μm,宽度可以为50μm至300μm,并且由所述图案形成的纹理可以为发丝纹理。
17.根据本发明的一个实施方案,所述图案的深度可以为8μm至12μm,宽度可以为50μm至100μm,并且由所述图案形成的纹理可以为编织纹理。
18.根据本发明的一个实施方案,所述图案的深度可以为50μm至100μm,并且由所述图案形成的纹理可以为皮革纹理。
19.本发明的另一个实施方案提供一种用于评价大理石模制品的大理石颜色效果的系统,所述大理石模制品是一种混合物的注塑制品,所述混合物包含:热塑性树脂,该热塑性树脂包括选自聚碳酸酯、丙烯腈
‑
丁二烯
‑
苯乙烯、聚对苯二甲酸丁二醇酯、聚丙烯和它们的组合中的一种;以及精细颜料颗粒,所述系统包括:光源单元,将其配置为在与所述模制品的表面形成角度的同时将光发射到所述模制品的表面上;图像捕获单元,将其配置为捕获从所述模制品的表面散射的光的图像;图像处理单元,将其配置为处理由图像捕获单元捕获的图像,以确定在所述模制品的表面上建立大理石颜色效果的区域的边界;以及评价因素确定单元,将其配置为从所述图像处理单元处理后的图像中确定大理石颜色效果评价因素,其中,所述大理石颜色效果评价因素为以下中的至少一个:建立所述大理石颜色效果的区域的数量;建立所述大理石颜色效果的区域的尺寸;以及在建立所述大理石颜色效果的区域和未建立所述大理石颜色效果的区域之间的平均颜色亮度的差异。
20.根据本发明的一个实施方案,所述评价因素确定单元可以确定建立所述大理石颜色效果的区域内的每个颜色的大理石颜色效果评价因素。
21.有益效果
22.根据本发明的一个实施方案的大理石模制品可以是可以有效地形成大理石颜色并且可以保持高表面硬度的大理石模制品。
23.根据本发明的一个实施方案的大理石颜色效果的评价系统可以通过确定可以定量地确定大理石颜色效果的评价因素,定量地评价大理石模制品的表面的大理石颜色效果。
24.本发明的效果不限于上述效果,本领域技术人员将从本说明书和附图中清楚地理解本文中未提到的效果。
附图说明
25.图1示出使用具有发丝纹理图案的模腔的实施方案制备的大理石模制品的实施例的捕获图像,和大理石模制品的表面的放大的显微镜图像。
26.图2示出使用具有编织纹理图案的模腔的实施方案制备的大理石模制品的实施例的捕获图像,和大理石模制品的表面的放大的显微镜图像。
27.图3示出使用具有皮革纹理图案的模腔的实施方案制备的大理石模制品的实施例的捕获图像,和大理石模制品的表面的放大的显微镜图像。
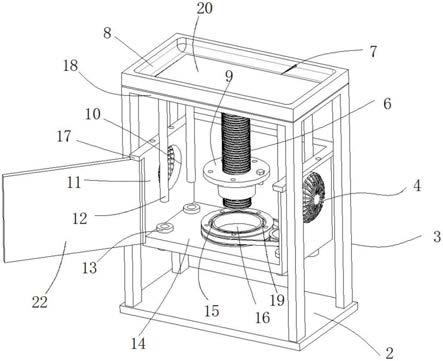
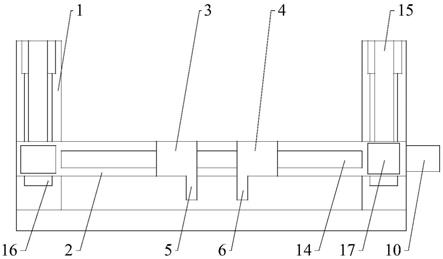
28.图4是示出根据本发明的一个实施方案的大理石颜色效果评价系统的示意图。
29.图5(a)示出在由图像处理单元处理之前的图像的实施例,图5(b)示出根据预定基准由图像处理单元处理图5(a)的图像而获得的图像。
30.图6(a)、(b)、(c)、(d)和(e)分别示出由根据本发明的一个实施方案的大理石颜色效果评价系统100的图像捕获单元20捕获的比较例1、比较例2、实施例1、实施例2和实施例3的试样的图像。
具体实施方式
31.参考下面详细描述的实施方案和附图,本发明将变得显而易见。然而,本发明不限于下面公开的实施方案,并且可以以各种不同的形式体现。更确切地说,提供这些实施方案是为了使本公开彻底和完整,并且为了充分地将本发明的范围传达给本领域技术人员,以及本发明的范围将仅由所附的权利要求书来定义。同时,在本说明书中使用的术语用于解释实施方案,并且不意在限制本发明的范围。在本说明书中,除非在其上下文中特别说明,否则单数形式也包括复数形式。如在说明书中使用的,术语“包括”和/或“包含”规定所述的元素、步骤、操作和/或组件的存在,但是不排除一个或多个其它元素、步骤、操作和/或组件的存在或添加。虽然诸如“第一”和“第二”的术语可以用来描述各种组件,但是这些组件不受这些术语的限制。这些术语仅用于区分一个组件和另一个组件。
32.贯穿本说明书,应理解,当任何部件被称为“包含”任何组件时,它不排除其它组件,而是可以进一步包含其它组件,除非另有说明。
