1.本实用新型属于机加工夹具技术领域的一项技术方案,具体地讲,本实用新型涉及一种车夹具,特别是一种设有轴向定位结构的齿圈车夹具。
背景技术:
2.齿圈是一种由外齿轮和结合齿轮组成的双联齿轮,它是汽车变速箱中必备传动构件。汽车配套的变速箱结构十分紧凑,体积相对较小,配套的齿圈因受结构和尺寸限制,故轴向尺寸较小。此种呈环状的齿圈量产时,本行业优选精锻成形工艺制坯,然后仅作内孔及端面微量精车加工。因齿圈内置的两只齿轮均已精锻成形,再加上结构限制,精车内孔时只能夹持外台肩。为了避免伤及齿部,通常采用软质卡爪施压。此种装夹方式虽然简单、操作便捷,但缺少必要的轴向定位,实际使用时除装夹可靠性差外,最大问题是定位准确性不够好,稍有偏差便造成结合齿轮的部分齿尖被误切削的问题。齿圈内置的结合齿轮因齿尖形状不规则,精锻后不作切削加工。若发生齿尖被误切削,该结合齿轮啮合质量就会下降。所以,精车齿圈内孔时必须以内置结合齿轮的齿尖作为轴向定位基准,这样才能避免被误切削,机加工的齿圈易达到预期的加工质量。
技术实现要素:
3.本实用新型主要针对现有技术缺少对齿圈内置结合齿轮齿尖轴向定位的问题,提出一种设有轴向定位结构的齿圈车夹具,该夹具由轴向定位结构和夹紧结构共同组成,由于按功能配置相应的构件,整体结构简单、功能协调、操作便捷,切实做到轴向准确定位,径向夹紧可靠。
4.本实用新型通过下述技术方案实现技术目标。
5.设有轴向定位结构的齿圈车夹具,它包括压块、甲螺栓、三叶盘和乙螺栓。所述压块是一种用软质金属制成的矩形块状构件,它直接依附在待配套的三爪卡盘卡爪上并用甲螺栓锁紧,构成压块随三爪卡盘卡爪径向移动的自定心夹紧结构。其改进之处在于:所述三叶盘定位安装在三爪卡盘有卡爪的端面中部,两者用乙螺栓作锁紧连接,三叶盘均设三只径向伸出且与三爪卡盘卡爪位置错开的扇形叶片,每只扇形叶片的径向外边沿统一按工件齿圈内置的结合齿轮齿尖尺寸朝内作角向折弯,构成一道以齿圈内置的结合齿轮齿尖限位的轴向定位结构。
6.作为进一步改进方案,所述三叶片用于轴向限位齿圈内置结合齿轮齿尖的端部为圆弧形,该圆弧曲率半径r为0.8~1.0mm。
7.作为进一步改进方案,所述三叶盘径向伸出的扇形叶片朝内角向折弯边壁厚不等,其中设有环凹槽处减薄至1.2~2.0mm,环凹槽分别设在朝内角向折弯边的外壁和内壁上。
8.作为进一步改进方案,所述三叶盘配置的环凹槽仅设在朝内角向折弯的外壁或内壁上。
9.作为进一步改进方案,所述三叶盘内置的环凹槽在同一道圆弧上均布至少三只通孔,通孔的孔径为3.0~5.0mm,相邻通孔的边间距为5.0~10mm。
10.本实用新型与现有技术相比,具有以下积极效果:
11.1、该夹具分别设置齿圈的轴向定位结构和径向夹紧结构,从结构上做到定位元件不直接承受夹紧力,此种将功能性构件分立模式,结构简单、制作容易、操作便捷,而且能够长期保持设定的定位精度;
12.2、统一以位置固定的三叶盘作为工件齿圈内置结合齿轮齿尖轴向定位基准,应用时只要工件安装到指定位置即实现轴向定位,使用这种定位安装结构既快捷又准确,能够显著提高生产效率;
