1.本发明属于弹性带技术领域,具体涉及一种用于口罩的弹性带及其生产方法。
背景技术:
2.由熔喷布和弹性带制成的一次性口罩已成为目前人们出行的必备品,一次性口罩成本低、用完即抛的特点,使人们能以较小的成本来使用,为人们提供了极大的方便和足够的保护。口罩的弹性带多采用弹性细绳与口罩主体通过超声波焊接固定,口罩佩戴时弹性细绳挂于耳部,由于受到拉伸,弹性细绳会变的更细;由于人体耳根部皮肤娇嫩,长期佩戴过程中弹性细绳容易被勒疼甚至勒伤,尤其是在佩戴高防护等级的一次性口罩时(如n95等),需要更大的弹性的弹性细绳,长时间使用很容易产生勒痕,勒痕处产生红肿、刺痛是常有的事。
3.申请号 为cn201520519389.0,名称为《一种医用外科口罩》的实用新型专利中,公开了一种弹性带中部设置有硅胶垫的医用外科口罩,具有较好的舒适度,长期佩戴也不会有不适的感觉,但是,医用外科口罩通常为一次性使用,这种带有硅胶垫的医用外科口罩无疑会大大增加口罩的成本,造成浪费和污染;并且,若在生产后期将硅胶垫固定在弹性带上,这无疑会增加生产难度,即便另外增加硅胶垫固定专业的设备,生产效率和良品率也会大打折扣。
4.申请号为 cn202020925809.6,名称为《一种便于儿童佩戴的口罩》实用新型专利中,公开了一种弹性带的表面活动套接有保护套的口罩,该保护套的设置更为灵活,但同样由于较高的生产和材料成本,依然不适用于一次性口罩的生产。
5.有鉴于此,有必要提供一种能增加佩戴舒适度、成本低、无需额外增加生产设备即可投入生产的口罩专用弹性带。
技术实现要素:
6.本发明的目的是提供一种生产兼容性好,无需额外增加生产设备即可投入生产、佩戴舒适度高的口罩专用弹性带。
7.本发明的另一个目的是提供一种成本低、支撑性好的口罩专用弹性带及其生产方法。
8.为了解决上述技术问题,本发明公开了一种用于口罩的弹性带,包括扁平且呈管状的弹性带本体,弹性带本体内腔中沿长度方向均匀设有条状、用于佩戴时围绕人体耳部设置的垫片,相邻两垫片的中点之间的距离为16
‑
22cm;垫片的平均宽度不小于0.4cm。
9.优选的是,所述垫片前端宽度小于末端宽度,且垫片末端宽度不小于0.8cm;使用时,处于垫片末端处的弹性带本体与人体耳垂部相接触。
10.优选的是,所述垫片前端加工为锐部。
11.优选的是,所述垫片长5
‑
9cm。
12.优选的是,所述垫片与弹性带本体单点或多点连接固定。
13.优选的是,所述垫片横截面为弧形。
14.一种用于口罩的弹性带的生产方法,包括如下步骤:s1.将插条塞入弹性带本体中:在编织弹性带本体时,将插条塞入刚编织成型的弹性带本体内腔中;或者,采用成品的弹性带本体,通过在弹性带本体上打孔将插条刺入弹性带本体内腔中;插条进入弹性带本体时,插条前端先进入弹性带本体内腔;s2.辊压定型:采用定型装置对弹性带本体进行辊压定型;定型装置包括辊子和定型器;用预热后的辊子辊压弹性带本体,使弹性带本体内的插条经辊压后伸展开,然后经过定型器冷却定型;插条在经定型后成为垫片。
15.s3.固定垫片:将弹性带本体与垫片连接固定,形成单点或多点连接固定。
16.s4.卷收:将弹性带本体卷收后包装待用。
17.优选的是,所述弹性带本体与垫片的连接固定方式为超声波焊接、粘接或钉扣固定中的一种。
18.优选的是,所述定型器具有供弹性带本体通过的定型狭缝。
19.优选的是,所述插条横截面为v型,w型,c型,ω型或波浪状中的一种。
20.本发明的用于口罩的弹性带,无需额外增加生产设备,可直接替换普通弹性带在高速口罩机上进行生产(须调试),生产兼容性好;使用本发明弹性带的口罩,垫片增加了弹性带与人体耳根部的接触面积,垫片末端宽度增大,与较软的耳垂部接触,可更多的承载压力,增加舒适度;并且,由于垫片的设置成本低,较为适合应用于一次性口罩上,因而具有较好的应用前景。