33.贯穿本说明书,当任何构件被称为“在”另一个构件上时,它不仅指任何构件与另一个构件接触的情况,而且还指在这两个构件之间存在第三个构件的情况。
34.贯穿本说明书,“a和/或b”指“a和b”或“a或b”。
35.下文中,将更详细地描述本发明。
36.本发明的一个实施方案提供一种大理石模制品,该大理石模制品是一种混合物的注塑制品,所述混合物包含:热塑性树脂,该热塑性树脂包括选自聚碳酸酯、丙烯腈
‑
丁二烯
‑
苯乙烯、聚对苯二甲酸丁二醇酯、聚丙烯和它们的组合中的至少一种;以及精细颜料颗粒,其中在所述注塑制品的表面上形成形成纹理的图案。
37.根据本发明的一个实施方案的大理石模制品可以是可以有效地形成大理石颜色并可以保持高表面硬度的大理石模制品。
38.根据本发明的一个实施方案,所述大理石模制品包含热塑性树脂,该热塑性树脂包括选自聚碳酸酯、丙烯腈
‑
丁二烯
‑
苯乙烯、聚对苯二甲酸丁二醇酯、聚丙烯和它们的组合中的一种。具体地,所述热塑性树脂可以是仅包含聚碳酸酯(pc)、丙烯腈
‑
丁二烯
‑
苯乙烯(abs)、聚对苯二甲酸丁二醇酯(pbt)和聚丙烯(pp)中的任意一种的树脂,或者可以包含选自聚碳酸酯(pc)、丙烯腈
‑
丁二烯
‑
苯乙烯(abs)、聚对苯二甲酸丁二醇酯(pbt)、聚丙烯(pp)和它们的组合中的一种。通过从上述的物质中选择热塑性树脂的材料,可以提高所述热塑性树脂与精细颜料颗粒的相容性,同时提高其在注射成型过程中的可加工性。
39.根据本发明的一个实施方案,所述大理石模制品包含精细颜料颗粒。在所述大理
石模制品如上所述包含精细颜料颗粒的情况下,可以提高大理石模制品的表面上的大理石颜色效果。在本说明书中,大理石颜色效果可以是指通过将精细颜料颗粒暴露至热塑性树脂的表面上而建立的大理石形状和/或形式,并且大理石可以是人造大理石。
40.根据本发明的一个实施方案,所述精细颜料颗粒的尺寸可以为25μm至2,000μm、50μm至1,900μm、100μm至1,800μm、200μm至1,700μm、300μm至1,600μm、400μm至1,500μm、500μm至1,400μm、600μm至1,300μm、700μm至1,200μm、800μm至1,100μm或900μm至1,000μm。通过将精细颜料颗粒的尺寸调节在上述范围内,可以提高精细颜料颗粒的可见性。
41.根据本发明的一个实施方案,精细颜料颗粒可以在没有涂布单独染料的情况下原样使用。在如上所述在没有涂布单独染料的情况下原样使用精细颜料颗粒时,可以将大理石颜色建立为精细颜料颗粒的固有颜色。
42.根据本发明的一个实施方案,所述精细颜料颗粒可以用有机染料和/或无机染料涂布。通过如上所述用有机染料和/或无机染料涂布精细颜料颗粒,可以将大理石颜色建立为不同于精细颜料颗粒的固有颜色的颜色,同时,将精细颜料颗粒的物理性能赋予大理石模制品,并且提高所述热塑性树脂与精细颜料颗粒之间的相容性。
43.根据本发明的一个实施方案,所述精细颜料颗粒的形状可以是选自板状、圆柱状(柱状)、片状和它们的组合中的一种。通过从如上所述的形状中选择所述精细颜料颗粒的形状,可以提高大理石模制品的大理石颜色效果。
44.根据本发明的一个实施方案,所述精细颜料颗粒可以包括选自板状云母、纤维素、粘胶、铝(al)、珍珠和它们的组合中的一种。通过从上述的物质中选择精细颜料颗粒,可以提高大理石模制品的大理石颜色效果。
45.根据本发明的一个实施方案,所述大理石模制品是包含所述热塑性树脂和所述精细颜料颗粒的混合物的注塑制品。具体而言,所述大理石模制品是通过加热和熔化包含所述热塑性树脂和精细颜料颗粒的混合物,然后将熔体注射到模腔中而制备的模制品。另一方面,所述大理石模制品可以是通过将包含所述热塑性树脂和所述精细颜料颗粒的挤出产物注射到模腔中而制备的模制品。在使用如上所述的包含所述热塑性树脂和精细颜料颗粒的混合物注塑制品制备大理石模制品的情况下,可以通过缩短所述大理石模制品的制备时间,简化大理石模制品的制备工艺并且批量制备大理石模制品。
