1.本发明涉及片材按压装置、片材按压方法、按压辊以及片材的制造方法。
背景技术:
2.在由碳纤维、玻璃纤维等构成的纤维加强材料中混入合成树脂而成的复合材料被称作纤维强化塑料(frp),广泛应用于住宅设备、输送用装置、工业产品等。为了使这样的复合材料高强度化,提高合成树脂相对于纤维加强材料的浸渍性是很重要的。
3.作为提高浸渍性的装置,在专利文献1中记载了用于制造片状的成型材料即smc(片状模塑料:sheet molding compound)的浸渍装置。该浸渍装置是用于通过传送带按压辊的方式来使含有热固化性树脂的树脂糊剂浸渍于纤维加强材料的装置。该装置使向树脂糊剂上供给了纤维加强材料而成的片材沿水平方向移动,并使之经过第1辊~第3辊总计6个辊与各引导辊之间。利用构成第1辊的两个辊使树脂糊剂缓慢地浸渍于纤维加强材料。利用构成第2辊的两个辊将气泡从片材排出。利用构成第3辊的两个辊将树脂糊剂充分浸渍于纤维加强材料。
4.若希望在该浸渍装置中提高生产率,则必须提高沿行移动速度即片材的输送速度。当提高片材的输送速度时,利用辊按压片材的时间缩短。当按压片材的时间缩短时,浸渍性降低。为了维持浸渍性,有一种减小按压时的辊与片材之间的间隔来较多地挤压片材的方法,但是,当较多地挤压片材时,产生在内部容易残留气泡这样的问题。另外,为了维持浸渍性,也考虑了增加片材所经过的辊的数量的方法,但是,当增加辊的数量时,装置本身变大,装置导入费用、维护检查费用增多。
5.在专利文献2中记载了如下的装置:在旋转的辊、带的表面排列配置有小径的球状体并使之与片材接触,被夹在辊、带与片材之间的球状体对片材进行按压,使片材内的基质树脂浸渍于纤维。在专利文献3中记载了如下的浸渍装置:在旋转的辊的表面排列配置有小径的浸渍辊组,利用浸渍辊组按压片材来使片材内的基质树脂浸渍于纤维。但是,这些浸渍装置未考虑到排出片材内的气泡的脱泡效果。而且,在专利文献2所述的、球状体未固定于旋转的辊、带的表面的结构中,难以使球状体以所期望的速度移动。因此,难以确保所期望的浸渍效果并且得到较高的脱泡效果。另外,在专利文献3所述的、浸渍辊组的公转方向与片材的输送方向为相同的方向的结构中,去除片材之中的气泡的效果较小。因此,难以确保所期望的浸渍效果并且得到较高的脱泡效果。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2004-099820号公报
9.专利文献2:日本特开平2-305829号公报
10.专利文献3:日本特开平7-076017号公报
技术实现要素:
11.发明要解决的问题
12.本发明提供确保所期望的浸渍效果并且得到较高的脱泡效果的片材按压装置、片材按压方法、按压辊以及片材的制造方法。
13.用于解决问题的方案
14.本发明的片材按压装置具有:
15.按压辊,该按压辊包括:多个自由辊,该多个自由辊对树脂和纤维混合存在的片材进行按压;以及自由辊支承部,其将所述多个自由辊配置为环状并且将所述多个自由辊以自转自如的方式固定支承;
16.驱动控制部,该驱动控制部为了使所述多个自由辊公转而使所述自由辊支承部向第1旋转方向旋转;以及
17.片材输送部,该片材输送部载置并输送所述片材,
18.所述第1旋转方向为,使位于所述片材的按压位置的所述自由辊的移动方向相对于所述片材的输送方向成为相反方向的方向。
