1.本发明涉及挤出机技术领域,尤其涉及一种冷喂料销钉排气挤出机。
背景技术:
2.橡胶挤出机,工业中橡胶生产的关键设备之一。传统的橡胶制品的生产过程中出现了柱塞式挤出机、螺杆型热喂料挤出机、普通冷喂料挤出机、主副螺纹冷喂料挤出机、冷喂料排气挤出机、销钉冷喂料挤出机、复合挤出机等不同类型的生产设备。其中,冷喂料销钉排气挤出机属于生产效率比较高,生产质量比较好的橡胶挤出设备。
3.冷喂料销钉排气挤出机原理是采用单根或多根螺杆,通过分段设计螺杆螺纹的参数,分别实现不同区段的加工需求,首先是喂料段,从外部添加橡胶原料,经过与喂料辊挤压推入塑化段,并在塑化段中升温成为熔融体,其中由于橡胶生产过程中产生部分气体,如果留在熔融体中,则会导致橡胶体积增大,性能下降,因此需要增加排气段,在此段通过改变螺纹深度及螺距产生降压区间,气体析出到表层,并从排气口排出,具体可以采用多种方式加快排气过程;之后熔融的橡胶进入挤出段,期间需要对橡胶进行降温处理,防止温度过高使其出现硫化反应;最后从挤出段末端的机头产出半成品,以便下一步骤制作轮胎等橡胶制品。销钉主要设置于机筒表面,末端深入机筒中,通过与螺纹配合对橡胶熔融体进行挤压、搅拌等作用,提升橡胶加工质量,也减少漏流、逆流的量,以稳定前段(喂料段 塑化段)产出的橡胶流量,也可避免局部返流产生的高温问题,对应缺点是增加的销钉属于系统阻尼增加,这就导致整机橡胶产出速率的下降。
4.现有技术中,如中国专利cn104249449a公开了一种低温喂料橡胶挤出机机筒,包括有塑化段筒体和挤出段筒体两部分,塑化段筒体与挤出段筒体相互套接,塑化段筒体与挤出段筒体的长度比为1:2,在塑化段筒体内壁上进一步套接固定有塑化段降温桶,塑化段降温桶与塑化段筒体的直径比为1:0.8,在挤出段筒体内壁上进一步设置有挤出段降温桶,挤出段降温桶与挤出段筒体的直径比为1:0.8,在塑化段筒体和挤出段筒体的内壁上分别均匀设置有塑化段销钉与挤出段销钉,在挤出段筒体内壁上的挤出段销钉数量为塑化段筒体内壁上的塑化段销钉数量的1.5
‑
2.5倍;采取的是控制塑化段与挤出段几何尺寸及销钉设置等条件,控制橡胶挤出中逆流与漏流的量,以解决局部高温和产出速率的问题。但是上述设计导致实际挤出段加工长度增加,销钉数量增加,并不利于空间利用、成本控制,且整体系统阻尼加剧,也不利于提升生产效率。
技术实现要素:
5.有鉴于此,本发明提供一种冷喂料销钉排气挤出机,可有效解决上述问题。
6.为此目的,本发明由如下技术方案实施。
7.一种冷喂料销钉排气挤出机,包括:主机、机头;所述主机为单螺杆销钉式挤出机;
8.所述主机还包括机筒、螺杆、电控柜、电机、减速器;所述机筒依次分为挤出段、排气段、塑化段、喂料段;所述螺杆对应设有螺杆挤出段、螺杆排气段、螺杆塑化段、螺杆喂料
段;所述机筒的出料端与所述机头的进料端连接;
9.所述喂料段设有进料口并连接料斗;所述喂料段内与所述螺杆喂料段并列设有喂料辊;所述喂料段为夹套结构,夹腔中通有温控循环水;所述塑化段和所述挤出段上分别设有多排销钉,每排设有至少三个销钉,且沿所述机筒的周向均匀分布;所述排气段设有排气口;
10.所述螺杆为分段变距结构;所述螺杆喂料段为四头螺纹和双头螺纹复合结构,且四头螺纹与双头螺纹的螺距不同,螺纹深度不同;所述螺杆塑化段设有销钉槽;
11.所述电控柜内设有控制系统,并与所述主机的电器元件连接;
12.所述电机通过所述减速器驱动所述螺杆。
13.进一步,所述排气口连接真空泵。