46.根据本发明的一个实施方案,所述大理石模制品可以是在其表面上具有形成纹理的图案的注塑制品。更具体地,在所述注塑制品的表面上建立的纹理可以是发丝纹理、编织纹理或皮革纹理。此外,模制品的表面可以是指暴露在外的部分,即模制品的接触空气的表面,并且可以是指模制品的整个表面或部分表面。在如上所述的注塑制品的表面上提供形成纹理的图案的情况下,可以提高大理石模制品的美观性,消除在模制品的表面上单独油漆或涂层的需要,从而防止模制品的表面上的油漆或涂层脱落。
47.此外,在模制品的表面是光滑的(在表面上没有形成图案)大理石模制品的情况下,大理石颜色的可见度可以根据观察表面的方向变化很大。这是因为在由此制备的大理石模制品的表面上分布的精细颜料颗粒的尺寸、密度、颜色亮度等在整个区域内完全是不均匀的,因此,入射到大理石模制品的表面上的光的漫反射程度的变化根据观察表面的方向可以是不同的。因此,在大理石模制品的表面上提供形成纹理的图案的情况下,即使在大理石模制品的表面上分布的精细颜料颗粒的尺寸、密度、颜色亮度等在整个区域内完全不
均匀的情况下,也可以通过转移的图案减少入射到大理石模制品的表面上的光的漫反射程度的变化,以便能相对均匀地分布在相应的表面上,并且也可以减少大理石颜色的可见度根据观察表面的方向的变化。
48.根据本发明的一个实施方案,在所述模制品的表面上形成的图案的宽度和/或深度可以为0.1nm至1,000μm。具体地,在所述模制品的表面上形成的图案的宽度和/或深度可以为1nm至900μm、10nm至800μm、100nm至500μm、500nm至300μm、800nm至200μm、1μm至100μm、10μm至90μm、20μm至80μm、或30μm至50μm。更具体地,在所述模制品的表面上形成的图案可以具有纳米到微米量级的深度和/或宽度。也就是说,可以将图案的深度和/或宽度确定在可以根据精细颜料颗粒的类型、形状和尺寸将大理石颜色的可见度和/或表面硬度提高到所需水平的范围内。在将模制品的表面上形成的图案的宽度和/或深度调节在上述范围内的情况下,可以提高暴露在图案上的精细颜料颗粒的可见性。
49.根据本发明的一个实施方案,在其上形成有图案的模制品的表面的平均粗糙度(ra)可以为1.12μm至12.5μm。具体地,在其上形成有图案的模制品的表面的平均粗糙度(ra)可以为1μm至15μm、2μm至14μm、3μm至13μm、4μm至12μm、5μm至11μm、6μm至10μm或7μm至9μm。在将其上形成有图案的模制品的表面的平均粗糙度(ra)调节在上述范围内的情况下,可以提高大理石模制品的表面的大理石颜色效果并且提高精细颜料颗粒的可见性。
50.图1示出使用具有发丝纹理图案的模腔的实施方案制备的大理石模制品的实施例的捕获图像和所述大理石模制品的表面的放大的显微镜图像。
51.根据本发明的一个实施方案,当由所述图案形成的纹理为发丝纹理时,图案的深度可以为10μm至50μm。具体地,当由图案形成的纹理为发丝纹理时,图案的深度可以为12μm至48μm、14μm至46μm、16μm至44μm、18μm至42μm、20μm至40μm、22μm至38μm、24μm至36μm、26μm至34μm或28μm至32μm。另外,当由所述图案形成的纹理为发丝纹理时,图案的宽度可以为50μm至300μm。具体地,当由所述图案形成的纹理为发丝纹理时,图案的宽度可以为50μm至300μm、75μm至275μm、100μm至250μm、125μm至225μm或150μm至200μm。在由所述图案形成的纹理是发丝纹理时将图案的宽度和/或深度调节在上述范围内的情况下,可以将精细颜料颗粒暴露在大理石模制品的表面上形成的图案上的部分放大,并且可以通过提高与大理石模制品的相容性来提高表面的硬度。
52.图2示出使用具有编织纹理图案的模腔的实施方案制备的大理石模制品的实施例的捕获图像,和所述大理石模制品的表面的放大的显微镜图像。