13.3、因工件齿圈内置的结合齿轮齿尖有尺寸公差,为了适应有不等尺寸公差的齿圈定位安装,特将三叶盘与齿圈内置的结合齿轮齿顶结合处端部制成圆弧形,利用曲面结构增加定位面积。另一方面利用该处端部的弹性变形来抵消齿尖尺寸误差,从而达到提高轴向定位精度的目的。
附图说明
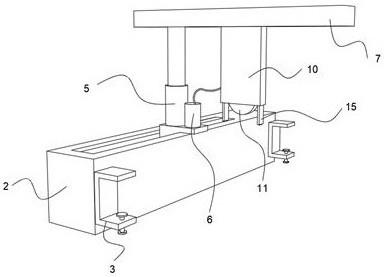
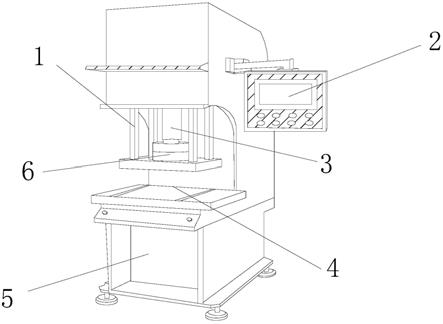
14.图1是本实用新型结构示意图。
15.图2是图1的a-a剖面示意图,展示压块与卡爪的连接结构。
16.图3是图1的b-b剖面示意图,展示三叶盘轴向定位结构。
17.图4是图3的俯视图。
18.图5是图3所示三叶盘用于轴向限位齿圈内置结合齿轮齿尖的端部k局部放大示意图。
具体实施方式
19.下面根据附图并结合实施例,对本实用新型作进一步说明。
20.图1所示设有轴向定位结构的齿圈车夹具,它包括压块1、甲螺栓2、三叶盘3和乙螺栓4。所述压块1用于夹持工件齿圈5,它是一种用软金属制成的矩形块状构件,本实施例车削加工的工件齿圈5配套轿车变速箱,制作的压块1选用硅黄铜制作。在车夹具结构中,压块1直接依附在配套的三爪卡盘卡爪上并用甲螺栓2锁紧,构成压块1随三爪卡盘径向移动的自定心夹紧结构。图2中所示的压块1直接施压齿圈5的内道外台肩,此种三等分施压结构受力均匀,夹持可靠。所述三叶盘3在结构中属于定位构件,它定位安装在三爪卡盘有卡爪的一侧端面中部,三叶盘3与三爪卡盘同轴,两者用乙螺栓4作定位锁紧连接。三叶盘3均设三只径向伸出且与三爪卡盘卡爪位置错开的扇形叶片,每只扇形叶片的径向外边沿统一按齿圈5内置结合齿轮齿尖尺寸朝内作角向折弯,构成一道以齿圈5内置的结合齿轮齿尖限位的轴向定位结构。上述结构中,径向夹紧结构和同定位结构分别设置,从结构上做到定位构件不承受夹紧力,此种功能性构件分立模式,结构简单、制作容易,操作十分便捷,而且能够长期保持设定的定位精度。
21.现实中的工件齿圈5是一种模压成形的半成品,其制造精度有限,客观上有一定的尺寸偏差,这些尺寸偏差直接影响后道车削工序的轴向定位精度。为了进一步提高工件齿圈5与三叶盘3配合的轴向定位精度,尽可能从结构上做到工件齿圈5内置结合齿轮齿尖不
被误切削,特对三叶盘3 的轴向定位端增加弹性设计,利用弹性变形来降低工件齿圈5尺寸偏差对轴向定位的影响。有关这方面的结构设计主要体现在以下三方面,一是将三叶盘3用于轴向限位工件齿圈5内置结合齿轮齿尖的端部3.1制成圆弧形(如图5所示),本实施例圆弧形曲率半径r=0.8mm;二是将三叶盘3径向伸出的扇形叶片朝内角向折弯边壁厚作不等厚设计,在角向折弯边壁上增设环凹槽3.2,以此来局部减薄壁厚。此种通过降低结构刚性来增加弹性的技术措施十分合理、有效,能够达到预期要求。本实施例配置共两条环凹槽3.2,分别设在角向折弯边中段的内壁和外壁上(如图3和图4)所示,使得该处壁厚减薄至1.2mm。若改生产比本实施例规格大的齿圈5,则要求结构弹性稍大一些,将角向折弯边中段壁厚只能减至2.0mm。所设的环凹槽3.2除按上述内外两道结构加工外,也可以简化成一道,这一道环凹槽3.2既可设在外壁上,也可以设在内壁上,都具有相同的技术效果。三是所述三叶盘3内置的环凹槽3.2在同一道圆弧上均布至少3只通孔3.3(如图4所示),本实施例共设三只φ3.0mm的通孔3.3,相邻通孔3.3的边间距定为5mm。