19.根据这样的结构,提高多个自由辊的公转速度,在使片材经过按压辊的期间,会增加与片材接触的自由辊的数量。由此,即使是比较短的时间,也能够确保所期望的浸渍效果。另外,自由辊的公转方向为使位于片材的按压位置的自由辊向与片材输送方向相反的方向移动的方向。由此,能够得到将片材的内部的气泡向按压辊的输送方向上游侧压出的脱泡效果。另外,脱泡通过气泡被置换为树脂而进行,因此,能够通过脱泡来提高浸渍效果。
20.也可以是,在所述片材按压装置中,与所述片材同时接触的所述自由辊至少具有在所述片材的上游侧接触的第1自由辊(151)和在所述片材的下游侧接触的第2自由辊(152;153)这两者,
21.设定所述按压辊与所述片材输送部之间的间隔,以使所述第1自由辊与所述片材输送部之间的间隔(d1)大于所述第2自由辊与所述片材输送部之间的间隔(d2;d3)。
22.与所述片材接触的自由辊向与片材的输送方向相同的方向自由旋转。自由辊通过与片材的摩擦而进行旋转。
23.相对于所述自由辊支承部配置为环状的自由辊优选地配置为,以所述自由辊支承部的旋转轴(自由辊公转轴)为中心形成正圆。
24.也可以是,在所述片材按压装置中还具有承接台(18;28),该承接台(18;28)配置于与所述按压辊相对的位置,支承所述片材,
25.所述片材一边被所述按压辊按压一边经过所述按压辊与所述承接台之间。
26.也可以是,所述片材按压装置还具有间隔调节部,该间隔调节部调节位于所述按压位置的所述自由辊与所述片材输送部之间的间隔。
27.也可以是,所述自由辊支承部为圆板形状。
28.也可以是,在所述片材按压装置中,与所述片材同时接触的所述自由辊至少有两个,
29.在所述至少两个自由辊的表面分别具有以自转轴为中心卷绕的槽,
30.在所述至少两个自由辊中的、彼此相邻配置的自由辊中,各槽在所述自转轴的方向上错开地配置。
31.也可以是,在所述片材按压装置中,在所述自由辊分别具有以自转轴为中心卷绕的槽,
32.所述槽以所述自转轴为中心呈螺旋状卷绕。
33.在本发明的片材按压方法中,根据所述片材的规格来调整所述片材按压装置,利用调整后的片材按压装置按压所述片材。
34.本发明的按压辊包括:多个自由辊,该多个自由辊按压所述片材;以及支承机构,其将所述多个自由辊配置为环状并且将所述多个自由辊以自转自如的方式固定支承,
35.该按压辊的特征在于,
36.在所述多个自由辊中的至少一个具有以各自的自由辊的自转轴为中心卷绕的槽。
37.优选的是,在所述按压辊中,位于按压位置的所述自由辊至少有两个,
38.在所述至少两个自由辊的表面具有以各自的自由辊的自转轴为中心卷绕的槽,
39.在所述至少两个自由辊中的、彼此相邻配置的自由辊中,各槽在所述自转轴的方向上错开地配置。
40.优选的是,在所述按压辊中,所述槽以所述自转轴为中心呈螺旋状卷绕。
41.本发明的片材(例如smc)的制造方法包括:
42.将第1基质树脂(例如,包含热固化性树脂的第1树脂糊剂)涂布于第1载体膜的第1涂布工序;
43.将第2基质树脂(例如,包含热固化性树脂的第2树脂糊剂)涂布于第2载体膜的第2涂布工序;
44.使加强纤维材料(例如,玻璃纤维)堆积于在所述第1载体膜涂布的第1基质树脂的第1堆积工序;
45.在所述第1堆积工序和所述第2涂布工序之后,以所述第1载体膜、所述第1基质树脂、所述加强纤维材料、所述第2基质树脂以及所述第2载体膜按该顺序配置的方式层叠所述第1载体膜和所述第2载体膜,形成片材的层叠工序;以及
