1.本实用新型涉及包装生产器械技术领域,特别涉及一种圆筒卷边机的送料装置。
背景技术:
2.市面上食品采用的外包装多为塑料包装材料,制成丰富多样的各色形状包装容器,其中以圆柱状的包装容器在同等外表面积用材下能实现容量的最大化,且具有较好的耐压性能,其物美价廉,应用范围广。在利用片材制成的塑料圆筒加工过程中,需要对制成的圆筒进行卷边加工以加强其强度并美化其外观。
3.现有的圆筒包装从成型机到卷边机之间通过传送带 人工的工作方式,圆筒包装从成型机内呈卧式输出通过人工导正放入传送带,随后再传送带的末端通过人工拾取放入圆筒卷边机,长时间工作存在效率慢、生产成本高、安全性低等问题,无法实现全自动的圆筒导正和送入卷边机,无法实现自动化高速生产。
技术实现要素:
4.本实用新型所要解决的技术问题在于,提供一种圆筒卷边机的送料装置。
5.为达到上述目的,本实用新型公开了一种圆筒卷边机的送料装置,包括圆筒传送带、推料机构,所述推料机构设置于所述物料传送带末端的一侧,所述推料机构推动所述圆筒传送带上的圆筒向外纵向运动;
6.所示圆筒传送带的首端两侧分别设置有第一挡板、第二挡板,所述第一挡板的上段向外倾斜形成导正斜面;
7.所述物料传送带上具有若干凹位,所述若干凹位沿所述圆筒传送带的传送方向依次设置,所述若干凹位由间隔设置在所述圆筒传送带上的若干一对隔板构成,所述若干一对隔板分固接在所述圆筒传送带上且垂直于所述圆筒传送带。
8.优选地,所述推料机构包括支撑架、调整转轴、连接板、推料气缸、活动板、第一推板、第二推板,所述支撑架固定设置于所述圆筒传送带的末端一侧,所述调整转轴的一端插装设置于所述支撑架内,所述支撑架的外表面与所述调整转轴的外周之间通过螺丝抵接固定;
9.所述连接板的下段固定设置于所述调整转轴的另一端端部,所述推料气缸固定设置于所述连接板的前端面中部,所述活动板与所述连接板的后端面相对,所述推料气缸驱动所述活动板纵向往复活动。
10.优选地,所述圆筒传送带的末端另一侧设置有过渡架,所述过渡架的外轮廓呈u型,所述过渡架内的表面两侧分别设置有第一过渡板、第二过渡板,所述第一过渡板、所述第二过渡板分别与所述圆筒传送带的表面平齐,所述第一过渡板、所述第二过渡板分别与所述第一推板、所述第二推板相对,所述第一过渡板、所述第二过渡板的外轮廓呈凸型。
11.优选地,所述过渡架内设置有挡板,所述挡板位于所述第一过渡板、所述第二过渡板之间,所述挡板在水平截面内呈u型;
12.所述过渡架内的两侧分别固设有第一侧挡板、第二侧挡板,所述第一侧挡板、所述第二侧挡板与所述圆筒传送带相邻的一侧分别呈一向外翻折的弧型。
13.优选地,所述若干一对隔板的上段分别呈一向外倾斜的倾斜面。
14.优选地,所述第一挡板、所述第二挡板的一侧与所述推料机构之间设置有一对护栏,所述一对护栏分别固定设置于所述圆筒传送带的两侧。
15.相比于现有技术,本实用新型的有益效果在于:代替人工实现圆筒包装的全自动输送和送入卷边机,降低生产成本和保证生产安全,通过设置导向挡板实现圆筒的自动导正,更加适用于自动化生产线,提高生产效率。
附图说明
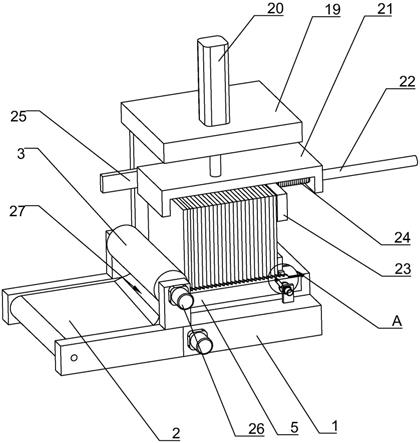
16.图1为本实用新型实施例整体结构示意图;
17.图2为图1a部放大示意图;
18.图3为本实用新型实施例整体结构侧面示意图;
19.图4为图3b部放大示意图;
20.图5为本实用新型实施例过渡架的整体结构示意图。
具体实施方式
21.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
22.参照图1所示,一种圆筒卷边机的送料装置,包括圆筒传送带1、推料机构 2,推料机构2设置于圆筒传送带1的末端一侧,且与圆筒卷边机(图中未示出)的入料口相对设置,通过推料机构2将圆筒传送带1上的圆筒包装3推入卷边机(图中未示出)内。优选的圆筒传送带为转弯式链板输送带,采用转弯式链板输送带使连线、操作更简单和节约场地。