53.根据本发明的一个实施方案,当由图案形成的纹理为编织纹理时,图案的深度可以为8μm至12μm。具体地,当由图案形成的纹理为编织纹理时,图案的深度可以为8μm至12μm、8.5μm至11.5μm、9μm至11μm或9.5μm至10.5μm。另外,当由图案形成的纹理为编织纹理时,图案的宽度可以为50μm至100μm。具体地,当由图案形成的纹理为编织纹理时,图案的宽度可以为55μm至95μm、60μm至90μm、65μm至85μm或70μm至80μm。在由所述图案形成的纹理是编织纹理时将图案的宽度和/或深度调节在上述范围内的情况下,可以通过将精细颜料颗粒暴露在大理石模制品的表面上形成的图案上的部分放大来提高可见性,并且可以通过提高与大理石模制品的相容性来提高表面硬度。
54.图3示出使用具有皮革纹理图案的模腔的实施方案制备的大理石模制品的实施例的捕获图像,和所述大理石模制品的表面的放大的显微镜图像。
55.根据本发明的一个实施方案,当由图案形成的纹理为皮革纹理时,图案的深度可以为50μm至100μm。具体地,当由图案形成的纹理为皮革纹理时,图案的深度可以为55μm至95μm、60μm至90μm、65μm至85μm或70μm至80μm。在由所述图案形成的纹理是皮革纹理时将图案的深度调节在上述范围内的情况下,可以通过将精细颜料颗粒暴露在大理石模制品的表面上形成的图案上的部分放大来提高可见性,并且可以通过提高与大理石模制品的相容性来提高表面硬度。
56.本发明的一个实施方案提供一种用于制备大理石模制品的模具,在该模具的腔体的内表面上形成图案。根据本发明的一个实施方案的用于制备大理石模制品的模具可以有效地形成大理石颜色并且可以提高大理石模制品的表面硬度。
57.根据本发明的一个实施方案,可以将包含热塑性树脂(该热塑性树脂包括选自聚碳酸酯、丙烯腈
‑
丁二烯
‑
苯乙烯、聚对苯二甲酸丁二醇酯、聚丙烯和它们的组合中的一种)和精细颜料颗粒的混合物注射到模具的腔体内部并填充,然后进行模制。根据本发明的另一个实施方案,可以将包含所述热塑性树脂和所述精细颜料颗粒的挤出产物注射到模具的腔体中。在模制品通过将所述混合物的熔体注射到模具的腔体中来制备的情况下,可以制备已经建立大理石颜色效果的模制品,并且可以通过缩短制备时间来批量制备模制品。
58.在本说明书中,将省略与大理石模制品重叠的模具的特征的描述。
59.根据本发明的一个实施方案,可以在模具的腔体的内表面上形成图案。在如上所述在模具的腔体的内表面上形成图案的情况下,可以通过将在模具的腔体的内表面上形成的图案转移到模制品的表面上来提高大理石颜色效果。具体地,在通过具有光滑内表面的模腔注射成型获得的大理石模制品的情况下,大理石颜色的可见度可以根据观察表面的方向变化很大。这是因为在由此制备的大理石模制品的表面上分布的精细颜料颗粒的尺寸、密度、颜色亮度等在整个区域内是完全不均匀的,因此,入射到大理石模制品的表面上的光的漫反射程度根据观察表面的方向的变化可以是不同的。
60.根据本发明的一个实施方案,可以在模腔的内表面上形成形成纹理的图案。在将图案转移到大理石模制品的表面上的情况下,即使在大理石模制品的表面上分布的精细颜料颗粒的平均尺寸、密度、颜色亮度等在整个区域内是完全不均匀的情况下,也可以通过转移的图案减少入射到大理石模制品的表面上的光的漫反射程度的变化,以便能相对均匀地分布在相应的表面上,并且还可以减少大理石模制品的可见度根据观察表面的方向的变化。
61.根据本发明的一个实施方案,在模腔的内表面上形成的图案的宽度和/或深度可以为100nm至1,000μm。具体地,在模腔的内表面上形成的图案的宽度和/或深度可以为150nm至900μm、300nm至800μm、500nm至500μm、800nm至300μm、900nm至200μm、1μm至100μm、10μm至90μm、20μm至80μm或30μm至50μm。具体地,在模腔的内表面上形成的图案的宽度和/或深度可以是纳米到微米量级的深度和/或宽度。可以将在模腔的内表面上形成的图案的宽度和/或深度确定在可以根据精细颜料颗粒的类型、形状和尺寸将大理石颜色的可见度和/或表面硬度提高到所需的水平的范围内。在将模腔的内表面上形成的图案的宽度和/或深度调节在上述范围内的情况下,可以通过将图案转移到模腔的内表面上来调节在大理石模制品上形成的图案的宽度和/或深度并且提高精细颜料颗粒的可见性。