附图说明
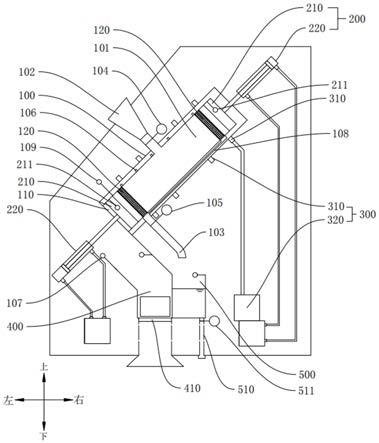
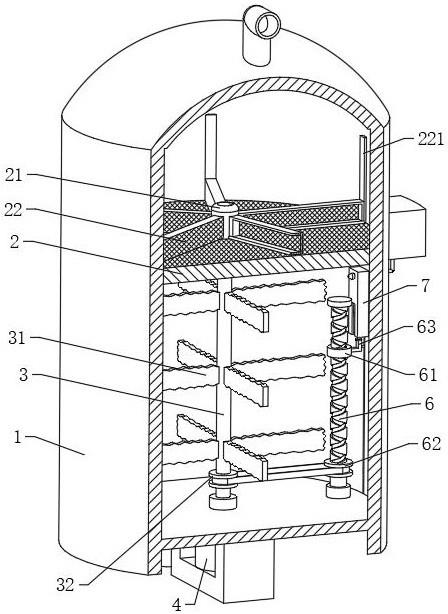
21.图1为一种用于口罩的弹性带的结构示意图;图2为用于生产图1中弹性带的定型装置的结构示意图。
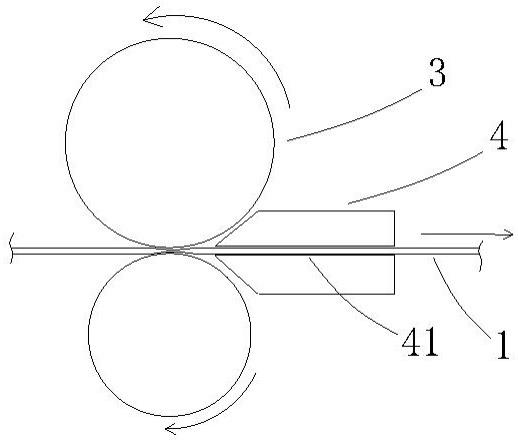
22.图3为一种插条的结构示意图。
23.图中标号为:1
‑
弹性带本体,2
‑
垫片,21
‑
垫片前端,22
‑
垫片末端,3
‑
辊子,4
‑
定型器,41
‑
定型狭缝,5
‑
插条,51
‑
直管段,52
‑
斜切段,53
‑
缝。
具体实施方式
24.下面通过实施例对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
25.应当理解,本文所使用的诸如“具有”,“包含”以及“包括”术语并不排除一个或多个其它元件或其组合的存在或添加。
26.实施例1如图1所示,一种用于口罩的弹性带,包括扁平且呈管状的弹性带本体1,弹性带本体内腔中沿长度方向均匀设有条状、用于佩戴时围绕人体耳部设置的垫片2,相邻两垫片的中点之间的距离为16
‑
22cm(标准的成人口罩的弹性带长度约为18
‑
20cm,由于垫片与弹性带本体之间的多点连接固定可能会使弹性带的中间一部分弹性降低,因此可弹性带设置可较标准的成人口罩的弹性带长度大一些)。弹性带本体在横向(即宽度方向)也具有较好的
弹性,垫片可容易的将弹性带撑开使弹性带本体中部宽度变大。
27.垫片的平均宽度不小于0.4cm。普通一次性口罩的弹性带宽度约为0.2
‑
0.3侧面,在拉伸后会变得更窄;普通一次性口罩如果直接采用较宽的弹性带替换较细的弹性带,确实可以增加宽度,提高弹性带和人体耳部皮肤的接触面积,但这需要将弹性带提高到足够的宽度(如0.5cm以上)才能起到较好的提高舒适性的效果,这样一来,佩戴时口罩本体和耳部之间的弹性带宽度也会增大,不仅会造成材料浪费,导致弹力增大,过宽的弹性带也显得十分不美观,并且,较宽的弹性带在挂于耳部时,由于缺少在宽度方向上的支撑,弹性带在与耳部的接触部分容易发生卷边打折现象,这反而会增加长期佩戴过程中产生的不适感,因此,单纯的采用增大宽度的弹性带并不是好的解决方案。
28.所述垫片前端21宽度小于垫片末端22宽度,且垫片末端宽度不小于0.8cm;使用时,处于垫片末端处的弹性带本体与人体耳垂部相接触,人体耳垂部(或与耳垂接近的耳根处)面积大且柔软,处于垫片末端处的弹性带本体与较软的耳垂部接触,可更多的承载和分散压力,增加舒适度。
29.所述垫片前端加工为锐部。垫片前端为锐部,有利于生产弹性带时垫片进入弹性带本体中,并且,垫片前端为锐部,使得垫片前端相对于垫片末端来说,支撑性较差而贴服性好,使垫片前端能较容易的与耳朵上部的耳根处相贴合,另外,即便佩戴时垫片前端部分伸出耳朵上部,较窄的垫片前端也不会显得突兀,更加美观(垫片末端有耳垂遮挡,不会影响美观)。
30.所述垫片长5
‑
9cm。垫片长度宜与人耳根处长度相适应。
31.所述垫片与弹性带本体单点或多点连接固定。生产或使用过程中,垫片与弹性带本体可能会发生相对滑动而移位,因此有必要对垫片进行固定,例如,只需将垫片中点与弹性带本体粘接固定,便能起到固定效果。
32.所述垫片横截面为弧形,以低曲率的弧形为宜。弧形的凸面与耳部皮肤接触,可增加接触面积和增加舒适度。出于成本和贴服性考虑,垫片不宜设置过厚,而较薄的垫片在弹性带本体的弹性压迫下会在宽度方向上产生一定的弯曲从而呈现弧形;垫片的凹面可与弹性带本体接触或不接触(多点连接固定可使垫片的凹面与弹性带本体更多的接触);当然,如果垫片在宽度方向上的支撑性较高,也可将垫片设计为平板状。为了不使垫片过度弯曲从而保持一定的宽度,还可在较薄的垫片上横向设置若干加强筋,以增加垫片的抗弯曲性。