22.本实用新型统一以位置固定的三叶盘3作为工件齿圈5内置结合齿轮齿尖轴向定位基准,实际应用时只要工件安装到指定位置即实现轴向定位,使用这种定位结构既快捷又准确,可提高生产效率数倍。
技术特征:
1.一种设有轴向定位结构的齿圈车夹具,它包括压块(1)、甲螺栓(2)、三叶盘(3)和乙螺栓(4);所述压块(1)是一种用软质金属制成的矩形块状构件,它直接依附在待配套的三爪卡盘卡爪上并用甲螺栓(2)锁紧,构成压块(1)随三爪卡盘卡爪径向移动的自定心夹紧结构;其特征在于:所述三叶盘(3)定位安装在三爪卡盘有卡爪的端面中部,两者用乙螺栓(4)作锁紧连接,三叶盘(3)均设三只径向伸出且与三爪卡盘卡爪位置错开的扇形叶片,每只扇形叶片的径向外边沿统一按工件齿圈(5)内置的结合齿轮齿尖尺寸朝内作角向折弯,构成一道以齿圈(5)内置的结合齿轮齿尖限位的轴向定位结构。2.根据权利要求1所述的设有轴向定位结构的齿圈车夹具,其特征在于:所述三叶盘(3)用于轴向限位齿圈(5)内置结合齿轮齿尖的端部(3.1)为圆弧形,该圆弧曲率半径r为0.8~1.0mm。3.根据权利要求1所述的设有轴向定位结构的齿圈车夹具,其特征在于:所述三叶盘(3)径向伸出的扇形叶片朝内角向折弯边壁厚不等,其中设有环凹槽(3.2)处减薄至1.2~2.0mm,环凹槽(3.2)分别设在朝内角向折弯边的外壁和内壁上。4.根据权利要求1或3所述的设有轴向定位结构的齿圈车夹具,其特征在于:所述三叶盘(3)配置的环凹槽(3.2)仅设在朝内角向折弯的外壁或内壁上。5.根据权利要求1所述的设有轴向定位结构的齿圈车夹具,其特征在于:所述三叶盘(3)内置的环凹槽(3.2)在同一道圆弧上均布至少三只通孔(3.3),通孔(3.3)的孔径为3.0~5.0mm,相邻通孔(3.3)的边间距为5.0~10mm。
技术总结
本实用新型公开了一种设有轴向定位结构的齿圈车夹具,它包括压块、甲螺栓、三叶盘和乙螺栓。所述压块直接依附在配套的三爪卡盘卡爪上并用甲螺栓锁紧,构成压块随三爪卡盘卡爪径向移动的自定心夹紧结构。所述三叶盘定位安装在三爪卡盘有卡爪的端面中部,两者用乙螺栓作锁紧连接,三叶盘均设三只径向伸出且与三爪卡盘卡爪位置错开的扇形叶片,每只扇形叶片的径向外边沿统一按齿圈内置的结合齿轮齿尖尺寸朝内作角向折弯,构成一道以齿圈内置结合齿轮齿尖限位的轴向定位结构。上述径向夹紧结构和轴向定位结构采用分立模式,从结构上做到定位构件不承受夹紧力,而且做到齿圈安装到位即轴向定位。向定位。向定位。
技术研发人员:徐树存 夏宇 焦继松 吴江
受保护的技术使用者:江苏太平洋齿轮传动有限公司
技术研发日:2021.02.03
技术公布日:2021/10/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。