62.根据本发明的一个实施方案,在其上形成有图案的模腔的内表面的平均粗糙度
(ra)可以为1.12μm至12.5μm。更具体地,在其上形成有图案的所述模腔的内表面的平均粗糙度(ra)可以为1μm至15μm、2μm至14μm、3μm至13μm、4μm至12μm、5μm至11μm、6μm至10μm或7μm至9μm。在将其上形成有图案的模腔的内表面的平均粗糙度调节在上述范围内的情况下,可以通过转移图案来提高大理石模制品的表面的大理石颜色效果并且提高精细颜料颗粒的可见性。
63.根据本发明的一个实施方案,当其上形成有图案的模腔的内表面的纹理为发丝纹理时,图案的深度可以为10μm至50μm。具体地,当其上形成有图案的模腔的内表面的纹理为发丝纹理时,图案的深度可以为12μm至48μm、14μm至46μm、16μm至44μm、18μm至42μm、20μm至40μm、22μm至38μm、24μm至36μm、26μm至34μm或28μm至32μm。此外,当其上形成有图案的模腔的内表面的纹理为发丝纹理时,图案的宽度可以为50μm至300μm。具体地,当其上形成有图案的模腔的内表面的纹理为发丝纹理时,图案的宽度可以为50μm至300μm、75μm至275μm、100μm至250μm、125μm至225μm或150μm至200μm。在其上形成有图案的模腔的内表面的纹理为发丝纹理时将图案的宽度和/或深度调节在上述范围内的情况下,可以将精细颜料颗粒暴露在大理石模制品的表面上形成的图案上的部分放大,并且可以通过提高与大理石模制品的相容性来提高表面硬度。
64.根据本发明的一个实施方案,当其上形成有图案的模腔的内表面的纹理为编织纹理时,图案的深度可以为8μm至12μm。具体地,当其上形成有图案的模腔的内表面的纹理为编织纹理时,图案的深度可以为8μm至12μm、8.5μm至11.5μm、9μm至11μm或9.5μm至10.5μm。此外,当其上形成有图案的模腔的内表面的纹理为编织纹理时,图案的宽度可以为50μm至100μm。具体地,当其上形成有图案的模腔的内表面的纹理为编织纹理时,图案的宽度可以为55μm至95μm、60μm至90μm、65μm至85μm或70μm至80μm。在其上形成有图案的模腔的内表面的纹理为编织纹理时将图案的宽度和/或深度调节在上述范围内的情况下,可以通过将精细颜料颗粒暴露在大理石模制品的表面上形成的图案上的部分放大来提高可见性,并且可以通过提高与大理石模制品的相容性来提高表面硬度。
65.根据本发明的一个实施方案,当其上形成有图案的模腔的内表面的纹理为皮革纹理时,图案的深度可以为50μm至100μm。具体地,当其上形成有图案的模腔的内表面的纹理为皮革纹理时,图案的深度可以为55μm至95μm、60μm至90μm、65μm至85μm或70μm至80μm。在其上形成有图案的模腔的内表面的纹理为皮革纹理时将图案的深度调节在上述范围内的情况下,可以通过将精细颜料颗粒暴露在大理石模制品的表面上形成的图案上的部分放大来提高可见性,并且可以通过提高与大理石模制品的相容性来提高表面硬度。
66.本发明的一个实施方案涉及一种大理石模制品的制备方法,其中所述大理石模制品可以通过向模腔内注射一种混合物的挤出产物来制备,所述混合物包含:热塑性树脂,该热塑性树脂包括选自聚碳酸酯、丙烯腈
‑
丁二烯
‑
苯乙烯、聚对苯二甲酸丁二醇酯、聚丙烯和它们的组合中的一种;和精细颜料颗粒。在另一个实施方案中,大理石模制品可以通过向模腔中注射一种混合物的熔体来制备,所述混合物包含:热塑性树脂,该热塑性树脂包括选自聚碳酸酯、丙烯腈
‑
丁二烯
‑
苯乙烯、聚对苯二甲酸丁二醇酯、聚丙烯和它们的组合中的一种;和精细颜料颗粒。
67.根据本发明的一个实施方案的大理石模制品的制备方法可以是可以有效地形成大理石颜色并且可以保持高表面硬度的大理石模制品的制备方法。
68.在本说明书中,将省略与大理石模制品重叠的大理石模制品的制备方法的特征的描述。