14.进一步,所述螺杆为中空螺杆;材材质为38crmoala,经调质和表面氮化处理,表面硬度为hrc60
‑
65、硬层深度为0.5
‑
0.7mm;表面粗糙度小于ra0.8。
15.进一步,所述喂料段为封闭式结构,所述料斗上设有料斗端盖;所述喂料辊上方设有喂料辊盖;所述喂料辊的外表面设有返胶槽。
16.进一步,所述机筒为双层结构,外层设有多个沿轴向的孔道,通入温控循环水,用于筒体的加热和冷却;内层材质为38crmoala,内壁经表面氮化处理,表面硬度为hrc65
‑
70,硬层深度为0.5
‑
0.7mm;所述机筒上对应设有所述销钉的安装孔。
17.进一步,所述电控柜设有显示面板、警报装置、人机交互界面;所述人机交互界面包括触摸屏、旋钮、按键、开关其中一种或多种组合。
18.进一步,所述减速器为齿轮减速器,输出轴与输入轴同侧设置;所述减速器还设有稀油润滑系统,包括油泵、冷却器、过滤器、油镜、分配器;还包括喷淋装置,用于齿轮喷淋润滑;油镜用于观察各支路油路供油状态。
19.进一步,所述销钉的主体结构依次为第一插入部、固定部、第二插入部;所述第一插入部、第二插入部均为圆柱体,分别设置于所述固定部的两侧,且同轴设置;所述第一插入部长度大于所述第二插入部,且第一插入部的末端为圆台结构、圆柱结构、方体结构或异型结构其中一种;所述固定部与所述机筒的外壁可拆卸式连接。
20.更进一步,所述固定部与所述机筒的外壁之间设有周向的定位结构;所述第二插入部的末端为弧面结构,弧度与机筒内壁的弧度一致,且当所述第二插入部安装于所述销钉的安装孔时,所述弧面结构与所述机筒的内壁形成连续的曲面。
21.更进一步,所述销钉为分体式结构,所述固定部的一个端面设置有台阶孔,所述台阶孔的内侧面加工有内螺纹;
22.所述第一插入部的根部设有凸缘,且所述第一插入部安装于所述台阶孔中;所述第一插入部的凸缘直径小于所述内螺纹的内径,大于所述台阶孔的孔径;
23.所述第二插入部的根部设有凸缘,凸缘外侧面加工有外螺纹,并与所述台阶孔的内螺纹相配合。
24.本发明具有如下优点:
25.本发明通过合理化配置喂料段温控循环水,调节橡胶原料初始进入温度,,在满足挤出段前温度需求的情况下,降低塑化段的升温速率,也有利于减免逆流,提高产量。
26.进一步,通过设置可正反安装的销钉,实现快速调节销钉数量及分布的能力,适应
不同加工需求。
附图说明
27.为了更清楚地说明本发明实施例,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅是本发明的一个或几个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
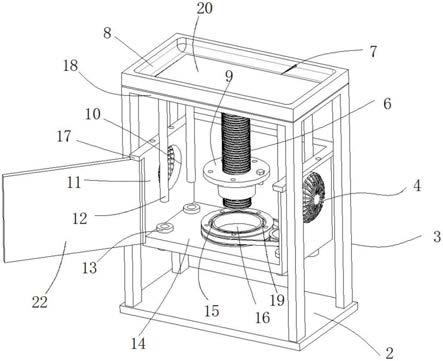
28.图1为本发明挤出机主视图;
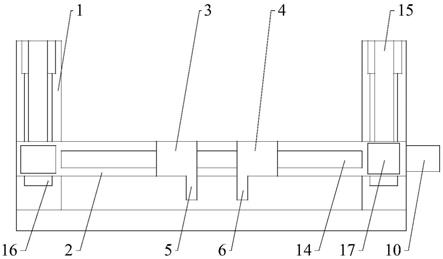
29.图2为本发明挤出机俯视图;
30.图3为本发明具体实施例中销钉立体图;
31.图4为本发明具体实施例中销钉剖视图。
32.图中
[0033]1‑
挤出段;2
‑
排气段;3
‑
塑化段;4
‑
喂料段;5
‑
电控柜;6
‑
电机;7
‑
减速器;8
‑
销钉;81
‑
第一插入部;82
‑
固定部;83
‑
第二插入部。
具体实施方式
[0034]
以下将结合实施例和附图对本发明的构思、具体结构及产生的技术效果进行清楚、完整的描述,以充分地理解本发明的目的、方案和效果。需要说明的是,在不冲突的情况下,本技术实施例中的特征可以相互组合。