46.在所述层叠工序之后,使用上述的片材按压装置或上述的按压辊,使所述第1基质树脂和/或第2基质树脂浸渍于所述加强纤维材料,且从所述片材脱泡的工序。浸渍的工序和脱泡的工序同时进行或部分重复地进行。
47.本发明的片材(例如预浸料)的制造方法包括:
48.向第1载体膜供给形成有树脂的树脂片的工序;
49.供给构成为具有碳纤维束或浸渍有树脂的碳纤维束的碳纤维片的工序;使所述碳纤维片层叠于所述树脂片来形成片材的工序;以及
50.使用以上所述的片材按压装置或以上所述的按压辊,来使所形成的所述片材所含的所述树脂浸渍于所述碳纤维束且从所述片材脱泡的工序。浸渍的工序和脱泡的工序同时进行或部分重复地进行。
51.上述片材输送部既可以设为专用于所述片材按压装置,也可以与除片材按压装置以外的制造装置共用。
52.所述驱动控制部构成为,对驱动装置(构成为具有马达、齿轮等)进行控制,该驱动装置用于驱动所述自由辊支承部绕旋转轴(自由辊公转轴)进行旋转。另外,所述驱动控制部也可以分别控制对所述按压辊和所述片材输送部的驱动。并且,所述驱动控制部也可以
基于片材输送的输送速度来控制自由辊支承部的旋转速度。
53.优选的是,设定自由辊支承部的旋转轴的高度位置和片材的输送位置,以使至少两个自由辊与输送的状态的片材接触。优选的是构成为,对于自由辊支承部的旋转轴的位置而言,能够对高度方向位置进行调整。根据片材的种类、片材的厚度来调整高度方向位置为佳。
54.也可以是,所述片材输送部具有上游侧引导辊和下游侧引导辊,在其输送方向上将自由辊支承部夹在上游侧引导辊和下游侧引导辊之间。
附图说明
55.图1是包含本发明的片材按压装置的一实施方式的smc制造工序的示意图。
56.图2是表示本发明的片材按压装置的一实施方式的图。
57.图3是图2的片材按压装置的主要部分放大剖视图。
58.图4是表示承接台的其他实施方式的图。
59.图5是表示片材按压装置的其他实施方式的图。
具体实施方式
60.参照附图,详细地说明本发明。此外,在各图中,附图的尺寸比与实际的尺寸比未必一致,另外,各附图之间的尺寸比也未必一致。
61.在图1中示意地示出使玻璃纤维浸渍于基质树脂而成的片状的成型材料即smc的制造工序。使由开卷辊1拉出的厚度为10~50μm的聚乙烯、聚丙烯等热塑性树脂膜作为第1载体膜2载置于传送带3之上。
62.传送带3由驱动辊31驱动,将载置于传送带3的片材13的原材料和片材13向t方向输送。驱动辊31能够利用未图示的控制单元变更驱动速度。在传送带3的内侧适当地配置有引导辊32。在本实施方式中,作为片材输送部,使用带式运输机,但也可以使用辊式运输机、链式运输机等其他输送机构。
63.接下来,利用刮刀5等涂敷单元将作为基质树脂的第1树脂糊剂41以预定的厚度涂敷在第1载体膜2上。第1树脂糊剂41例如使用在以不饱和聚酯树脂、乙烯基酯树脂等热固化性树脂为主要成分的树脂中适当地混合填充剂、增粘剂、固化用催化剂、内部脱模剂、低收缩化剂以及着色剂等并且将粘度设为30~600泊(poise)左右的糊剂状物为佳。
64.关于浸渍于第1树脂糊剂41中的加强纤维材料9,将多束玻璃原丝7向切断装置8送入,形成许多长度为1英寸左右的切断片。然后,将所形成的切断片以均匀分散的方式播撒并堆积在第1树脂糊剂41上,用作加强纤维材料9。