69.根据本发明的一个实施方案,注射成型过程的温度可以为230℃至320℃。具体地,注射成型过程的温度可以为240℃至310℃、250℃至300℃、260℃至290℃或270℃至280℃。通过将注射成型过程的温度调节在上述范围内,可以通过调节注射成型过程中混合物熔体的粘度来提高模腔的可填充性。
70.根据本发明中的一个实施方案,可以将包含所述热塑性树脂和所述精细颜料颗粒的混合物注射成型。具体地,通过加热和熔化所述包含热塑性树脂和精细颜料颗粒的混合物而形成的熔体可以在模腔内注射成型。在包含热塑性树脂和精细颜料颗粒的混合物如上所述注射成型的情况下,可以制备已经将在模腔的内表面上提供的图案转移其上的模制品。更具体地,通过上述制备方法制备的模制品可以具有人造大理石图案,即大理石颜色。
71.根据本发明的一个实施方案,通过将所述热塑性树脂与所述精细颜料颗粒混合而形成的挤出产物可以在模腔内注射成型。在将通过混合热塑性树脂与精细颜料颗粒而形成的挤出产物在模腔内注射成型的情况下,可以制备具有人造大理石图案的模制品。
72.本发明的一个实施方案提供一种用于评价大理石模制品的大理石颜色效果的系统100,所述大理石模制品是一种混合物的注塑制品,所述混合物包含:热塑性树脂,该热塑性树脂包括选自聚碳酸酯、丙烯腈
‑
丁二烯
‑
苯乙烯、聚对苯二甲酸丁二醇酯、聚丙烯和它们的组合中的一种;以及精细颜料颗粒,所述系统包括:光源单元10,将其配置为在与所述模制品的表面形成角度的同时将光发射到所述模制品的表面上;图像捕获单元20,将其配置为捕获从所述模制品的表面散射的光的图像;图像处理单元30,将其配置为处理由所述图像捕获单元捕获的图像,以确定在模制品的表面上建立大理石颜色效果的区域的边界;以及评价因素确定单元40,将其配置为从所述图像处理单元30处理的图像中确定大理石颜色效果评价因素;其中,所述大理石颜色效果评价因素为以下中的至少一种:建立所述大理石颜色效果的区域的数量;建立所述大理石颜色效果的区域的平均尺寸;以及在建立所述大理石颜色效果的区域和没有建立所述大理石颜色效果的区域之间的平均颜色亮度的差异。
73.根据本发明的一个实施方案的大理石颜色效果评价系统可以通过确定可以定量地确定大理石颜色效果的评价因素,来定量地评价大理石模制品的表面的大理石颜色效果。
74.根据本发明的一个实施方案,在大理石颜色效果评价系统中待评价的大理石模制品可以是通过使用具有光滑内表面的模腔进行注射成型制备的模制品,或者可以是通过使用在其内表面上形成有图案的模腔进行注射成型制备的模制品。在待评价的大理石模制品的内表面上的图案如上所述选择的情况下,可以定量地评价大理石颜色效果。
75.图4是显示根据本发明的一个实施方案的大理石颜色效果评价系统的示意图。
76.根据本发明的一个实施方案,所述大理石颜色效果评价系统100可以包括光源单元10、图像捕获单元20、图像处理单元30和评价因素确定单元40。
77.根据本发明的一个实施方案,光源单元10以预定的角度将光发射到大理石模制品p的表面上。具体地,所述光源单元10在与所述大理石模制品p的表面形成角度的同时将光发射到所述大理石模制品的表面上。在光源单元10如上所述在与所述大理石模制品p的表面形成角度的同时将光发射到大理石模制品p的表面上的情况下,可以建立可以确认大理
石颜色效果的图像。
78.根据本发明的一个实施方案,图像捕获单元20捕获从模制品的表面散射的光的图像。具体地,图像捕获单元20可以捕获从大理石模制品p的表面散射的光的图像。这个图像捕获单元20可以是ccd相机。在图像捕获单元20如上所述捕获散射光的图像的情况下,可以捕获建立大理石颜色效果的粒子的光的图像。
79.根据本发明的一个实施方案,可以提供一个图像捕获单元20,以便它可以在沿大理石模制品p一侧的虚拟半圆形路径移动时捕获光的图像。在提供一个图像捕获单元20以使它如上所述在沿大理石模制品p一侧的虚拟半圆形路径移动时捕获光的图像的情况下,可以降低用于构建大理石颜色效果评价系统的制造成本,并使由于两个或更多个图像捕获单元之间的差异造成的图像差异最小化。