23.再结合图2所示,圆筒传送带1的首端分别具有第一挡板11、第二挡板12,第一挡板11、第二挡板12分别固接于圆筒传送带1的首端两侧上,第一挡板 11的上段向外倾斜形成导正斜面1a,用于导正圆筒包装3。
24.圆筒传送带1上具有若干凹位13,若干凹位13分别沿圆筒传送带的传送方向依次设置,若干凹位13由间隔设置在圆筒传送带1上的若干一对隔板14构成,一对隔板14分固接在圆筒传送带1上并且垂直于圆筒传送带1,一对隔板 14的上段分别呈一向外倾斜的倾斜面14-1,当圆筒包装3落入凹位13内时,一对隔板14的倾斜面14-1起到导向作用。
25.工作时,圆筒传送带的首端位于圆筒成型机(图中未示出)的出料口处,第一挡板或第二挡板位于圆筒成型机的出料口一侧。圆筒包装呈卧式从圆筒成型机的出料口输出,在第一挡板的导正斜面作用下圆筒包装呈立式落入凹位内,第二挡板起到阻挡作用,防止圆筒包装脱离圆筒传送带。相比现有人工放置,采用第一挡板、第二挡板结合圆筒传送带提高了工作效率、减少生产成本,更加适用于全自动高速生产线。
26.参照图3-图5所示,推料机构2包括支撑架21、调整转轴22、连接板23、推料气缸24、活动板25、第一推板26、第二推板27,支撑架21固接于圆筒传送带1的末端一侧,调整转轴22的一端插装设置于支撑架21内,支撑架21的外表面与调整转轴22的外周之间通过螺丝(图中未示出)抵接固定,防止调整转轴周向转动。
27.连接板23的下段固接于调整转轴22的另一端端部上,推料气缸24固接于连接板23的前端面中部,活动板25与连接板23的后端面相对设置,活动板25 的前端面中部与推料气缸24的活动杆固接,推料气缸24驱动活动板25纵向往复活动,活动板25与连接板23之间通过一对导向轴28和一对法兰直线轴承29 实现纵向往复活动的导向。
28.第一推板26、第二推板27分别固接于活动板25的后端面左右两侧上,优选的第一推板26、第二推板27的外轮廓呈一贴合圆筒包装3外周的弧型,第一推板26、第二推板27分别与圆筒传送带1上的凹位13相对。
29.通过设置调整转轴可小幅度调整第一推板26、第二推板27与若干凹位的相对角度,保证圆筒顺利推入圆筒卷边机内。
30.圆筒传送带1的末端另一侧固设有过渡架15,过渡架15的外轮廓呈u型,过渡架15内的表面两侧分别设置有第一过渡板151、第二过渡板152,第一过渡板151、第二过渡板152分别与圆筒传送带1的表面平齐,第一过渡板151、第二过渡板152分别与第一推板26、第二推板27相对。优选的第一过渡板151、第二过渡板152的外轮廓呈凸型,起到导向作用。
31.第一过渡板151、第二过渡板152之间设置有挡板153,挡板153固接于过渡架15内的表面中部,防止圆筒传送带1上的两个圆筒包装3经过过渡架15 时相互碰撞,挡板153在水平截面内呈u型。过渡架15内的两侧分别固设有第一侧挡板154、第二侧挡板155,第一侧挡板154、第二侧挡板155与圆筒传送带 1相邻的一侧分别呈一向外翻折的弧型,弧形面起到导向作用。
32.工作时,当传送带上的圆筒包装分别与第一推板、第二推板相对时,第一推板、第二推板在推动气缸的作用下,推动圆筒包装脱离圆筒输送带经第一过渡板、第二过渡板进入圆筒卷边机(图中未示出)内。相比现有人工放置,大大提高了生产安全、生产效率、降低生产成本,更加适用于全自动高速生产线。
33.再结合图1所示,第一挡板11、第二挡板12的一侧与推料机构2之间设置有一对护栏4,一对护栏4分别固接于圆筒传送带2的两侧,从而防止若干凹位 13内的圆筒包装3掉落。
34.当然上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型主要技术方案的精神实质所做的修饰,都应涵盖在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。