[0035]
下面将结合附图,对本发明做进一步说明。
[0036]
结合图1、2所示,一种冷喂料销钉排气挤出机,包括:主机、机头;主机为单螺杆销钉式挤出机;挤出机主机用于对物料进行塑化、升温、排气、恒温后输送给机头。
[0037]
其中,主机还包括机筒、螺杆、电控柜5、电机6、减速器7;机筒依次分为挤出段1、排气段2、塑化段3、喂料段4;螺杆对应设有螺杆挤出段、螺杆排气段、螺杆塑化段、螺杆喂料段;机筒的出料端与机头的进料端连接。
[0038]
机筒的喂料段4设有进料口并连接料斗;喂料段4内与螺杆喂料段并列设有喂料辊,主要由后段机身体、前衬套、后衬套等组成,采用夹套式铸钢结构。具体设置如下:
[0039]
a、后段机身体:采用铸钢制造,同时铸有夹腔,通入温控循环水,用于后段机身的加热和冷却。在后段机身内压装有前衬套和后衬套并装有喂料装置;
[0040]
b、前衬套、后衬套:材料采用38crmoala,经调质和表面氮化处理,内表面硬度hrc65
‑
70,硬层深度0.5
‑
0.7mm。
[0041]
优选地,喂料段4采用全封闭结构,由喂料辊、喂料辊盖、轴承座、齿轮副、轴承、辊套等组成;料斗上还设有料斗端盖,喂料辊的外表面设有返胶槽,防止胶料进入支承轴承。喂料辊、辊套材料为38crmoala,辊表面氮化处理,硬度≥hrc62,硬层深度为≥0.5mm;内部可连接旋转接头,通循环冷却水;
[0042]
喂料辊齿轮采用2crmoti材质,表面渗炭处理,渗炭平均深度1.5mm;喂料辊由减速机输出轴通过齿轮带动,速比齿轮具有足够的强度及耐磨性能。速比齿轮采用油脂润滑,喂料辊轴承采用油脂润滑。
[0043]
塑化段3和挤出段1上分别设有多排销钉,每排设有至少三个销钉,且沿机筒的周向均匀分布;排气段2设有排气口;优选地,排气口连接真空泵。
[0044]
优选地,塑化段3的销钉数量与挤出段1的销钉数量比值范围为0.75
‑
1;塑化段3的长度与挤出段1的长度比值范围为0.35
‑
1。在本实施例中,塑化段3设有三排销钉,每排8根;挤出段2设有四排销钉,每排8根。塑化段3的长度与挤出段1的长度比值为0.6;销钉采用38crmoala优质氮化钢,调质处理;表面氮化处理,内表面硬度hrc65
‑
70,硬层深度0.5
‑
0.7mm;可以保证足够的韧性,也可以保证表面有一定的硬度,耐磨损。进一步,机筒为双层结构,外层设有多个沿轴向的孔道,通入温控循环水,用于筒体的加热和冷却;内层材质为38crmoala,内壁经表面氮化处理,表面硬度为hrc65
‑
70,硬层深度为0.5
‑
0.7mm;机筒上对应设有销钉的安装孔。
[0045]
优选地,螺杆材料采用38crmoala,经调质和表面氮化处理,表面硬度hrc60
‑
65、硬层深度0.5
‑
0.7mm;表面粗糙度小于ra0.8;螺旋形式总体为等深分段变距结构,在螺杆喂料段采用四头螺纹和双头螺纹、螺距不等和深度不等的复合形式;挤出稳定性好出胶量大;有利于输送胶料。进一步,螺杆为中空螺杆,且螺杆中间加工有孔道,通入温控循环水,用于螺杆的加热和冷却;螺杆塑化段设有销钉槽。螺杆与减速机主轴间采用花键轴套式联接更进一步地,螺杆的长径比为14
‑
16。
[0046]
