1.本技术涉及针织圆机的技术领域,尤其是涉及一种单面针织圆机织针轨道模具。
背景技术:
2.针织圆机是纺织领域中的一种常见机器,具有转速块、织物类型多、产品品质好等众多优点,针织圆机在更换生产不同织物结构时,需要对织针轨道进行调节以改变针织花型的结构,而轨道可以通过轨道模具压制成型。
3.中国专利公告号cn212494743u公开了一种量子能量波发热针织内衣的单面针织圆机织针轨道模具,其包括工作台和轨道,工作台上设置有液压伸缩杆,液压伸缩杆的输出端固定连接有压块,启动液压伸缩杆下降能够使压块压接于轨道的顶部,从而使轨道被压制成型。
4.针对上述中的相关技术,发明人认为存在的缺陷在于:由于上述轨道模具中的压块与用于伸缩杆固定连接,不能更换压块,使得轨道模具仅能压制一种类型的轨道形状,有待改进。
技术实现要素:
5.为了解决现有技术的缺陷,本技术提供一种单面针织圆机织针轨道模具,能够根据不同轨道形状的加工需要,更换轨道模具中的移动压板,提高了轨道模具的实用性。
6.本技术提供的一种单面针织圆机织针轨道模具,采用如下的技术方案:
7.一种单面针织圆机织针轨道模具,包括工作台和轨道,所述工作台两侧安装有用于将所述轨道在所述工作台表面水平移动的传输件,所述工作台的上安装有支撑柱,所述支撑柱顶部活动套设有伸缩套,所述支撑柱上套设有复位弹簧,所述复位弹簧的一端连接所述工作台、另一端连接所述伸缩套,所述伸缩套上方放置有移动压板,所述移动压板与所述伸缩套之间设置有用于相互固定的固定件,所述移动压板与所述工作台之间留有供所述轨道移动的空隙,所述工作台上方安装有液压机,所述液压机的活塞杆底端抵接所述移动压板的顶面。
8.将移动压板通过固定件安装在支撑柱的伸缩套上,轨道被传输件驱动在工作台上移动,使轨道的待压制部位处于移动压板的下方,液压机驱使活塞杆下压移动压板,移动压板下降带动伸缩套沉入支撑柱中,直至移动压板对轨道压制成型后,液压机伸缩杆上升,支撑柱上的复位弹簧由于具备回弹性将伸缩套复位,从而带动移动压板上升离开轨道表面,接着轨道继续在工作台上移动以进行下一部位的压制成型,当需要制作不同轨道形状时,将移动压板从伸缩套上通过拆卸固定件而取下,更换相与轨道形状相对应的移动压板,使轨道模具更加有实用性和适配性。
9.优选的, 所述移动压板的底面开设有供所述伸缩套插入的定位槽。
10.通过采用上述技术方案,能够使移动压板在压制轨道时不易水平移动,从而使移动压板能够更稳定地与伸缩套连接。
11.优选的,所述固定件包括固定杆和固定螺帽,所述固定杆连接在所述伸缩套的顶部,所述定位槽的顶壁贯穿开设有供所述固定杆穿出的通孔,所述固定螺母螺纹连接在所述固定螺杆的顶部,所述固定螺帽抵接所述移动压板顶面。
12.通过采用上述技术方案,使移动压板通过固定杆以及固定螺帽与伸缩套连接,连接结构简单,拆卸方便。
13.优选的,所述工作台上位于轨道的两侧对称安装有夹持板,所述夹持板相向的一侧安装有滑轮,所述滑轮与所述轨道侧端滚动连接,所述工作台上安装有用于调节两块所述夹持板间距的夹持组件。
14.通过采用上述技术方案,利用夹持组件调节轨道两侧的夹持板间距,使轨道在移动过程中能够受到两侧滑轮滚动夹持地导向移动,从而使轨道能够更加精准地被压制加工。
15.优选的,所述工作台中开设有延伸方向与所述轨道移动方向垂直的滑槽,所述夹持组件包括:转动连接在所述滑槽内壁的双向螺杆、分别螺纹连接在所述双向螺杆两端螺纹相反杆体上的滑块、以及安装在所述工作台上用于驱动所述双向螺杆转动的驱动件,其中,所述滑块滑移连接在所述滑槽中,所述滑块的顶部与所述夹持板固定连接。
16.通过采用上述技术方案,使双向螺杆受到驱动件的驱使而转动,双向螺杆上的两个滑块在双向螺杆上相互靠近或相互远离地移动,从而使滑块顶部的夹持板也同步相互靠近或相互远离移动,以此调节两块夹持板的间距,以适配轨道的宽度进行夹持导向。
