1.本实用新型属于机械领域,尤其是涉及一种防漏焊装置。
背景技术:
2.现在的汽车制造领域,熔接工序是大二大类支柱工序,其中的凸点焊接工艺能够保证接头质量好、辅助工序少、不需要填充材料、生产效率高和焊接成本低的优点,具有着重要的地位。而凸点焊接工艺,也多以标准件配合冲压单件,经标准件上的凸点与冲压单件搭接,通过电阻热将两部品焊接后,形成总成部品的形式,服务于各类汽车生产。
3.但随着汽车设计开发的多样化及结构的复杂化,各冲压单件也需配合多种螺栓螺母,多个螺栓螺母与冲压单件凸焊后,才能满足使用要求,因此,凸焊过程中防漏焊是十分重要的。
技术实现要素:
4.本实用新型的目的是提供一种防止漏焊、保证焊接成果的防漏焊装置,尤其适合凸点焊接工作。
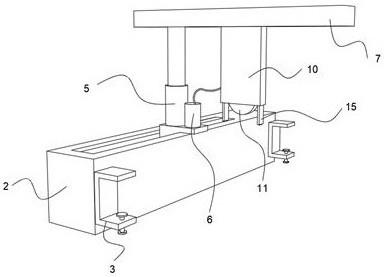
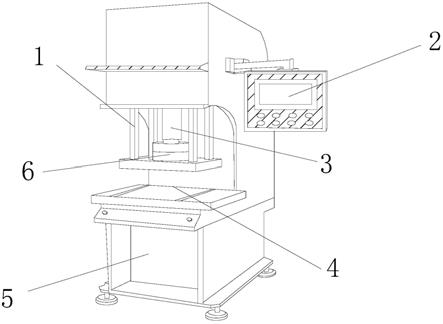
5.本实用新型的技术方案是:一种防漏焊装置,包括机架和货箱,所述机架为矩形框架,机架的上部分隔出一个矩形框架,机架上部矩形框架内设置货箱,机架位于货箱底部设置输送轴,所述输送轴并排设置多个,机架顶部设置顶盖,所述机架侧壁设置透明板,所述顶盖通过合页连接机架,所述机架侧面一个侧壁设置输送门,所述输送门顶部通过合页连接机架,所述机架与输送门相邻的一个侧壁设置光电保护器,所述光电保护器竖直设置,所述机架在光电保护器所在侧壁设置竖直滑道,机架通过滑道连接推拉板,所述推拉板底部通过螺钉连接压力缸,所述压力缸通过螺钉固定在机架上。
6.所述光电保护器和压力缸通过导线连接可编程逻辑控制器,可编程逻辑控制器通过导线连接凸焊机和检测工装。
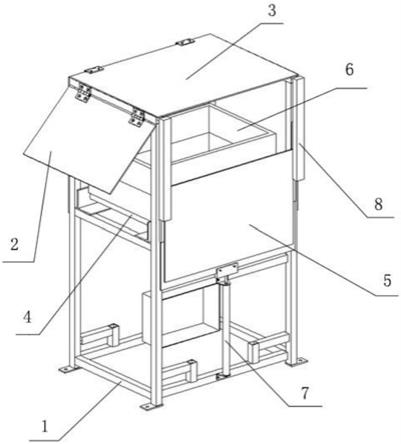
7.检测工装包括底座和支撑柱,所述底座为一个空心台,底座上表面焊接支撑柱,所述支撑柱为一个空心矩形管,支撑柱一侧设置固定板,所述固定板与支撑柱相对一侧设置滑动板,所述固定板顶部设置90
°
折弯,所述滑动板顶部设置90
°
折弯,固定板和滑动板的折弯均朝向远离支撑柱一侧,固定板和滑动板的中心设置竖直的条形通孔,滑动板和固定板通过螺钉和通孔固定在支撑柱侧面,所述滑动板折弯处下表面设置距离检测器,距离检测器通过导线连接可编程逻辑控制器。
8.进一步的,可编程逻辑控制器和凸焊机之间互锁信号连接。
9.进一步的,所述压力缸采用气压缸。
10.进一步的,所述光电保护器包括发光器和受光器。
11.进一步的,可编程逻辑控制器采用x3g
‑
60mr。
12.本实用新型具有的优点和积极效果是:
13.1、由于采用了光电保护器,在工人放入工件后,只有手离开了机架范围才会开始
关闭推拉板,避免了关闭推拉板是夹伤工作人员,保护了工作人员的安全。
14.2、由于采用了可编程逻辑控制器连接凸焊机和压力缸,在完成指定的焊接工作后才能够开启推拉板放入工件,否则无法放入工件,避免因人为因素导致工件发生漏焊,从而导致次品掺杂的情况,保证整体产品的合格率和质量。
15.3、由于输送门和顶盖配合,能够方便的输送货箱和取出货箱,并且保持箱体的闭合,防止外部污染物进入。
附图说明
16.图1是本实用新型的工作流程图;
17.图2是本实用新型的结构示意图;
18.图3是本实用新型的检测工装示意图。
19.图中:
20.1、机架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、输送门
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3、顶盖
21.4、输送轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5、推拉板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6、货箱