80.根据本发明的一个实施方案,将多个图像捕获单元20沿虚拟半圆形路径排列,以使它们可以全部操作以捕获光的图像。在如上所述将多个图像捕获单元20沿虚拟半圆形路径排列,以使它们如上所述可以全部操作以捕获光的图像的情况下,可以通过缩短图像捕获时间来评价大量的模制品的表面。
81.根据本发明的一个实施方案,所述大理石颜色效果评价系统包括图像处理单元30,将其配置为处理由图像捕获单元20捕获的图像,以确定在模制品的表面上建立大理石颜色效果的区域的边界。具体地,所述图像处理单元30可以处理图像以确定由图像捕获单元20捕获的图像的大理石颜色区域的边界,并且可以作为预定的处理器来实现。在大理石颜色效果评价系统包括如上所述的图像处理单元的情况下,可以清楚地确定建立大理石颜色效果的区域的边界,并且可以定量地比较没有建立大理石颜色效果的区域。
82.根据本发明的一个实施方案,所述图像处理单元30可以通过从捕获图像中提取每个像素的对比度值,确定每个具有等于或大于预定基准值的值的像素为形成建立大理石颜色效果的区域的边界的边界像素,并将边界像素连接起来以确定建立大理石颜色效果的区域的边界。在如上所述确定建立大理石颜色效果的区域的边界的情况下,可以处理捕获的原始图像以使边界清晰可见。
83.根据本发明的一个实施方案,用于确定建立大理石颜色效果的区域的边界的基准对比度值可以根据之前设置的每种颜色而不同。在所述图像处理单元30如上所述为大理石颜色的每一种颜色设置不同的基准值的情况下,可以处理捕获的图像以使建立大理石颜色效果的区域的边界清晰可见。
84.图5(a)显示被图像处理单元处理之前的图像的实施例,图5(b)显示根据预定的基准被图像处理单元处理图5(a)的图像而获得的图像。
85.对于作为图5的图像的对象的大理石模制品,采用云母作为精细颜料颗粒,并且在其上形成有图案的模腔的内表面的平均粗糙度(ra)为1.12μm。将在这些条件下制备的大理石模制品作为基准。
86.参考图5,在被图像处理单元处理之前的图5(a)的图像中,证实建立大理石颜色效果的区域的边界不清晰。相比之下,在被图像处理单元处理图5(a)的图像得到的图5(b)的图像中,证实建立大理石颜色效果的区域的边界是清晰可见的。
87.根据本发明的一个实施方案,所述大理石颜色效果评价系统包括评价因素确定单元40,用于从所述图像处理单元处理过的图像中确定大理石颜色效果评价因素。通过包括
如上所述的评价因素确定单元,可以清晰地区分建立大理石颜色效果的区域的边界。
88.根据本发明的一个实施方案,所述大理石颜色效果评价因素是以下中的至少一种:建立大理石颜色效果的区域的数量;建立大理石颜色效果的区域的平均尺寸;以及在建立大理石颜色效果的区域和没有建立大理石颜色效果的区域之间的平均颜色亮度的差异。通过从上述因素中选择大理石颜色效果评价因素,可以清晰地区分建立大理石颜色效果的区域的边界。具体地,所述评价因素确定单元40可以从图像处理单元30处理的图像中确定建立大理石颜色效果的区域(大理石区域)的数量、大理石区域的平均尺寸、以及大理石区域和除去建立大理石颜色效果的区域的背景(非大理石区域)之间的平均颜色亮度差异中的至少一个作为大理石颜色效果评价因素,并且大理石颜色效果评价因素的确定可以由预定的处理器执行。
89.根据本发明的一个实施方案,所述评价因素确定单元可以为建立大理石颜色效果的区域内的每一种颜色确定大理石颜色效果评价因素。通过确定如上所述的大理石颜色效果评价因素,可以提高清晰区分建立大理石颜色效果的区域的边界的效果。
90.下文中,将参考实施例详细描述本发明。然而,根据本发明的实施例可以修改成各种不同的形式,并且本发明的范围不能理解为限于下面描述的实施例。提供本说明书的实施例以向本领域技术人员更完整地描述本发明。
91.实施例1
92.将通过混合由聚碳酸酯(pc)和丙烯腈
‑
丁二烯
‑
苯乙烯(abs)的混合物组成的热塑性树脂与作为精细颜料颗粒的云母而获得的混合物在其内表面上形成有图案的模腔内注射成型,从而将大理石模制品制备为注塑制品。大理石模制品通过在其上形成有图案的模腔的内表面的平均粗糙度(ra)为1.12μm的模具中注射成型来制备。
93.实施例2