65.将由开卷辊1拉出的、厚度为10~50μm的聚乙烯膜等热塑性树脂膜设为第2载体膜11。利用刮刀12等涂敷单元将第2树脂糊剂42以预定的厚度涂敷在第2载体膜11上。然后,以第2树脂糊剂42处于内侧的方式使涂敷有第2树脂糊剂42的第2载体膜11层叠于在第1载体膜2上堆积的加强纤维材料9上,形成片材13。
66.刚形成的片材13处于第1树脂糊剂41、第2树脂糊剂42和加强纤维材料9在第1载体膜2与第2载体膜11之间混合的状态。但是,第1树脂糊剂41、第2树脂糊剂42未完全浸渍于加强纤维材料9,在片材13的内部残存较多的气泡。因此,使用片材按压装置14使第1树脂糊剂
41、第2树脂糊剂42浸渍于加强纤维材料9中,并且排出片材13的内部所含的气泡。由片材按压装置14按压后的片材13被卷取而形成卷取辊20。
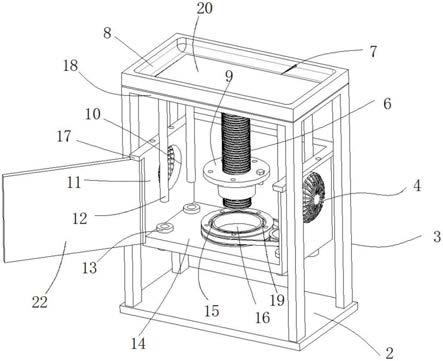
67.参照图2说明本发明的片材按压装置的一实施方式。图2是片材按压装置14的立体图。片材按压装置14包括传送带3、按压辊17以及分别控制按压辊17和传送带3的驱动的驱动控制部(未图示)。在该图中,示出片材按压装置14和载置于传送带3之上的片材13(阴影区域)。在该实施方式中,传送带3也可以在除了利用片材按压装置14进行制造的情况以外的制造方法中被使用,但也可以将传送带3设为供片材按压装置专用。
68.按压辊17包括按压片材13的多个自由辊15和将多个自由辊15配置为环状并且将多个自由辊15以自转自如的方式固定支承的一对自由辊支承部16。多个自由辊15安装固定于一对自由辊支承部16之间。各自由辊15通过与所接触的片材13之间的摩擦而旋转(自转)。另外,多个自由辊15以按压辊17的旋转轴171为中心向第1旋转方向r旋转(公转)。该旋转通过未图示的驱动控制部进行。各自由辊15跟随自由辊支承部16的旋转进行公转,并且对片材13施加按压力,与此同时,从片材13的输送方向t的下游侧向上游侧移动。
69.驱动控制部包含驱动装置和控制部。驱动装置构成为具有马达、齿轮等,对马达能够应用气动马达、电动马达等与驱动对象对应的各种驱动源。为了使按压辊17旋转,例如,优选使用气动马达。控制部既可以针对每个驱动部都设置,也可以针对按压装置整体统一设置,还可以与用于smc制造工序的其他装置统一设置。
70.在被自由辊15施加了按压力的片材13中,片材13的内部的第1树脂糊剂41、第2树脂糊剂42浸渍于加强纤维材料9中。由于自由辊15公转,因此,片材13由多个自由辊15按压。越提高按压辊17的公转速度,按压片材13的自由辊15的数量越增多。由此,自由辊15所进行的按压次数和按压时间增加,浸渍性提高。按压辊17的公转速度能够不依赖于沿行移动速度而设定,因此,即使在加大沿行移动速度的情况下,也能够得到所期望的浸渍性。并且,与分别准备效果不同的辊来使用相比,按压辊17能够节省空间,因此,能够使片材按压装置14小型化。
71.按压辊17的第1旋转方向r为使位于片材13的按压位置的自由辊15即与片材13接触的自由辊15向与传送带3输送片材13的输送方向t相反的方向移动这样的方向。当使按压辊17向第1旋转方向r旋转时,自由辊15逐个按压片材13,与此同时,向输送方向上游侧移动。由此,将存在于片材13的内部的气泡向按压辊17的输送方向上游压出并进行脱泡。