22.7、压力缸
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8、光电保护器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9、底座
23.10、支撑柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11、固定板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12、滑动板
24.13、螺钉
具体实施方式
25.下面结合附图对本实用新型做详细说明。
26.如图1
‑
2所示:
27.一种防漏焊装置,包括机架1和货箱6,所述机架1为矩形框架,机架1的上部分隔出一个矩形框架,机架1上部矩形框架内设置货箱6,机架1位于货箱6底部设置输送轴4,所述输送轴4并排设置多个,机架1顶部设置顶盖3,所述机架1侧壁设置透明板,所述顶盖3通过合页连接机架1,所述机架1侧面一个侧壁设置输送门2,所述输送门2顶部通过合页连接机架1,所述机架1与输送门2相邻的一个侧壁设置光电保护器8,所述光电保护器8竖直设置,所述机架1在光电保护器8所在侧壁设置竖直滑道,机架1通过滑道连接推拉板5,所述推拉板5底部通过螺钉连接压力缸7,所述压力缸7通过螺钉固定在机架1上。
28.所述光电保护器8和压力缸7通过导线连接可编程逻辑控制器,可编程逻辑控制器通过导线连接凸焊机和检测工装。
29.检测工装包括底座9和支撑柱10,所述底座9为一个空心台,底座9上表面焊接支撑柱10,所述支撑柱10为一个空心矩形管,支撑柱10一侧设置固定板11,所述固定板11与支撑柱10相对一侧设置滑动板12,所述固定板11顶部设置90
°
折弯,所述滑动板12顶部设置90
°
折弯,固定板11和滑动板12的折弯均朝向远离支撑柱10一侧,固定板11和滑动板12的中心设置竖直的条形通孔,滑动板12和固定板11通过螺钉13和通孔固定在支撑柱10侧面,所述滑动板12折弯处下表面设置距离检测器,距离检测器通过导线连接可编程逻辑控制器。
30.可编程逻辑控制器和凸焊机之间互锁信号连接。
31.所述压力缸7采用气压缸。
32.所述光电保护器8包括发光器和受光器。
33.可编程逻辑控制器采用x3g
‑
60mr。
34.本实例的工作过程:
35.在进行焊接工作时,首先在可编程逻辑控制器上设定产品的焊接点数,然后工作人员开始正常工作,每焊接一次可编程逻辑控制器计数一次,焊接工作完成后,将零件放入检测工装,将焊接完成的螺钉放入固定板11和滑动板12之间,然后通过抬升滑动板12将零件夹紧,然后通过距离检测器检测零件焊接后的零件长度,根据长度判断凸焊的焊接质量,当焊接后的长度不符合标准值或者当实际焊接点数小于设定焊接点数时,压力缸7维持原样,焊接后的长度符合标准值,并且实际焊接点数等于设定焊接点数时,可编程逻辑控制器传递信号给压力缸7,压力缸7带动推拉板5进行运动,从而打开放置口,工作人员将产品放入货箱6后,当手部离开机架1,光电保护器8信号显示无障碍后,可编程逻辑控制器即传递信号控制压力缸7带动推拉板5复原,关闭产品放置口,当所有产品加工完毕,可以开启外部电机带动输送轴4转动,从而带动货箱6进入产品的输送带,顶部的顶盖3能够将空的货箱6从上部放入,不会影响其他元件的工作,通过凸焊机的反馈从而记录焊接的数量,防止发生漏焊,漏焊时无法打开放置货物的窗口,保证了每个货物的焊接质量,并且放置口有光电保护器8,能够保护员工安全,防止关闭推拉板5时夹伤工作人员。
36.以上对本实用新型的一个实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。