电控柜5内设有控制系统,并与主机的电器元件连接。优选地,电控柜5设有显示面板、警报装置、人机交互界面;人机交互界面包括触摸屏、旋钮、按键、开关其中一种或多种组合。还包括直流调速器,具体采用全数字直流调速器,性能稳定、工作可靠;并设有主断路器和主交流接触器,具有主电机过流、过载、缺相、欠压、失磁、零速启动等保护功能;;主控柜内配有两台冷却用轴流风机。主电柜面板显示功能有:主电机电流、电机转速、电源电压等;主电柜操作功能有:稀油润滑泵的启动、停止及其指示,主电机启动、停止及其指示,主电机速度调节,故障报警指示,紧急停止;联锁保护功能:稀油润滑泵不启动,主电机不能启动,以避免减速箱齿轮无油工作。进一步,电控柜5上预留远程管理控制接口。
[0047]
电机6通过减速器7驱动螺杆;优选地,减速器7为齿轮减速器,如图2所示,输出轴与输入轴同侧设置,这样可以有效减少轴向尺寸,也就减少了挤出机的占地面积,有利于空间利用。减速器还包括泵、冷却器、过滤器、油镜/分配器等部分组成,对减速机齿轮进行喷淋润滑,同时通过分配器对各轴承进行强制润滑,并以水冷却的方式控制润滑油的温升,可以有效地保证减速机的正常工作;通过油镜可以观察各支路油路是否畅通。
[0048]
通过实施上述实施例,使用喂料段4温控循环水调节橡胶原料初始进入温度,使橡胶原料在塑化段3中的温度变化平稳,从而橡胶原料在喂料段4与塑化段3之间的减少漏流、逆流,以稳定进入塑化段3的橡胶流量,实现产量720kg/小时,与未在喂料段通过温控循环水控制橡胶原料温度的技术方案的670kg/小时相比,提升了产量。
[0049]
在本发明的另一实施例中,在上述实施例的基础上,如图3所示,销钉8的主体结构依次为第一插入部81、固定部82、第二插入部83。
[0050]
其中,第一插入部81、第二插入部83均为圆柱体,分别设置于固定部的两侧,且同轴设置;第一插入部81的长度大于第二插入部83,且第一插入部81的末端为圆台结构;固定部82与机筒的外壁可拆卸式连接。这样设计可以自由调整销钉8的工作状态,如需要减少单排的销钉数量,仅需拆除销钉后,反向将第二插入部82安装于机筒内,就可以减少一个安装位的销钉8,有利于根据不同生产需要设计销钉排布情况,同时原位安装即解决了安装孔封堵问题,同时还防止销钉8丢失的问题。
[0051]
优选地,固定部82与机筒的外壁之间设有周向的定位结构,具体如图3中所示的凸边结构,可以在机筒表面对应设有凸边,方便安装时定位。结合,第二插入部83的末端为弧面结构,弧度与机筒内壁的弧度一致,且当第二插入部安装于销钉的安装孔时,弧面结构与机筒的内壁形成连续的曲面,配合上述的定位结构,在加工精度符合要求的前提下,可以实现安装孔较好的封堵,不存胶,也不影响螺杆工作。
[0052]
优选地,考虑到销钉磨损严重时需要更换销钉,而整体更换成本较高,同时针对销钉端部结构不唯一的特点(具体还可为方体或异型体等结构),将销钉设计为分体式结构,结合图4所示,固定部82的一个端面设置有台阶孔,台阶孔的内侧面加工有内螺纹;
[0053]
第一插入部81的根部设有凸缘,且第一插入部安装于台阶孔中;第一插入部的凸缘直径小于内螺纹的内径,大于台阶孔的孔径;
[0054]
第二插入部83的根部设有凸缘,凸缘外侧面加工有外螺纹,并与台阶孔的内螺纹相配合。
[0055]
这样可以通过转动拆解第二插入部83,并抽出需要更换的第一插入部81。进一步,为了放置第二插入部83安装时位置发生偏转,可在第一、第二插入部接触位置加装弹性垫片,并在第二插入部83与固定部82之间设置刻度或定位线,以便防止安装错位。
[0056]
以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。