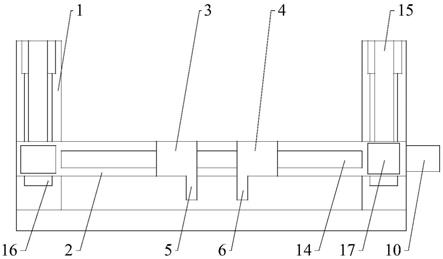
72.图3为将沿着片材输送方向的平面设为剖面的、片材按压装置14的主要部分放大剖视图。在图3中,3个自由辊15与片材13同时接触。3个自由辊15从片材13的送出侧即上游侧起依次为第1自由辊151、第2自由辊152以及第3自由辊153。第1自由辊151与传送带3之间的间隔d1设定为大于第2自由辊152与传送带3之间的间隔d2。第2自由辊152与传送带3之间的间隔d2设定为大于第3自由辊153与传送带3之间的间隔d3。该间隔的设定的意图在于,通过越靠下游越减小自由辊与传送带之间的间隔,从而阶段性地加大片材13的按压量。
73.这样设定间隔d1~d3能够得到如下的效果。利用按压量较小的第1自由辊151,主要发挥排出片材内所含的气泡的脱泡效果。利用按压量较大的第3自由辊153,主要发挥浸渍脱泡后的片材的浸渍效果。利用位于第1自由辊151与第3自由辊153之间的第2自由辊152,发挥脱泡效果和浸渍效果这两个效果。即,通过阶段性的按压,能够主要在输送方向上游侧将气泡向按压辊的上游侧压出并促进脱泡,主要在输送方向下游侧得到所期望的浸渍
性。
74.若与片材13同时接触的自由辊15的数量增多,则片材13的按压次数和按压时间增多,浸渍性提高。与片材13同时接触的自由辊15的数量根据自由辊支承部16的形状、片材13的能够弯曲的角度以及能够配置于按压辊17的自由辊15的数量等而不同。
75.例如,考虑如下的情况:使用沿着直径为200mm的圆板形状的自由辊支承部的周向等间隔地配置有12个直径为38mm的自由辊的按压辊。在将片材13以跨自由辊支承部16的圆板周围的120度(整周的1/3)的部分的方式配置时,最多5个自由辊15与片材13始终接触,浸渍性提高。在使用相同的按压辊的情况下,在将片材13以跨自由辊支承部的圆板周围的90度(整周的1/4)的部分方式配置时,最多4个自由辊与片材13始终接触,浸渍性提高。
76.关于第1自由辊151~第3自由辊153与传送带3之间的间隔d1~d3的调整,具有调整按压辊17与传送带3的相对位置的方法、使用从下方支承传送带3的承接台并调整承接台18的位置的方法。
77.对调整按压辊17与传送带3的相对位置的方法进行说明。在图3中,当降低按压辊17的位置时,按压辊17相对于传送带3的相对位置降低,能够增加与传送带3接触的自由辊15的数量,或者减小自由辊15与传送带3之间的间隔。为了降低按压辊17的位置,使用调整按压辊17本身的高度的间隔调整部(未图示)为佳。
78.作为调整按压辊17本身的高度的间隔调整部,例如也可以具有从两侧轴支承按压辊17的旋转轴(自由辊15的公转轴)的按压辊支承部、能够变更所述按压辊支承部的高度方向位置的直动致动器等驱动部、以及设置所述按压辊支承部和直动致动器的架台。架台可以构成为,例如设于导轨上,能够沿着片材的输送方向(或传送带的移动方向)移动。
79.另外,提高传送带3的位置,按压辊17相对于传送带3的相对位置也会降低。为了提高传送带3的位置,使用对配置于按压辊17的输送方向上游侧和输送方向下游侧的引导辊32的高度进行调整的间隔调整部(未图示)为佳。作为调整引导辊32的高度的间隔调整部,也可以是,具有上游侧引导辊321和下游侧引导辊322,上游侧引导辊321和下游侧引导辊322分别构成为能够上下移动,使片材按压装置14在片材的输送方向上处于上游侧引导辊321和下游侧引导辊322之间。