17.优选的,所述驱动件包括:安装在所述工作台上的驱动电机、装配在所述驱动电机输出轴上的转动杆、安装在所述转动杆上的主动锥齿轮、以及安装在所述双向螺杆上且与所述主动锥齿轮啮合的从动锥齿轮。
18.通过采用上述技术方案,使转动杆受到驱动电机的驱动而转动,主动锥锥齿轮带动从动锥齿轮转动,从而使双向螺杆转动。
19.优选的,所述伸缩套侧周设置有橡胶粒。
20.通过采用上述技术方案,使伸缩套与定位槽内壁的摩擦力增大,减少了移动压板因复位弹簧的回弹惯性而与伸缩套脱离的情况,能够使移动压板与伸缩套更加稳定地连接。
21.优选的,所述传输件为传送带。
22.通过采用上述技术方案,使轨道能够放置在传送带表面进行移动。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过设置有支撑柱、伸缩套以及复位弹簧,使液压机作用于移动压板后,移动压板能够自行复位而离开轨道表面,以便于轨道继续移动进行下一位置的压制,从而使移动压板无需与液压机的伸缩杆固定连接,进而能够根据轨道成型所需,更换不同的移动压板作为轨道的模具进行压制;
25.2.通过设置固定件,使移动压板可拆卸式地安装在伸缩套上,更换时方便快捷;
26.3.通过设置夹持板、滑轮以及夹持组件,使轨道的两侧能够被滑轮滚动连接,提高了轨道移动的稳定性,利于轨道更好地压制成型。
附图说明
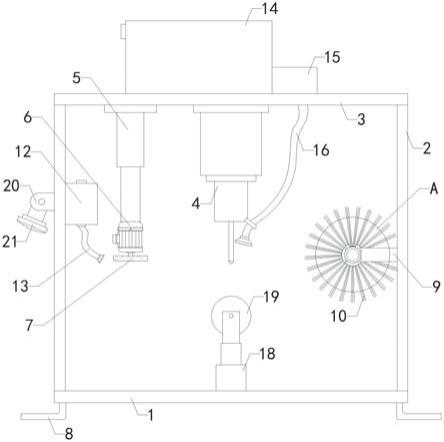
27.图1是本技术实施例中的整体结构示意图;
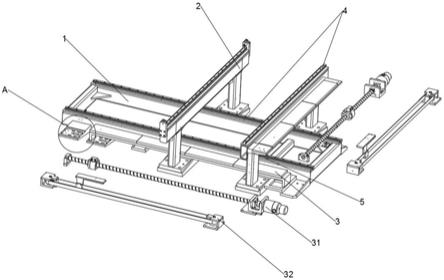
28.图2是图1的a放大图;
29.图3是本技术实施例中的剖面侧视图。
30.附图标记说明:1、工作台;11、滑槽;2、轨道;3、传送带;41、支撑柱;42、复位弹簧;43、伸缩套;431、橡胶粒;432、固定杆;433、固定螺帽;5、移动压板;51、定位槽;52、通孔;6、液压机;71、夹持板;72、滑轮;73、双向螺杆;74、滑块;75、驱动电机;76、转动杆;77、主动锥齿轮;78、从动锥齿轮。
具体实施方式
31.以下结合附图1
‑
3对本技术作进一步详细说明。
32.本技术实施例公开一种单面针织圆机织针轨道模具。
33.参照图1,一种单面针织圆机织针轨道模具,包括有工作台1以及放置在工作台1上的轨道2,工作台1的两侧安装有传输件,在本实施例中,传输件为传送带3,工作台1两侧的传送带3表面与工作台1表面齐平,且工作台1两侧的传送带3传输方向一致,使放置在工作台1上的轨道2能够通过传送带3的驱动而滑移在工作台1上。
34.如图1、图2所示,在工作台1表面的四角处分别安装有支撑柱41,且支撑柱41对称设置在轨道2的两侧上,四根支撑柱41的水平高度一致,在四根支撑柱41上均设置有伸缩套43,伸缩套43套设在支撑柱41的顶部且与支撑柱41滑动连接,同时,在支撑柱41上套设有复位弹簧42,复位弹簧42的一端固定在伸缩套43的底端、另一端固定在工作台1上,使伸缩套43受到下压时能够朝向支撑柱41移动,伸缩套43下降的同时压缩复位弹簧42,使复位弹簧42能够驱动伸缩套43复位。
35.如图1所示,在四根支撑柱41的伸缩套43上放置有同一移动压板5,使移动压板5位于轨道2待压制部位的正上方,且移动压板5与工作台1之间留有供轨道2滑移的间距,同时,工作台1上安装有液压机6,液压机6的伸缩杆移动方向为垂直于移动压板5表面的方向,且液压机6伸缩杆抵接于移动压板5的表面中央处。
36.根据轨道2所需的现状选择对应的移动压板5放置在支撑柱41的伸缩套43上,然后驱动液压机6下压移动压板5,使移动压板5的底面抵紧轨道2,移动压板5作为轨道2的模具,能够使轨道2被压制成型,轨道2成型后液压机6伸缩杆上升,支撑柱41上的伸缩套43复位,从而使移动压板5离开已成型的轨道2表面,接着传送带3启动输送轨道2移动,使轨道2的下一待压制部位移动至移动压板5下方继续压制。