33.使用采用本发明弹性带的口罩时,按照普通口罩的佩戴方法使用即可,并使垫片围绕设置在耳部,需注意使垫片弧形的凸面贴肤设置。由于是弹性带,佩戴后垫片的位置可适当微调,如由于长度等原因垫片确实难以正好设置在耳部,可通过打结等方式来改变弹性带长度以调整垫片的位置。
34.实施例2一种用于口罩的弹性带的生产方法,包括如下步骤:s1.将插条塞入弹性带本体中:在编织弹性带本体时,将插条塞入刚编织成型的弹性带本体内腔中(部分编织工艺中,多条线刚编织成弹性带本体时,编织成型一端具有敞开的口部,可采用机械塞入或高压喷入的方法将插条塞入);或者,采用成品的弹性带本体,通过在弹性带本体上打孔(或开口)将插条刺入弹性带本体内腔中;插条进入弹性带本体时,插条前端先进入弹性带本体内腔;如果直接将成型的垫片插入到弹性带本体中,由于垫片
的硬度不够,很难顺利的直接插入,因此,需要采用多褶皱或可伸展型强的插条,插条体积较小且由于其弯曲、褶皱的结构而具有一定的强度,可容易的插入到弹性带本体中。
35.s2.辊压定型:插条采用可较低温度热定型的材料,以免高温伤害弹性带本体;如图2所示,采用定型装置对弹性带本体进行辊压定型;定型装置包括辊子3和定型器4;用预热后的辊子辊压弹性带本体,使弹性带本体内的插条经辊压后伸展开,然后经过定型器冷却定型;插条在经定型后成为垫片。
36.s3.固定垫片:将弹性带本体与垫片连接固定,形成单点或多点连接固定。
37.s4.卷收:将弹性带本体卷收后包装待用。
38.所述弹性带本体与垫片的连接固定方式为超声波焊接、粘接或钉扣固定中的一种。可以直接用胶水等将弹性带本体与垫片粘连固定,也可采用类似订书钉、或夹扣一类的钉扣物将弹性带本体与垫片连接固定,也可将垫片两端的弹性带本体进行超声波焊接,将垫片封装于该段弹性带本体内。
39.所述定型器具有供弹性带本体通过的定型狭缝41。定型狭缝的横截面形状可以为弧形或直线形,具体可根据垫片材料和弹性带本体的材料而定,例如,弹性带本体弹性较大或垫片较软时,其收缩力会压迫垫片弯曲,此时定型狭缝的横截面形状可设置为直线型;若弹性带本体弹性较小或垫片较硬时,弹性带本体压迫垫片弯曲的力较小,此时定型狭缝的横截面形状可设置为弧形。
40.可采用水冷或风冷的方式对定型器进行冷却,弹性带本体通过定型器后被冷却和定型。
41.所述插条横截面为v型,w型,c型,ω型或波浪状中的一种。
42.如图3所示,本实施例中,插条由管状材料加工而成:通过将一段管子斜切为两段形成两个相同的插条5,插条包括直管段51和斜切段52,直管段顶部(最窄处)沿插条长度方向开缝53;插条展开后呈接近三角形的形态。
43.斜切段的长度不小于插条总长度的3/5,直管段在展开后形成垫片末端,因此直管段的长度不宜过大;辊压定型时,弹性带本体作为原料被送入辊子间,辊子先压在插条前端,插条随着辊子的转动而逐渐展开,最后形成垫片,如此循环,最后制成大长度、垫片均匀且间隔设置的弹性带;这样制成的弹性带,虽然宽度等略有改变,但并不影响其作为原料在高速口罩机上的送料、裁切、超声波焊接等加工环节,只需将普通的高速口罩机进行相应调试,即可投入生产,改造或调试成本低,具有广泛的应用前景。
44.尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的实施例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。