80.例如,利用下游侧引导辊322等对下游侧的传送带3进行下方支承,以使输送方向下游侧的传送带3的位置比上游侧的传送带3的位置高。由此,能够将输送方向下游侧的第2自由辊152及第3自由辊153与传送带3之间的间隔d2、d3设为小于输送方向上游侧的第1自由辊151与传送带3之间的间隔d1。另外,能够将输送方向下游侧的第3自由辊153与传送带3之间的间隔d3设为小于输送方向上游侧的第2自由辊152与传送带3之间的间隔d2。另外,也可以设定为,上游侧引导辊321的高度低于下游侧引导辊322的高度,将按压辊17夹在上游侧引导辊321和下游侧引导辊322之间且使上游侧引导辊321和下游侧引导辊322沿着输送方向与按压辊17隔开相同的间隔。
81.作为调整自由辊15与传送带3之间的间隔的方法,具有调整按压辊17与上游侧引导辊321在输送方向上的间隔、和/或按压辊17与下游侧引导辊322在输送方向上的间隔的方法。即使上游侧引导辊321的高度与下游侧引导辊322的高度相同,例如,通过设定为从按压辊17至上游侧引导辊321的输送方向上的间隔大于从按压辊17至下游侧引导辊322的输送方向上的间隔,也能够满足d1>d2以及d1>d3。
82.对使用从下方支承传送带3的承接台并调整承接台的位置的方法进行说明。在图2、图3中示出承接台18。承接台18从传送带3的下方支承被自由辊15按压的片材13。由此,片材13被自由辊15可靠地按压。承接台18的传送带支承面181、182也可以设计为,将位于片材13的按压位置的各自由辊151~153与传送带3之间的间隔设为所期望的值。通过使用承接台18,容易将片材13控制为所期望的厚度。
83.传送带支承面181、182被设计为,越靠输送方向下游,越减小自由辊151~153与传送带3之间的间隔。在图3中示出自由辊支承部为圆形形状的情况下的承接台18的一个例子。传送带支承面181、182相对于自由辊支承部的旋转轴(公转轴)整体形成为凹形形状,在传送带支承面181、182之间包含最低部183。
84.在图4中示出自由辊支承部为圆形形状的情况下的承接台的其他实施方式。承接台19的传送带支承面在输送方向侧视时被分为3个部分(例如3等分),从上游起依次包括第1支承面191、第2支承面196以及第3支承面192。第1支承面191在端处包含上游端194,第2支承面196在中央区域包含最低部193,第3支承面192在端处包含下游端195。
85.第1支承面191在输送方向侧视时呈直线状,相对于装置的设置面(或水平)以第1倾斜角α逐渐降低。第3支承面192在输送方向侧视时呈直线状,相对于装置的设置面(或水平)以第2倾斜角β逐渐上升。也可以是|α|<|β|的关系成立的结构。第2支承面196在输送方向侧视时呈圆弧状,与第1支承面191和第3支承面192平滑地连接。
86.在|α|=|β|的关系成立的情况下,也可以是如下的关系:在经过按压辊17的旋转轴(自由辊的公转轴)的中心朝向传送带3引出垂直线时,该垂直线经过比最低部193靠输送方向下游侧的位置(换言之,经过最低部193的垂直线经过比按压辊17的旋转轴(自由辊的公转轴)的中心靠输送方向上游侧的位置)。