37.如图2所示,在移动压板5和伸缩套43之间设置有夹持件进行相互固定,在本实施例中,夹持件包括固定杆432以及固定螺帽433。具体地,在移动压板5的底面开设有四个定位槽51,四个定位槽51与四根支撑柱41上的伸缩套43位置一一对应,使伸缩套43能够插入进定位槽51中。此外,在伸缩套43的外周设置有多颗橡胶粒431,橡胶粒431能够增加伸缩套43与定位槽51内壁的摩擦力,使伸缩套43插入定位槽51后能够更加地稳定,不易发生因复位弹簧42的回弹惯性大而造成伸缩套43脱离定位槽51的情况。
38.固定杆432竖直固定在伸缩套43的顶面,并在定位槽51的顶壁竖直贯穿开设有与固定杆432位置对应的通孔52,固定杆432穿出通孔52后与固定螺帽433螺纹连接,使固定螺
帽433的底端抵接着移动压板5的顶面,从而将移动压板5固定在伸缩套43上,且拆卸方便,利于工人根据轨道2所需形状进行更换移动压板5。
39.如图3所示,为使轨道2被移动压板5压制时更加稳定,在轨道2两侧的工作台1上安装有夹持板71,并在两块夹持板71相向的侧边均安装有多个滑轮72,滑轮72的转动轴线方向为竖直方向,使滑轮72的表面与轨道2侧端滚动接触,从而使轨道2移动时能够被两侧的滚轮所导向,使轨道2的待压制部位能够对准移动压板5,且轨道2在被移动压板5压制时不易偏移,提高了轨道2成型的精准度。
40.同时,为使两块夹持板71之间的距离能够适配轨道2宽度进行调节,如图2、3所示,在工作台1上设置有夹持组件,在本实施例中,夹持组件包括双向螺杆73、滑块74以及驱动件,在工作台1上开有滑槽11,滑槽11以垂直于轨道2的移动方向延伸开设,双向螺杆73的两端转动连接在滑槽11的内壁,在双向螺杆73两边不同螺纹方向的杆体上分别螺纹连接有滑块74,滑块74滑移连接在滑槽11中,滑块74的顶部与夹持板71固定连接,且双向螺杆73上的两个滑块74对应固定轨道2两侧的夹持板71。
41.通过驱动件驱使双向螺杆73转动,从而使双向螺杆73上的两个滑块74相互靠近或相互远离,进而改变两个夹持板71的距离,在本实施例中,滑槽11间隔平行开设有两条,滑槽11内相应安装有同样的双向螺杆73和滑块74,使夹持板71能够更加稳定地被驱动。
42.如图2、图3所示,在本实施例中,驱动件包括驱动电机75、转动杆76、主动锥齿轮77以及从动锥齿轮78,其中,双向螺杆73的一端穿出所述工作台1侧端并与从动锥齿轮78连接,驱动电机75安装在工作台1上,转动杆76装配在驱动电机75的输出轴上,主动锥齿轮77固定在转动杆76上并与从动锥齿轮78相啮合。启动电机驱动转动杆76转动,转动杆76驱使主动锥齿轮77转动,主动锥齿轮77带动从动锥齿轮78转动,从而使双向螺杆73转动,进而使轨道2的两端被滑轮72夹持着滚动连接。
43.本技术实施例一种单面针织圆机织针轨道模具的实施原理为:
44.根据不同轨道2的加工需要,将适配轨道2形状的移动压板5放置支撑柱41上,使支撑柱41上的伸缩套43插入定位槽51中,伸缩套43的固定杆432插入通孔52中,并将固定螺帽433螺纹连接在固定杆432上,使移动压板5固定在支撑柱41上。
45.接着,将轨道2放置在传送带3上,传送带3将轨道2输送至工作台1上,并启动驱动电机75,使轨道2两端与滑轮72滚动连接,使轨道2待压制部位处于移动压板5的正下方,液压机6下降作用于移动压板5上,使移动压板5下压轨道2,轨道2被压制成型后,液压机6上升,使支撑柱41上的伸缩套43被复位弹簧42驱使复位,从而使移动压板5离开轨道2表面,传送带3继续驱动轨道2移动,使轨道2的下一个待加工部位移动至移动压板5下方,如此连续加工。
46.若轨道2需要更换形状,可以拧松固定螺帽433将移动压板5拆卸,再更换安装不同的移动压板5使用,使轨道2模具有较好的适配性和实用性。
47.以上均为本技术的较佳实施例,本实施例仅是对本技术做出的解释,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。