94.除了通过在其上形成有图案的模腔的内表面的平均粗糙度(ra)为3.15μm的模具中注射成型来制备以外,以与实施例1的相同方式制备大理石模制品。
95.实施例3
96.除了通过在其上形成有图案的模腔的内表面的平均粗糙度(ra)为6.30μm的模具中注射成型来制备以外,以与实施例1的相同方式制备大理石模制品。
97.比较例1
98.将通过混合由聚碳酸酯(pc)和丙烯腈
‑
丁二烯
‑
苯乙烯(abs)的混合物组成的热塑性树脂与作为精细颜料颗粒的云母而获得的混合物在模腔的内表面的平均粗糙度(ra)为100nm的模具中注射成型,从而制备模制品。
99.比较例2
100.除了通过在其上形成有图案的模腔的内表面的平均粗糙度(ra)为12.6μm的模具中注射成型来制备以外,以与实施例1的相同方式制备大理石模制品。
101.图6(a)、(b)、(c)、(d)和(e)分别显示了通过根据本发明的一个实施方案的大理石颜色效果评价系统100的图像捕获单元20捕获的比较例1、比较例2、实施例1、实施例2和实施例3的试样的图像。
102.具体地,将从光源单元10产生的光在与表面形成角度的同时入射到比较例1和比较例2以及实施例1至实施例3的每一个大理石模制品的表面上。随后,由图像捕获单元20捕
获从每个模制品的表面散射的光的图像。由图像处理单元30处理由图像捕获单元20捕获的图像以确定每个模制品的表面上的大理石区域的边界。从处理后的图像中,由评价因素确定单元40确定包括大理石区域的数量、大理石区域的平均尺寸、以及在大理石区域与非大理石区域之间的平均颜色亮度差异的大理石颜色效果评价因素。
103.对于比较例1和比较例2以及实施例1至实施例3的模制品,下面的表1显示出大理石区域的数量、每单位面积的大理石区域的数量、大理石区域的平均尺寸、在大理石区域和不包括大理石区域的背景(非大理石区域)之间的平均颜色亮度的差异、以及表面的铅笔硬度。
104.具体地,对于比较例1和比较例2以及实施例1至实施例3的模制品的试样,下面的表1显示出大理石区域的数量、每单位面积的大理石区域的数量、大理石区域的平均尺寸、在大理石区域和不包括大理石区域的背景之间的平均颜色亮度的差异(在大理石区域和非大理石区域之间的平均颜色亮度的差异)、和表面的铅笔硬度。
105.[表1]
[0106][0107][0108]
证实在实施例的大理石模制品的情况下,每单位面积确定的大理石区域的数量、以及在大理石区域和非大理石区域之间的平均颜色亮度的差异全部得到改善,暗示大理石
颜色效果更加有效地可见。
[0109]
相反,证实在比较例1的大理石模制品的情况下,硬度过低,每单位面积确定的大理石区域的数量以及在大理石区域与非大理石区域之间的平均颜色亮度的差异全部下降。此外,证实在比较例2的情况下,每单位面积确定的大理石区域的数量下降。
[0110]
此外,证实实施例的大理石模制品的表面的铅笔硬度高于比较例1。也就是说,证实本发明的实施例制备的大理石模制品的耐久性得到保证,使得对大理石颜色效果的损害最小化。但是,证实在比较例2的情况下,硬度虽然提高,但是每单位面积确定的大理石区域的数量下降,因此大理石颜色效果降低。
[0111]
此外,证实根据比较例和实施例的大理石颜色效果评价因素(其中由大理石颜色效果评价系统确定表面的评价因素),可以确定每个大理石模制品的大理石区域的数量、每单位面积的大理石区域的数量、大理石区域的平均尺寸和在大理石区域和不包括大理石区域的背景之间的平均颜色亮度的差异,从而可以定量地评价大理石颜色效果。
[0112]
因此,根据本发明的大理石模制品和大理石颜色效果评价系统,可以提供一种可以有效地形成大理石颜色并且可以保持高表面硬度的大理石模制品,以及可以提供一种能够客观、定量地评价大理石模制品的大理石颜色效果的大理石颜色效果评价系统。
[0113]
[参考编号的描述]
[0114]
100:评价系统
[0115]
10:光源单元
[0116]
20:图像捕获单元
[0117]
30:图像处理单元
[0118]
40:评价因素确定单元
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。