87.承接台的各实施方式中的传送带支承面由摩擦系数较小的平滑面构成,或者由排列有辊等的面构成为佳,以使传送带3良好地滑动。另外,也可以具有调节承接台18(19)的传送带支承面的高度、倾斜角度的间隔调整部(未图示),以能够调整按压辊17与承接台18(19)之间的间隔d1~d3。
88.以上说明了调整按压辊17与传送带3的相对位置的方法和使用承接台18(19)并调整承接台18(19)的位置的方法,但也可以同时采用这两个方法。
89.在图5中示意地示出其他实施方式的片材按压装置。该片材按压装置24具有按压辊27,在该按压辊27中,自由辊支承部26由履带(无限轨道)构成。与圆板形状的自由辊支承部16相比,由履带构成的自由辊支承部26能够增加与片材13同时接触的自由辊25的数量。另外,即使增加自由辊25的数量,也能够将所按压的片材13维持为平面形状。在图5的片材按压装置24中,省略履带的支承机构、驱动控制机构。
90.当与片材13同时接触的自由辊25的数量增加时,能够增加自由辊25按压片材13的次数和自由辊25的接触时间,因此,浸渍性进一步提高。另外,通过使用许多个自由辊25,能够将阶段性地加大按压量时的“阶段”设定为多个阶段。由此,更容易将气泡向按压辊27的输送方向上游压出,能够进一步提高脱泡性。
91.在图5的实施方式中,也可以具有承接台28。承接台28的传送带支承面281的形状根据与自由辊25之间的间隔和履带的轨道来调整。在该实施方式中,也可以由平面构成传送带支承面281。此时,使由履带构成的自由辊支承部26以随着从上游侧朝向下游侧去靠近
传送带支承面281的方式倾斜。由此,即使传送带支承面281为平面,也能够使自由辊与传送带3之间的间隔随着从上游侧朝向下游侧去逐渐减小。
92.下面详细说明自由辊。自由辊的材质除了使用不锈钢等金属之外,没有特别限制。当在自由辊的表面使用弹性体等具有弹力的材料时,能够得到使在片材表面的载体膜产生的皱褶伸展的效果。
93.自由辊的至少一个具有以自由辊的自转轴为中心卷绕的槽较佳。以自由辊的自转轴为中心卷绕的槽包含以自转轴为中心呈螺旋状的槽、在沿着自转方向的方向上延伸的槽。槽具有引导片材内的气泡的效果。在设为螺旋状的槽的情况中,具有使气泡沿着螺旋状的槽移动的效果。由此,能够将位于片材内的气泡向片材之外排出。
94.既可以是按压辊内的全部的自由辊具有槽,也可以将有槽自由辊和无槽自由辊混合。既可以沿着按压辊的周向交替地配置有槽自由辊和无槽自由辊,也可以将有槽自由辊和无槽自由辊每隔两个地配置。
95.在与片材同时接触的自由辊至少有两个的情况下,在该至少两个自由辊彼此相邻配置时,彼此相邻配置的自由辊的各槽在自由辊的自转轴的方向上彼此错开地配置为佳。例如,也可以是,相邻的一个自由辊的槽的凹部与另一个自由辊的凸部相对地配置,也可以是,在凹部的内部插入凸部的至少局部。彼此相邻配置的自由辊能够将位于片材上的彼此相邻的局部区域交替地按压。当交替地按压片材上的局部区域时,通过使基质树脂移动,发挥了将位于片材内的气泡向片材之外排出的泵功能。
96.对片材的按压方法进行说明。根据片材的规格即投入的片材的材质、厚度、作为片材的目标的脱泡浸渍状态来调整上述的片材按压装置。片材按压装置的调整项目具有按压辊的旋转速度、片材的输送速度、以及自由辊与传送带之间的间隔d1~d3等。
97.按压辊的旋转速度、片材的输送速度是对于调整片材的浸渍状态特别有效的参数。自由辊与传送带之间的间隔d1~d3的平衡是对于调整片材的脱泡状态特别有效的参数。由此,上述的片材按压装置能够分别独立地调整浸渍效果和脱泡效果。
98.另外,自由辊的直径、数量以及材质、自由辊支承部的机构、直径等按压辊的设计项目也对浸渍效果和脱泡效果产生影响。因而,作为根据片材的规格进行调整的片材按压装置的调整项目,也可以加上选择优选的设计的按压辊的项目。另外,也可以使用一个以上的所述按压辊或一个以上的所述片材按压装置。
99.作为制造的片材,例如能够举出smc、预浸料等。在上述实施方式中,示出了将片材按压装置应用于smc的制造,并作为使玻璃纤维浸渍于基质树脂并且使之脱泡的装置来使用的例子。另外,上述实施方式也能够应用于使碳纤维作为加强纤维材料浸渍于环氧树脂等基质树脂而形成的、预浸料的制造。例如,在使用了碳纤维的预浸料中,有一种使基质树脂浸渍于被称作ud(uni derection)的单向纤维材料而成的材料。在使树脂浸渍于ud的情况下,难以在与纤维排列的方向不同的方向上进行脱泡。因此,能够将上述的片材按压装置作为尤其重视脱泡效果的脱泡装置使用。而且,通过脱泡来将气泡置换为树脂,从而也能够得到浸渍效果。
100.使用了上述的所述片材按压装置和所述按压辊的smc的制造方法包括:将包含热固化性树脂的第1树脂糊剂41涂布于第1载体膜2的第1涂布工序;将包含热固化性树脂的第2树脂糊剂涂布于第2载体膜11的第2涂布工序;使玻璃纤维堆积于在所述第1涂布工序中涂
布于第1载体膜的第1树脂糊剂的第1堆积工序;以所述第1载体膜、所述第1树脂糊剂、所述玻璃纤维、所述第2树脂糊剂、所述第2载体膜按该顺序配置的方式层叠所述第1载体膜和所述第2载体膜的层叠工序;以及使所形成的所述片材所含的所述第1基质树脂和/或第2基质树脂浸渍于所述加强纤维材料,且从所述片材脱泡的工序。
101.另外,也可以是,在所述第1堆积工序与所述层叠工序之间还包括:将与第1基质树脂或第2基质树脂相同的树脂涂布于所述加强纤维材料的中间涂布工序;以及使与所述加强纤维材料相同或不同的加强纤维材料堆积于经所述中间涂布工序涂布后的树脂之上的中间堆积工序。
102.也可以是,使中间涂布工序和中间堆积工序成组,执行一个或两个以上这样的组。
103.所述第1基质树脂和所述第2基质树脂既可以由相同的材料构成,也可以由不同的材料构成。
104.使用了上述的所述片材按压装置和所述按压辊的预浸料的制造方法包括向第1载体膜供给形成有树脂的树脂片的工序、供给构成为具有碳纤维束或浸渍有树脂的碳纤维束的碳纤维片的工序、使所述碳纤维片层叠于所述树脂片来形成层叠片的层叠工序、使用所述按压辊或所述片材按压装置来使所形成的所述片材所含的所述树脂浸渍于所述碳纤维束且从所述片材脱泡的工序。
105.在本实施方式中,基质树脂、玻璃纤维、碳纤维、树脂、热固化性树脂、载体膜(包含剥离纸)等只要能够用于smc的制造、预浸料的制造,则能够没有特别限制地使用。
106.本发明并不受上述的实施方式任何限定,在不脱离本发明的主旨的范围内,能够进行各种改良变更。
107.附图标记说明
108.3、传送带;9、加强纤维材料;13、片材;14、24、片材按压装置;15、25、自由辊;16、26、自由辊支承部;17、27、按压辊;18、19、28、承接台;151、第1自由辊;152、第2自由辊;153、第3自由辊。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。